真空自耗電弧爐熔滴控制研究
2017-09-20 04:57:55孫成仁吳曉強
科學家 2017年16期
孫成仁++吳曉強
摘 要 隨著熔煉工藝不斷進步,設備技術也越來越成熟,在特殊材料生產熔煉方面,產品性能一致性以及均勻性也有較好的提高。真空自耗電弧爐是利用弧光放電產生的電弧熱能熔煉金屬材料的先進設備。真空自耗爐熔滴控制,主要是通過弧長控制來實現,對熔滴控制的研究,不僅可以提高溶煉合金產品的質量,對于提高產品生產的重復性也有重要意義。
關鍵詞 熔滴控制;熔煉;弧長控制;合金
中圖分類號 TG4 文獻標識碼 A 文章編號 2095-6363(2017)16-0174-02
真空自耗電弧爐是利用弧光放電產生的電弧熱能熔煉金屬材料的先進設備。它是在真空狀態下將自耗電極接負極,坩堝接正極,通電時兩極間產生弧光放電產生5 000K(約4 700℃)高溫使材料熔化。熔煉時,液態金屬以熔滴的形式滴落到坩堝熔池形成鑄錠,熔煉金屬的過程是精煉的過程,起到提純作用,達到了凈化金屬,改善結晶結構;在電弧高溫加熱下的熔池受到電磁攪拌,促使易揮發雜質擴散速度加快,在熔池表面被真空去除掉,而合金的化學成份在充分攪拌后,可達到均勻分布,從而提高了產品性能。電弧的作用下,自耗電極的不斷熔化消耗,熔池不斷上升,熔融金屬被水冷坩堝逐漸冷凝。這種爐子主要用于鈦、鋯、鉬活潑金屬,以及特鐵金屬的熔鑄。
1 真空自耗電電弧爐工作原理
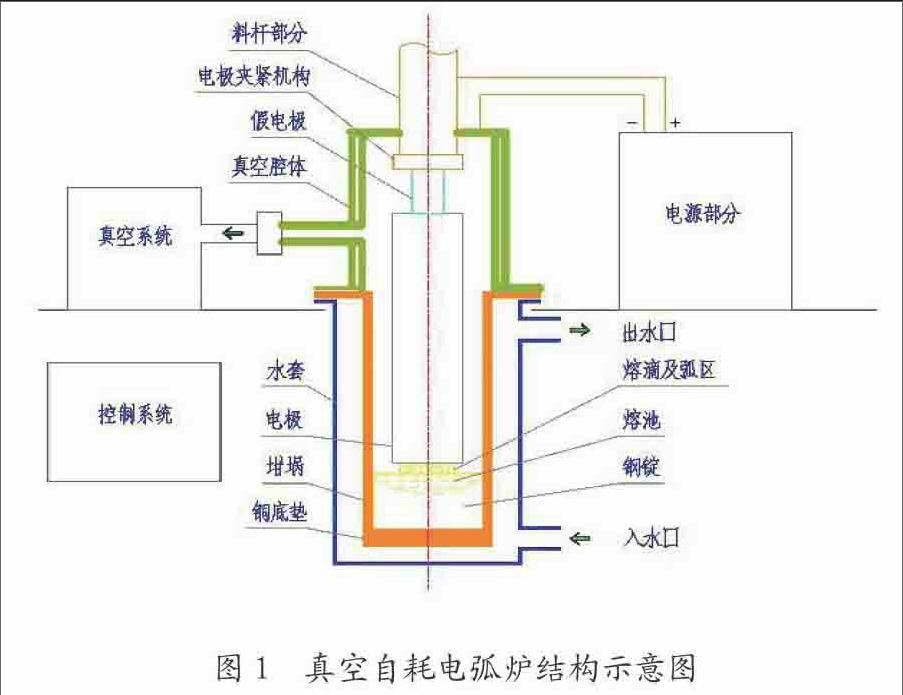
真空自耗電弧爐主要由爐體(融化站)、電極桿及其傳動系統、電極桿對中調節、觀察攝像裝置、爐體升降液壓系統、爐體框架(真空室、立柱導向聯接體)及其旋轉或熔煉室平移機構、坩堝及穩弧線圈、冷卻水套(下爐室)、真空系統、冷卻系統、壓縮空氣系統、直流整流電源、電氣控制系統,防爆墻等組成。其工作特點:爐體融化站相對坩堝提升和旋轉(或者爐體融化站提升和坩堝平移),電極裝入和鑄錠卸出均由吊裝工具完成。真空自耗電弧爐結構示意圖示見圖1。熔滴形成于電極下端部位,在熔滴滴落過程中,會有物理化學反應產生,在這個過程中,去除掉一部分氣體雜質。真空自耗電弧爐主要工藝特點是熔煉在水冷銅結晶器中進行,這樣的熔煉工藝相對于傳統的,可以有效防止熔煉金屬與耐火材料接觸導致對金屬沾污的弊端。另一方面,在對金屬熔煉時,因為在高度水冷狀態下,其熔煉的金屬液體在凝固結晶時,可以使其質地致密、無縮孔、組織均勻。真空自耗電弧爐熔煉是在直流大電流、低電壓的電弧作用下進行的,首先是結晶器與自耗電極下端或者熔池與自耗電極下端形成一個電弧等離子區,在這個區域,因為有非常高溫度產生,這樣就能使得自耗電極端部形成一個熔化區,而自耗電極中存在的氧化物、氮化物等非金屬夾雜物,在高溫真空的狀態下,因發生碳還原或離解而被去除,這也達到熔煉過程提純的目的。也正是因為真空自耗電弧爐工藝不僅對于熔煉金屬的氣體和非金屬夾雜物有很好去除作用,還對一些低熔點的有害雜質的排除作用,使得熔煉的金屬的力學性能、塑性以及加工性能、物理性能、力學性能等都有明顯的提升,尤其是保持金屬材料的一致性、可靠性、穩定性等具有重要的意義,也可以很好改善材料縱向和橫向性能的差異,提高熔煉產品
