N80Q 加厚油管粘扣原因分析
2017-09-18 02:38:36劉慶
中國設備工程 2017年17期
關鍵詞:分析
劉慶
(中石油煤層氣有限責任公司設備物資處,北京 100028)
N80Q 加厚油管粘扣原因分析
劉慶
(中石油煤層氣有限責任公司設備物資處,北京 100028)
對粘扣的φ73.02×5.51mm N80Q EU油管進行螺紋宏觀形貌分析、材料理化試驗、金相分析、微觀分析,并結合油管運輸、存放、上扣操作及受力狀況分析,得出油管粘扣原因。
N80Q EU油管;粘扣;分析;下油管
1 背景
煤層氣某公司DHJP5-5向2井在下油管過程中發生嚴重粘扣現象。油管規格為φ73.02×5.51mm N80Q EU,共發生粘扣24根,均無法上扣到位,存在二至四扣外露螺紋。現場反映,該批油管在使用過程中,發現油管第一次下井作業起出后油管粘扣數目多,且粘扣嚴重;若將未粘扣油管第二次下井作業起出后不易粘扣。為了查明粘扣原因,防止此類事故再次發生,現分析如下。
2 宏觀分析
2.1 來樣概況
來樣共四段,分別為粘扣油管外螺紋和接箍,井場庫存油管外螺紋和接箍,每段長度均為800mm。粘扣油管爐批號為655366 81 0039,井場庫存油管爐批號為655366 82 0098。距螺紋215mm處管體外壁存在一圈分布較密的鉗痕,且鉗痕較深,可推知該油管經過多次夾持上卸扣。
2.2 外螺紋損傷形貌
所送油管的外螺紋粘扣形貌如圖1所示。由圖可知,該外螺紋端部數第一至九扣螺紋發生了嚴重粘扣,第10扣未見上扣痕跡,因此推知外螺紋上扣到第九扣,上扣螺紋長度為33mm。
第一扣螺紋牙頂劃痕由螺紋導向側跨過牙頂到達螺紋承載側,形貌如圖2,該形貌正是螺紋錯扣的典型特征。在外螺紋鼻端牙痕與牙頂之間存在一條劃痕,該劃痕與牙痕并非平行。外螺紋端面存在碰撞痕跡。第十扣螺紋側面與牙頂未見上扣,但牙頂存在碰撞痕跡,且外螺紋粘扣區域未發現碰傷。

圖1 外螺紋粘扣形貌
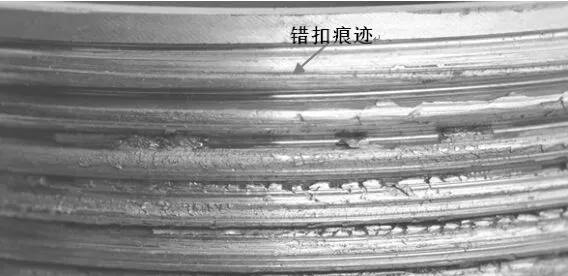
圖2 第一扣螺紋牙頂劃痕形貌
2.3 接箍損傷形貌及工廠端外螺紋形貌
粘扣油管接箍現場段外壁存在較多鉗印。將接箍剖開,接箍現場端顏色較亮,工廠端顏色較暗,這是由于現場端粘扣嚴重,螺紋表面的磷化層已被損壞,工廠端螺紋表面的磷化層完好,無粘扣現象,測量粘扣螺紋的長度為24mm。
接箍現場端前八扣螺紋已被劃傷,其余螺紋未發現劃傷,表明該接箍上扣到第八扣。前三扣牙頂已被磨平,第七扣和第八扣導向面中部存在明亮的劃痕,第八扣導向面劃痕銳直,表明該劃痕的造痕物尖銳。測量第八扣導向面劃痕至手緊嚙合平面的距離為24mm。
2.4 庫存油管螺紋形貌及螺紋檢驗
卸掉庫存油管外螺紋保護器,將外螺紋清洗干凈,外螺紋一側存在大面積碰撞痕跡,另一側螺紋完好。
對庫存油管接箍和外螺紋進行檢驗,結果如表1所示。由表可知,庫存油管的接箍和外螺紋各單項參數均符合API Spec 5B-2008要求。
3 理化檢驗
3.1 化學成分分析
分別在粘扣油管管體和接箍上取樣,用ARL-3460直讀光譜儀對其化學成分進行分析,結果顯示,管體和接箍的化學成分符合API Spec 5CT第九版要求。
3.2 力學性能試驗
依據API Spec 5CT第九版,分別在粘扣管體和接箍上取樣進行力學性能試驗。管體拉伸試驗采用縱向板狀試樣,標距內寬度為19mm,試驗溫度為室溫,試驗結果符合API Spec 5CT第九版對N80Q的要求。

