異型煙分揀系統關鍵技術的研究
2017-09-25 08:53:35李旭冉徐德榮蔡宏王志明
物流技術與應用 2017年9期
關鍵詞:皮帶機
李旭冉 徐德榮 蔡宏 王志明/文
異型煙分揀系統關鍵技術的研究
李旭冉 徐德榮 蔡宏 王志明/文
本文針對商業煙草分揀領域中異型煙分揀的關鍵步驟,即異型煙分揀、異型煙打碼和異型煙包裝三個關鍵過程的現狀和問題進行分析,指出目前模式存在的問題,并給出解決方案;最后形成一套完整的新型的異型煙分揀系統,使得分揀部分煙倉調節更加靈活,分揀設備占地更小,分揀效率更高,同時實現準確打碼以及機械化包裝,這對我國煙草分揀行業異型煙分揀領域的發展具有重要意義。
異型煙分揀系統、分揀、打碼、包裝
近年來,隨著市場經濟的發展,個性化的消費需求愈發凸顯,卷煙需求向多品種、小批量方向發展,配送卷煙的種類、數量和經銷商數量都將急劇增加。煙草工業企業為了滿足市場需求,相繼開發出多款異型包裝卷煙。并且異型煙銷量不斷增加,異型煙的銷售品規數也在不斷增加。同時,隨著卷煙個性化的設計以及國際流通的增長,對異型煙的自動處理成為異型煙分揀領域的必然需求。

圖1:部分品牌異型煙
一、異型煙分揀技術的總體水平
標準條煙尺寸規格為:(270~286)×(86~90)×(44~49)mm,如果與此有異則屬于異型包裝卷煙,簡稱“異型卷煙”。在卷煙生產過程中,存在不同長度、寬度、厚度、材料、重量等特性的異型卷煙。圖1為部分不同品牌的異型卷煙,以西安煙草配送中心分揀的異型煙為例,其中長度變化范圍為110mm~311mm,寬度范圍為70mm~188mm,高度變化范圍為20mm~180mm,可以看出異型煙長度、寬度和高度之間的尺寸差距較為明顯。
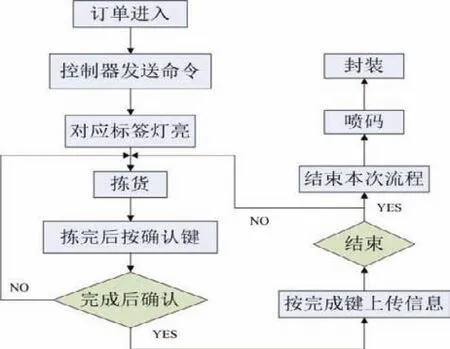
圖2:電子標簽分揀流程圖
國外異型煙分揀技術研究起步較國內早,技術較成熟,可以實現異型煙和標準卷煙共同分揀,在線合單。在我國,國家煙草專賣局于2010年9月下發了《關于卷煙打碼銷售有關事項的通知》,要求從2010年11月起銷售卷煙必須打碼到條。全國各地開始對異型煙的分揀及打碼進行研究。但據了解,2014年以前徐州市局(公司)無異型煙專用分揀設備,采用手工分揀。異型煙未分揀到戶,不打碼。這導致異型煙二次分揀耗時長,如果不合單到戶,車組送貨時間將隨著異型煙品規數增加而大幅延長,因此合單需求迫切。
另外,湖南省株洲市、湘潭市、婁底市和益陽市異型煙分揀雖已實現打碼到條,但分揀方式均采用人工分揀,打碼后人工包裝,再和標準卷煙進行人工合單,這種分揀方式分揀效率較低。
總體來看,目前國內異型煙分揀及打碼的技術成熟度并不高。研究異型煙自動分揀系統具有很可觀的市場前景。下面從異型煙分揀、打碼和包裝三個方面對目前現狀和存在的問題進行分析,并分別提出解決方案。
