Grove45噸起重機檔位控制閥技術改造
2017-09-18 02:38:36魏忠強
中國設備工程 2017年17期
魏忠強
(秦皇島港務集團有限公司流動機械分公司機械六隊,河北 秦皇島 066000)
Grove45噸起重機檔位控制閥技術改造
魏忠強
(秦皇島港務集團有限公司流動機械分公司機械六隊,河北 秦皇島 066000)
我單位現有三臺Grove45噸起重機,使用年限已有11年之久,日均作業臺時數達8小時以上。近兩年來,由于車輛的老化,換擋電磁閥閥芯經常卡滯,導致車輛變速箱離合器打滑、離合器轂磨損、變速箱損壞(見圖1)。考慮到進口配件價格昂貴、供貨周期長,無法滿足生產用車的需求等弊端,我們采用了研磨、電鍍等方式對閥芯、閥體進行了技術改造。
檔位電磁閥;閥芯;閥體;研磨;電鍍
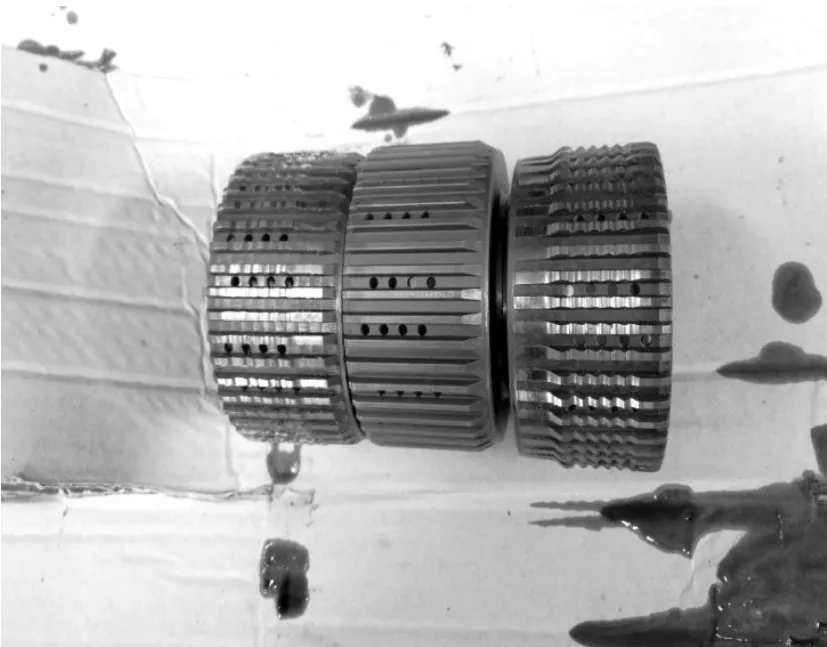
圖1 損壞的變速箱離合器轂
1 立項背景
檔位控制閥(見圖2)作為液壓閥的一種,在車輛換擋過程中起著至關重要的作用,檔位控制閥的好壞直接影響變速箱的工況,液壓閥使用時間過長,出現故障或失效是必然的。液壓閥長時間使用會發生磨損、氣蝕等現象,造成配合間隙增大、閥內泄及閥堵塞,進而導致液壓閥閥芯動作失常或卡緊。經過我們研究發現,失效的液壓閥經過局部修復即可恢復功能。在節省元件購置費用的同時,也能保證整個生產線的正常運行。
2 技術方案
2.1 零件選配維修
經過對檔位控制閥的拆解,發現閥芯、閥體磨損不均勻并且工作表面有劃傷,所以我們選擇滿足過盈量的一對閥芯、閥體,通過對閥體孔及閥芯的鉸削、磨削,達到合理的配合間隙、形狀精度后進行裝配。表1為常見液壓閥閥孔形狀精度和配合。

圖2 檔位控制閥總成示意圖
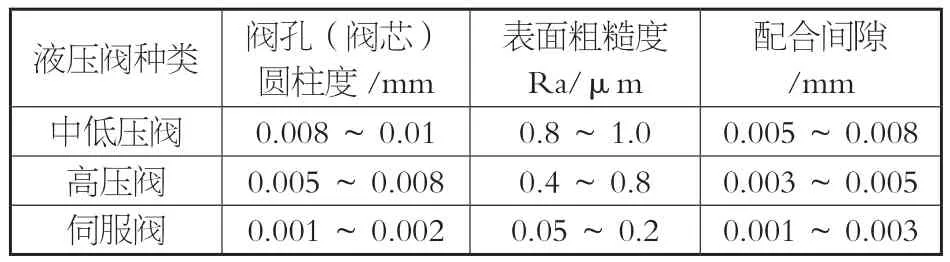
表1 液壓閥閥孔與閥芯形狀精度和配合間隙參考值
2.2 閥芯、閥體維修
通過我們對閥芯、閥體的表面粗糙度、強度、硬度等性能的分析,我們選取了粒度為180號的磨料進行研磨。
