淺析TRMTRM型輥磨磨輥軸承的潤滑
2017-10-16 06:02:03鄭倩
水泥技術 2017年5期
鄭倩
淺析TRMTRM型輥磨磨輥軸承的潤滑
Analysis of Lubrication of TRM Roller Grinding Roller Bearing
Analysis of
鄭倩
磨輥軸承是輥磨的核心部件,磨輥軸承的潤滑、密封等是軸承使用和維護的關鍵。本文主要就磨輥潤滑展開論述。
輥磨;軸承;油池潤滑;稀油潤滑
1 前言
磨輥是輥磨的主要部件之一。TRM型輥磨安裝后,輥軸與磨盤水平面的夾角為15°,磨輥與磨盤襯板之間有原始間隙。磨輥主要包括輥套、輪轂、輥軸、軸承、密封架、脹套、潤滑油管、軸承密封等。輥套呈圓錐形,輪轂是一個大型鑄件,其上的圓錐面和圓柱面支撐著輥套,端部由壓圈通過大直徑螺栓使輥套與輪轂緊密結合。
輪轂裝在輥軸上,二者之間裝有兩個大型滾動軸承,端部為圓錐滾子軸承,另一個為圓柱滾子軸承。磨輥軸承是保證磨輥正常運轉的關鍵性元件之一。TRM型輥磨采用了國內外著名品牌的軸承,能夠保證承受磨輥操作的壓力。軸承的壽命是經過計算的,但實際的使用壽命還是會受到磨機的操作方式、潤滑效果以及磨機的操作溫度等因素的影響,用戶應當高度重視磨輥軸承的正確使用和維護。本文針對磨輥軸承的潤滑方式做一簡要介紹。
2 磨輥軸承潤滑
目前TRM型磨輥軸承采用的滾動軸承具有以下特點:
滾動軸承既有滾動摩擦也有滑動摩擦。滑動摩擦是由于滾動軸承在表面曲線上的偏差和負載下變形造成的。隨著速度和負荷的增加,滾動軸承的滑動摩擦增大。為了減少摩擦、磨損,降低溫升、噪聲,防止軸承和部件生銹,采用合理的潤滑方式、正確地選用潤滑劑以及適宜地控制潤滑劑數量對提高軸承壽命非常重要。
在傳統的輥磨磨輥軸承潤滑中,采用潤滑油循環潤滑的比較多。但是隨著技術的進步,目前在一些小型輥磨中采用油脂潤滑或油池潤滑的,占有相當大的比例。
潤滑的目的是在機械設備摩擦副相對運動的表面間加入潤滑劑,以降低摩擦阻力和能量消耗,減少表面磨損,延長使用壽命,保證設備正常運轉。潤滑的作用主要有降低摩擦、減少磨損、冷卻防止膠合以及防止腐蝕。
此外,潤滑劑在某些場合可以起阻尼、減振或緩沖作用。潤滑劑的流動可將摩擦表面上的污染物、磨屑等沖洗帶走,起到清潔作用。有些場合,潤滑劑還可起到密封作用,減少冷凝水、灰塵及其他雜質的侵入。
3 潤滑方式
3.1 油池潤滑原理
中材裝備的TRM型小規格輥磨的磨輥軸承采用油池潤滑,軸承浸在油池中,磨輥工作時處于傾斜狀態(見圖1),軸承一側全部浸入油中。在高溫、沖擊、重載、低速的應用環境下,軸承的良好潤滑條件很難形成,惡劣的粉塵環境及沖擊更是惡化了潤滑狀況,因此選擇適量的潤滑油和采取正確的潤滑方法,對于軸承的穩定運行至關重要。

圖1 磨輥油池潤滑示意圖
3.2 稀油潤滑原理
TRM系列中大型輥磨,包括生料磨、水泥礦渣磨、煤磨等的磨輥軸承均采用稀油潤滑方式,此方式通過強制潤滑對磨輥軸承進行潤滑、降溫和清洗等。潤滑系統裝置包括稀油潤滑站、潤滑管路和磨輥內部潤滑油管(見圖2)。潤滑站采用單泵結構,以保證供油與回油之間的匹配;油泵啟動前,先調節好節流閥使之滿足油泵潤滑需要的油量;供油管路上配置了濾油器、壓力表、油冷卻器、溢流閥和壓力變送器等元件,回油管路上裝有油流指示器。
4 潤滑油的選擇