二、異型煙分揀情況分析
1.異型煙分揀方面的現狀
目前大多數煙草配送中心采用直接手工揀選或者電子標簽分揀系統完成異型卷煙的分揀任務。
手工揀選是基于零售戶訂單需求,用手工進行揀選、配貨的一種卷煙分揀方式,也是卷煙銷售配送中心采用的最初級的揀選配貨形式。
電子標簽分揀系統是在國內應用較早且較為廣泛的卷煙分揀系統。一般說來,卷煙物流配送中心的電子標簽分揀系統包括電子標簽顯示貨架、控制系統、訂單信息處理計算機系統、訂單輸送系統和包裝平臺等。電子標簽分揀系統流程如圖2所示,工作過程為控制系統將訂單數據傳到電子顯示器,分揀人員根據提示完成該品種對應數量卷煙揀選后按下“確認”鍵即可。電子標簽輔助揀選裝置不是半自動分揀線,因為它沒有半自動分揀功能。
此外,還有一些煙草配送中心采用人工填煙、自動分揀、自動打碼、人工包裝的異型煙半自動分揀方式,如成都、沈陽、西安等。
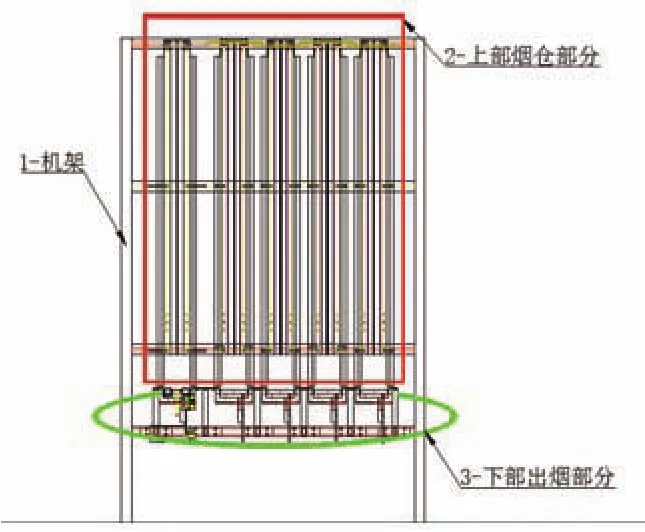
圖3:異型煙立式分揀機結構簡圖

圖4:煙倉調節方式示意圖
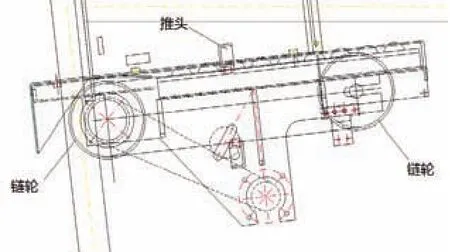
圖5:下部出煙部分出煙方式
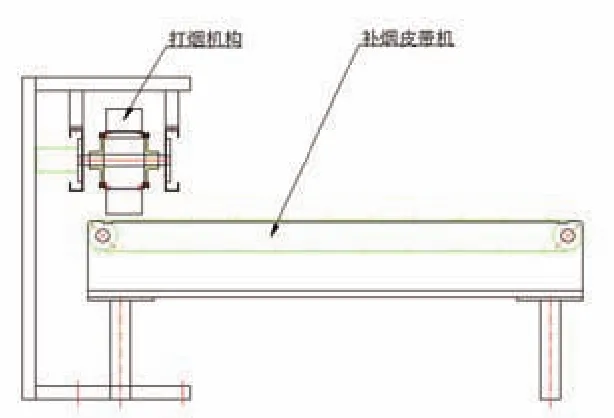
圖6:異型煙混合存儲分揀設備方案示意圖

圖7:異型煙混合存儲分揀設備試驗運行情況
2.異型煙分揀方面問題
直接手工揀選或者電子標簽分揀系統完成異型卷煙的分揀,其缺點在于:一是作業人員較多;二是作業人員從事簡單、枯燥、繁瑣的重復性勞動,作業中較難避免揀選條煙的數量及品牌與訂單不符,以致勞動量加大、生產率降低,影響后續工作。
一些煙草配送中心采用人工填煙、自動分揀、自動打碼、人工包裝的異型煙半自動分揀方式,但要想完全實現異型煙自動分揀,需為每天分揀的每一種品規單獨配置一個煙倉,即使是每天銷量非常小的卷煙,從而增加了煙倉數量以及分揀場地。同時,目前異型煙半自動分揀機煙倉調節不便,為了更好地適應異型煙的不同尺寸,煙倉應盡可能更加方便地調節。
3.異型煙分揀方面問題的解決方案
隨著各個煙草專賣公司異型卷煙銷量的逐漸增加,銷量占比以及品規銷量的逐漸增大,給異型煙分揀工作帶來巨大壓力。異型卷煙品規眾多,尺寸規格、包裝標準各異,訂單離散,傳統的人工分揀勞動強度大、差錯率高、現場混亂、分揀效率無法跟上銷量的增長。異型煙半自動分揀方式,是未來異型煙分揀的主要方式。
根據前述問題分析,半自動分揀目前存在兩方面問題:(1)煙倉調節的問題;(2)需要一種異型煙混合存儲分揀設備,將小銷量的卷煙混合存儲,統一分揀,以減少煙倉數量,節省分揀場地。
(1)煙倉調節問題的解決方案