我們將一個和單向閥直徑一樣的鋼球作為研磨閥座的工具焊在金屬棒上(圖3)。
將涂料涂在工具鋼球上,放入閥體內對閥座進行研磨(如圖4所示),直到損傷被排除為止。當鋼球上的損傷不嚴重時,可以用涂上磨料的鹿皮布,以研磨的方法直接進行排除。當損傷較為嚴重時,則不能按照上述方法進行排除,需更采用形狀、尺寸一樣的新鋼球。單向閥座上銹蝕、劃傷比較嚴重時,如果單純的采用研磨方法,從修復效率和單向閥的密封性方面考慮都是不可取的。所以,目前普遍采用的壓制閥法很好的解決了傳統研磨方法的弊端,即根據鋼球的尺寸在閥座閥口處壓制成一圈與鋼球配合的圓弧面,使鋼球能夠緊密的接觸,以確保其密封性。當閥在工作中受到的撞擊力較小或工作頻次較低時,可采用單閥口壓制法(如圖4a所示)。當閥在工作中受到的撞擊力較大或工作頻次較高時,可采用雙閥口壓制法(如圖4b所示)。由于我們的Grove45噸起重機工作頻繁,所以在這里采用雙閥口壓制法進行壓制(見圖4b)。
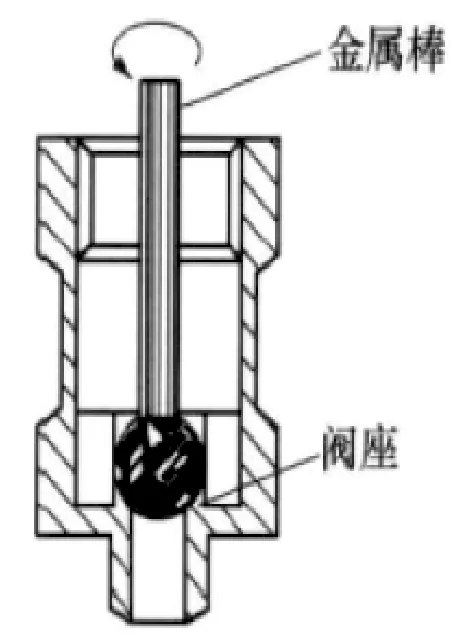
圖3 閥座的研磨
2.3 恢復尺寸修補維修法
目前,修補維修工藝種類繁多,但從液壓閥維修的角度上去選取,普遍采用的工藝方法是刷鍍或稱為電涂鍍。由于均勻磨損液壓閥的修補厚度小于0.12mm,所以采用刷鍍是可以滿足要求的,但對于修補后的液壓閥仍然需要后續加工。通過我們對液壓閥維修工藝的調研以及液壓閥的損傷程度,我們采用了化學復合電涂鍍。化學復合電涂鍍是使閥芯或閥孔表面產生具有多種化學成分的復合鍍層,鍍層與母體金屬牢固結合并具有較高的塑性、韌性、熱傳導性能、較低的熱膨脹系數、摩擦系數和較強的自修復能力。
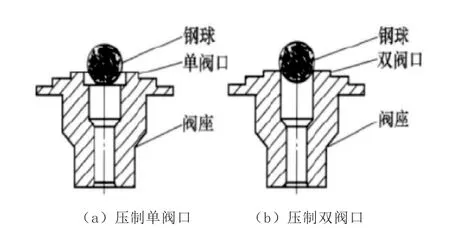
圖4 單閥口和雙閥口
3 應用情況
Grove45噸起重機的的檔位控制閥均采用上述方法進行了局部維修和尺寸修復,并將修復后的檔位控制閥安裝車上,至今車輛換擋平順,運行平穩,無任何異常現象。
TH21;TP273
A
1671-0711(2017)09(上)-0086-02