質量。
2 真空自耗電弧爐的電氣特性
真空自耗電弧爐在進行電氣設備設計時,為保證生產高質量錠子,就需要熔煉過程必須保持穩定的熔煉功率,基于此考慮,其供電電源采用恒流特性優異的直流電源,其電源主回路的參數高設定為:
1)空載時電壓為70V左右,在工作狀態時,電壓為20V~40V,保證穩定的恒流特性;
2)調節電流范圍設計為1:10;
3)充許工作電流過載10%,過載時間為1min;
4)如果整流回路中各整流臂有十分之一的硅元件損壞,不能正常工作時,電氣系統會發出相應的告警信號,但在額定電流仍能保持
運行。
3 真空自耗電弧爐特點
真空自耗電弧爐的容量一般在15t~200t之間。在生產過程中,加熱、合金調整、脫氣、渣處理等工藝都是在真空狀態下持續進行,通過采用蒸汽噴射真空泵與完全封閉式處理站相結合方法,滿足相關環保要求。真空自耗電弧爐特點具有以下特點。
1)真空自耗電弧爐在進行熔煉時,因為熔煉金屬在真空狀態下進行的,所以可以對氫、氮、氧等氣體進行有效的去除,脫氣效果非常好。
2)重熔時被熔煉材料不受污染,這主要因真空自耗電弧爐熔煉過程中,錠子和自耗電極之間不會產生熔渣及其他材料,保證了熔煉材料的純凈度。
3)保證錠子內部結構純潔。真空自耗電弧爐在熔煉作業時,如果被熔煉金屬中有非金屬夾雜物,其比重較輕,會懸浮于熔融金屬最上層,使得錠子內部結構不受到污染。
4)在真空狀態下,可以提高合金劑的添加大,因此,可以達到熔煉高級合金的效果,尤其是鈦合金的熔煉效果明顯。
5)不易產生偏析。這主要是因為錠子是在水冷銅坩鍋中進行冷卻,能夠達到快速冷卻降溫,這樣也保證了錠子內部結構均勻,因此不產生偏析。
6)提高了設備生產率和降低了生產成本。
4 真空自耗爐熔滴控制的實現
真空自耗爐主要是通過弧長控制來實現熔滴控制,因此,弧長控制對于熔煉產品良好的內部結構以及錠子表面質量具有重要的意義,先進的熔滴短路弧長控制可以使產品的生產具有很高的可重復性。而在熔煉過程中,不同的合金材料需要采取與之相對應的弧長,才能較好的實現對熔滴的
控制。
在鈦合金的熔煉生產中,無論使用何種熔煉方法,其根本的實現途徑仍是電-熱能量轉換,在這個轉換中,對于熔化率的控制也就是實現電功率的控制,也遵循P=I×U這一規律。在對所煉金屬錠子直徑、電極形狀、種類、牌號等參數進行確定后,熔化率也隨之確定。在熔煉過程中,熔化率與電流呈線性關系,其中弧電壓可調節的范圍很小,其變化也很少。但在實現生產過程中,我們也發現,為了保證熔化率的穩定,需要通過稱重系統的反饋,實現電流輸出的穩定控制。所以,真空自耗爐電源應具有以下endprint
特點:
1)在短暫而頻繁的短路發生時,能夠使受控的輸出電流保持基本恒定。