對于煙倉調節問題,可采用如下結構解決方案。將異型煙立式分揀機設計成三部分,即①機架,②上部煙倉部分,③下部出煙部分,如圖3。其中上部煙倉部分和下部出煙部分,分別獨立固定于機架上,且兩部分互不相連但中心線處于同一直線。
上部煙倉部分的調節方式如下:采用左右旋螺桿的方式實現煙倉部分的調節,即螺桿左右兩側具有不同旋向的螺紋,當對螺桿進行旋轉時,左右兩邊的煙倉板會同時收縮和擴大相同的距離,從而在保持煙倉中心距不變的情況下簡單可靠的實現煙倉調節。如圖4。

圖8:卷煙靠邊輸送方案

圖9:靠邊輸送機試驗運行情況

圖10:組合直角坐標機械手
下部出煙部分的出煙方式采用鏈輪帶動打煙推頭的方式將異型煙推出至立式分揀機前端的傳輸皮帶上,如圖5。
(2)異型煙混合存儲分揀設備
異型煙混合存儲分揀設備包括一條補煙皮帶機和一套打煙機構,如圖6所示。補煙皮帶機皮帶上粘有導條,相鄰導條之間的中心距為136mm,導條將皮帶分成若干個煙格。對于卷煙寬度在130mm以內的卷煙放置于一個煙格中,卷煙寬度大于130mm的異型煙占用兩個煙格,(以西安煙草2014年異型煙分揀數據為例,進行品規銷量分析,西安煙草異型煙共76個品規,平均每天銷量不到10條的異型煙有34個品規,對此34個品規采用混合煙倉,混合煙倉異型煙平均日銷量為96條/天,寬度大于130mm的卷煙共5個品規,日平均銷量為4.8條,占全部混合煙倉卷煙日平均銷量的5%,其銷量在小品規銷量異型煙中仍占少數。)補煙皮帶機帶面放置異型煙的條數,由補煙皮帶機的長度決定。
如圖6所示,打煙機構懸掛于補煙皮帶機上方,操作人員根據訂單信息將異型煙按照順序放置補煙皮帶機的煙格中,根據信息系統提示,打煙機構將補煙皮帶機上的異型煙打出至前端主傳輸皮帶機上。
補煙皮帶機移動一個格的時間不高于500ms,打煙機構轉半圈(推出一條煙)的時間不高于400ms。圖7為異型煙混合存儲分揀設備試驗運行情況,試驗表明,該設備可以適用于異型煙的混合存儲和分揀,并且分揀出的異型煙具有很好的煙姿。
三、異型煙打碼情況分析
1.異型煙打碼的現狀
通常異型煙的打碼方式有三種,即上部打碼、側面打碼和底面打碼。
岳陽市煙草專賣局(公司)的研究人員在不對分揀設備進行改造的情況下,采用制作異型煙模具的方法,調整與噴碼頭的合適距離,物流配送中心分揀噴碼系統成功為異型煙打碼。中國煙草總公司重慶市公司物流分公司,設計了一種異型包裝卷煙打碼系統。此系統將油墨噴頭和噴碼傳感器固定在護欄的側壁,將煙放置在傳送帶靠近噴頭的一側上,當條煙從噴頭旁邊經過時,傳感器感應到卷煙的經過,控制電路驅動噴頭工作,實現對異型煙的自動打碼。在《特殊包裝卷煙打碼裝置》一文中,周金迎等設計了一種特殊包裝卷煙打碼裝置,用于特殊包裝卷煙的打碼,采用由下向上的打碼方式,解決特殊包裝卷煙尺寸多樣性的問題,可以對多種規格的特殊包裝的條煙進行穩定打碼。