軸承潤滑油具有分離接觸表面減少摩擦、散熱、防止腐蝕三個主要功能。滾動軸承使用潤滑油潤滑,潤滑油和潤滑脂相比,其優點主要有:
(1)在一定的操作規范下,使用潤滑油比使用潤滑脂潤滑的啟動力矩和摩擦損失明顯要小。
(2)由于潤滑油可在循環中帶走熱量,起到冷卻作用,故能使軸承達到相對高的轉動速度。
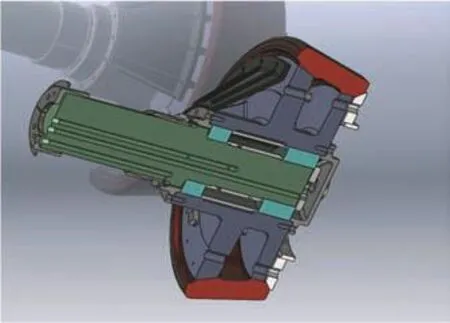
圖2 磨輥稀油潤滑示意圖
(3)使用溫度相對較高。
(4)使用潤滑脂潤滑時,在軸承中潤滑脂逐步被產品磨損的產物、磨料、從外經密封裝置滲透的和自身老化的產物所污染,如不及時更換,會引起軸承加速磨損。而用潤滑油時,可經過過濾而保證軸承正常運轉。
4.1 油池潤滑油
在潤滑油的型號選擇上,需要根據磨輥的工作溫度和具體工作載荷的大小來選擇粘度合適的潤滑油。因為磨輥軸承工作時的載荷偏大,所以要選用粘度相對高的潤滑油來提高軸承性能,潤滑油粘度必須滿足100℃下油品粘度>90cSt(ISO VG680合成油),這樣的潤滑油可以形成足夠厚的潤滑油膜,可延長軸承的使用壽命。
4.2 稀油潤滑油
由于稀油潤滑是由磨輥潤滑站提供潤滑,所以采用VG 460合成油。首次換油時間300~600h,每3 500h檢查一次油品質量。必須嚴格遵照執行已定的潤滑劑更換、檢查周期。現場調試生產期間必須嚴格遵照執行已定的潤滑劑更換、檢查周期。
5 稀油潤滑常見問題分析(表1)
稀油潤滑常見問題分析見表1。
6 潤滑站的維護與保養
(1)對油箱內的油液應經常進行過濾檢查,若發現油液不能滿足系統工作要求時,應及時更換,每次注油時需通過過濾設備(如濾油小車,過濾設備的濾油精度≮80μm),經空氣濾清器注入油箱。
(2)經常檢查管接頭及螺釘等易損件。結合面處滲漏油時應及時查找原因,更換密封。

表1 稀油潤滑常見問題分析
(3)設備大修時,一般情況下不允許拆開泵、閥等主要液壓元件。有條件的情況下,可根據情況拆裝檢查,但組裝后一定要上試驗臺試驗,確認滿足設計要求后才能使用,否則需更換元件。
(4)油溫未達到30℃時,不許啟泵。
(5)不準許任意調整電控系統的互鎖裝置。
(6)各種元件未經主管部門同意,任何人不準私自調節或拆換。
(7)當潤滑系統出現故障時,應立即通知維修部門分析原因并排除。
(8)要經常巡檢設備上的各種檢測儀表,發現異常及時處理。
(9)油箱上的磁棒應1~2個月拆下一次,將表面的臟物除去,擦拭干凈后重新裝上。
(10)JET泵上部的磁過濾器應1~2個月拆下一次,將表面的臟物除去,擦拭干凈后重新裝上。
(11)經常注意泵出口的雙桶過濾器是否堵塞,如發現堵塞報警,應切換到另一工作桶,將堵塞的一腔打開,清洗濾片和磁性元件。
(12)要求工作4 000h換一次油。
7 結語
軸承的儲存不當、磨機過載、粉塵侵入、磨機運行振動過大、密封圈老化等都是影響磨輥軸承壽命的原因。現場維護人員要密切關注磨輥軸承的運行情況,無論采用油池潤滑或者稀油潤滑,都應定時監控油位、軸承溫度等,保證磨機的正常運行。
[1]張一夫,高有良.淺析輥磨磨輥潤滑的問題及解決辦法[J].現代冶金,2015,(6).
[2]余生.輥磨磨輥潤滑常見故障[J].中國水泥,2004,(5).■
TQ172.632.5
A
1001-6171(2017)05-0041-03
2017-03-26; 編輯:呂 光