2) 電壓保持合理的低紋波狀態。
3)針對負載阻抗特性處于寬范圍的情況下,能夠輸出高穩定性和高精度的可控恒流,也可以說自耗爐電源是一個可調恒流源。
4)具備電弧重燃能力。由于自耗爐中電源具有可控恒流源的特性,所以,生產過程中工藝菜單可以實現分段對輸出電流設點。在熔煉生產過程,由于自耗爐陰極與陽極相對位置會不斷發生改變,需要采用對料桿升降的調節來確保弧長的穩定,繼而達到恒熔速控制。同時,為了實現錠子凝固受控,可以使熔池形狀和深度維持適當的范圍,進一步保證熔煉產品的高質量要求。
在早期對熔滴控制的研究上,是通過一個恒定的弧電壓的來保證一個恒定的弧長,繼而得到一個恒定的功率,達到保證熔速恒定的目的。這種技術方案,有其可取之處,在理想的狀況下,當熔化率、錠子幾何尺寸和電極幾何尺寸確定后,熔化率與料桿速率成正比。如果在保證弧長穩定時,在熔煉電流恒定狀態下,可以使弧電壓保持穩定。這樣,我們通過對熔化率的確定,然后再依據電極的熔化速度和錠子的增長速度,可以得出為了保證弧長穩定,需要求出錠子和電極間的間隙恒定值,通過此來控制料桿按一定運動速度動作就可以達到對熔滴控制目的。但是,也我們也應注意到另一種情況的出現,即電弧的波動,隨著電極長度的變化和時間的變化,電極電阻也會發生改變,還有就是電弧電壓測量精確度,弧壓對弧長的敏感度等,都會數值的計算造成一定影響。另一方面,電極、錠子尺寸、密度、結晶器形狀的不均勻與不準確等其他因素影響,在進行料桿基本速度的理論計算時,也需要用微調速度來
修正。
隨著真空自耗爐熔滴控制理論研究的不斷深入和實踐,發現鎳基高溫合金生產中,在固定弧長和固定壓力Co下,熔滴短路頻率和熔煉電流上升的2.54冪成正比。實踐也證明,弧長給定的情況下,其他合金的熔滴短路頻率和熔煉電流有類似的
關系。
5 結論
隨著熔煉工藝不斷進步,設備技術也越來越成熟,在特殊材料生產熔煉方面,產品性能一致性以及均勻性也有較好的提高。而社會對特殊材料性能需要,通過成熟的一次、二次熔煉多重工藝組合的方法也被廣泛應用,從而可以滿足材料高性能要求。在材料的熔煉生產中,通過機械特性的評估和疲勞強度等性能的測試,真空自耗爐在金屬熔煉生產中具有明顯的設備優勢。而隨著高性能材料越來越廣泛的應用,真空自耗爐也會具有更廣闊的發展前景,對真空自耗電弧爐熔滴控制方面的研究,可以更好為提高熔煉產品質量
服務。
參考文獻
[1]馬開道.稀有金屬真空熔鑄技術及其設備設計[M].北京:冶金工業出版社,2011.
[2]鄒武裝.鈦及鈦合金真空自耗熔煉過程中關鍵參數控制分析[J].鈦工業進展,2011(5):41-44.
[3]鄒偉,高頎.真空自耗電弧爐電控系統的改造設計與實現[J].自動化儀表,2010(4):37-40.
[4]寧皓妍,馬貴彪.真空自耗電弧爐及設計優化[J].真空,2016(2):45-48.
[5]王偉.真空自耗電弧爐熔滴控制原理與實現[C]//2016全國特種冶金技術學術會議論文集,2016.endprint