2.異型煙打碼方面問題
由于異型卷煙的高度存在較大差異,上部打碼的方法不具備通用性,需隨時調整激光打碼頭與條煙表面間距,造成生產效率較低;而側面打碼亦具有局限性,如較薄條煙的打碼成功率受限;由于異型煙的長度存在較大差異,底部打碼對異型煙在傳輸帶上的位置有較高的要求,當位置控制不好容易造成較短的異型煙打碼失敗。
3.異型煙打碼方面問題解決方案
對三種打碼方式進行分析,底部打碼的方式更加適用于異型煙打碼,所有的異型煙在傳輸時底面均處于同一平面,不需要調節激光頭的高度來適應不同高度的異型煙,只需控制異型煙在傳輸帶上的位置即可。
因此,解決打碼準確性問題的關鍵在于控制異型煙在傳輸皮帶上的位置,若在異型煙分揀后,傳輸過程中的某一側邊均貼著皮帶一側,那么在最小長度異型煙的中心線位置,采用底部打碼的方式對異型煙進行打碼,即可保證每條異型煙均被準確打碼,從而解決打碼準確性問題。
采用底部打碼的打碼方式,解決打碼準確性問題的關鍵在于控制異型煙在傳輸皮帶上的位置,使得分揀后傳輸的過程中異型煙的某一側邊均貼著皮帶一側。
可采用如圖8所示的方式,實現異型煙靠邊輸送,使得靠邊皮帶機的水平分速度和傳輸皮帶機的速度相同,控制靠邊輸送機與傳輸皮帶機之間的角度,可以使異型煙在不發生轉動的情況下,只發生平移以改變其在皮帶機上的位置。
圖9中為上述方案的試驗運行情況,從試驗效果可以看出采用上述方案可以實現卷煙在垂直于運動方向上的水平移動,實驗中靠邊皮帶機與水平皮帶機之間的角度為14°,角度大時卷煙會發生跳動,實際應用中為達到更好的效果可縮小靠邊皮帶機與水平皮帶機之間的角度。
四、異型煙包裝情況分析
1.異型煙包裝的現狀
由于異型煙的尺寸相差較大,很難實現其自動包裝,目前基本在所有的煙草物流分揀中心,異型煙的包裝形式均采用手工包裝的形式,打碼后的異型煙由手工進行碼垛,之后裝入塑料袋中。裝車前再和標準卷煙進行合單。
2.異型煙包裝的問題
人工包裝效率受限,往往一條分揀線需要分成多個包裝口,造成場地的浪費。并且一般一個包裝口需要配置兩名包裝人員,作業人員較多。另外,作業人員從事簡單、枯燥、繁瑣的重復性勞動,難免造成卷煙數量和訂單不符的情況。
3.異型煙包裝問題的解決方案
異型煙不易自動包裝的原因在于異型煙尺寸相差較大,不便于異型煙的碼垛。若異型煙可實現自動碼垛,包裝機即可完成對異型煙的自動包裝。所以解決異型煙包裝問題關鍵在于解決異型煙碼垛問題。
在異型煙分揀線末端采用機械手對異型煙進行碼垛是解決異型煙碼垛的一種有效途徑,機械手可以從多條傳輸線上抓取卷煙,也是解決標準卷煙和異型煙在線合單問題的一種途徑。
異型煙在傳輸皮帶機上傳輸時的煙姿不可控,而碼垛時對卷煙的姿態有嚴格的要求。可以通過參考異型煙分揀方面的做法,靠邊輸送機將卷煙統一靠邊輸送,在傳輸末端加擋板來調整異型煙的位置和煙姿,從而方便機械手對異型煙的抓取。也可以為機械手配備視覺識別功能,視覺識別系統能夠在傳輸設備不停止運行的情況下識別傳輸線上異型煙上表面中心點的X、Y、Z坐標,以及異型煙在傳輸線上的旋轉角度。視覺系統獲得上述信息后將其傳輸給機械手,機械手即可獲得異型煙抓取點的坐標信息及旋轉角度信息。信息系統再將傳輸設備上異型煙的尺寸信息傳輸給機械手,機械手即可獲得卷煙碼放位置信息,從而成功實現對異型煙的抓取和碼放。
另外,由于異型煙存在不同的長度、寬度和高度,需要為碼垛機械手配備專門的異型煙碼放算法,使得機械手可根據異型煙的尺寸計算每層異型煙的碼放條數。
根據分揀線效率需求,末端機械手可以選擇并聯機器人(蜘蛛手),串聯機械手或者直角坐標機械手。圖10是試驗時所使用的組合直角坐標機械手,分揀前信息系統按照訂單內條煙尺寸進行排序,按照寬度、長度、高度排序,從而控制打煙順序,以便碼垛時較寬尺寸的煙盒擺放在底部。在計算碼垛坐標時,先計算最低層的的當前總寬度,再加上待碼煙盒的寬度,若這個寬度在碼煙寬度范圍內,則計算出碼煙坐標,否則進入上一層計算,直到計算出合適的坐標。通過上述的靠邊輸送機將異型煙統一靠邊輸送,在傳輸末端加擋板來調整異型煙的位置和煙姿,進而使用組合直角坐標機械手對異型煙進行抓取和碼放。圖11是試驗組合直角坐標機械手實際運行情況,試驗表明,采用上述算法可以成功將不同尺寸的異型煙進行碼垛。
五、結束語
筆者認為,從分揀、打碼和包裝三方面存在的問題著手,對各問題采取有效的解決方案能夠突破瓶頸、適應發展,成為提升異型煙分揀系統敏捷響應能力的關鍵環節。本文中提到的異型煙混合存儲分揀設備,能夠適應廣大卷煙物流分揀中心的迫切需求,且市場上目前沒有出現此類設備,異型煙混合存儲分揀設備的研制對我國煙草分揀行業異型煙分揀領域的發展具有重要意義。
作者單位為郵政科學研究規劃院

本刊重點關注的物流展會
猜你喜歡
機械管理開發(2022年1期)2022-03-24 06:46:28
防爆電機(2021年6期)2022-01-17 02:40:28
裝備制造技術(2020年9期)2021-01-26 00:15:12
山東煤炭科技(2020年8期)2020-09-02 04:03:36
機械管理開發(2020年12期)2020-04-12 15:12:48
河南建材(2017年4期)2017-08-16 02:53:20
山東工業技術(2015年5期)2015-07-26 07:20:21
同煤科技(2015年2期)2015-02-28 16:59:14
河南科技(2014年23期)2014-02-27 14:18:55
河南科技(2014年6期)2014-02-27 14:06:33