表1 螺紋檢驗結果

表2 沖擊性能試驗結果

表4 鋼中非金屬夾雜評級及晶粒度
管體和接箍沖擊試驗均采用縱向夏比沖擊試樣,管體和接箍沖擊試樣尺寸分別為10×3.3×55mm和10×7.5×55mm,均沿壁厚方向開V型缺口,試驗溫度為0℃。試驗結果符合API Spec 5CT第九版對N80Q的要求(表2)。
管體和接箍硬度試驗結果見表3。由表可知,管體和接箍的硬度分布較為均勻。
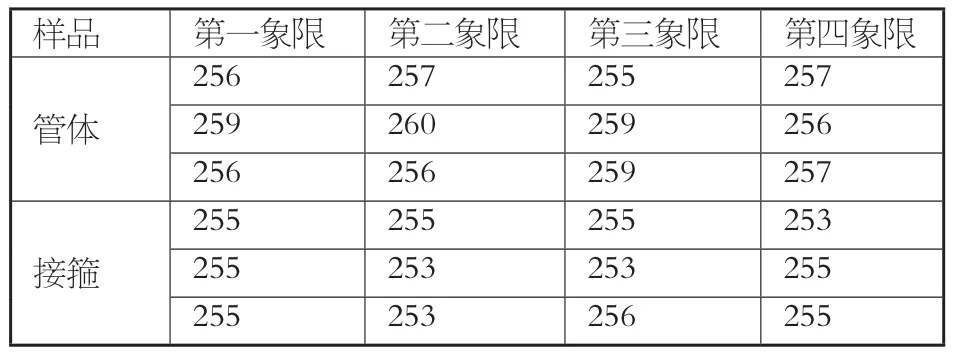
表3 硬度試驗結果(HRC)
4 金相分析
分別在管體和接箍上切取試樣進行金相分析,結果表明所送管體和接箍的金相組織正常,均為回火索氏體。非金屬夾雜物評級及晶粒度評級如表4所示。
5 微觀分析
在粘扣油管外螺紋上取樣,掃描電子顯微鏡下分析其損傷形貌,觀察發現外螺紋端面數第一扣牙頂存在劃痕,該劃痕由導向面越過牙頂到達承載面,這是典型的錯扣痕跡,說明開始上扣時外螺紋和接箍就未對正。外螺紋牙頂劃傷嚴重,而牙底無明顯嚙合痕跡,外螺紋第10扣螺紋牙頂存在碰撞痕跡。
6 分析及討論
DHJP5-5向2井在下油管過程中發生嚴重粘扣現象。理化分析表明,所送粘扣油管接箍和管體的理化性能符合API Spec 5CT第九版對N80Q的要求,金相組織正常。螺紋檢驗結果表明,井場庫存油管外螺紋和接箍螺紋的單項參數符合API Spec 5B-2008要求。根據宏觀分析和微觀分析可以得到以下幾點。
(1)所送外螺紋上扣到第九扣,上扣螺紋長度為33mm。由API Spec 5B-2008可知,外螺紋管端至手緊面長度L1=34mm>33mm,因此可知外螺紋上扣還未到手緊面。
(2)井場庫存油管外螺紋一側存在嚴重的碰撞痕跡,另一側完好,螺紋導向面和承載面均無上扣痕跡。由粘扣油管接箍第八扣導向面劃痕銳直,可知造痕物尖銳,即與接箍匹配的外螺紋上存在尖銳棱角,這些棱角正是外螺紋牙頂碰傷而產生的尖銳邊緣。
粘扣油管外螺紋第十扣螺紋側面與牙頂未見上扣痕跡,但牙頂存在碰撞痕跡,以及外螺紋端面存在碰撞痕跡,而粘扣螺紋區域并未發現碰傷,據此推知,外螺紋碰傷是在粘扣之前,即粘扣油管入井前外螺紋已碰傷。
(3)外螺紋第一扣螺紋牙頂存在由螺紋導向側跨過牙頂到達螺紋承載側的劃痕,這是典型的錯扣痕跡,說明開始上扣時外螺紋和接箍就未對正。外螺紋一側碰撞損傷嚴重,另一側完好,這樣的外螺紋旋入接箍內時,碰傷側牙頂難以嵌入接箍螺紋槽內,被卡在接箍螺紋牙側面的中部(接箍第八扣導向面中部尖銳劃痕就是證據),另一完好螺紋側可嵌入接箍螺紋槽內,必然導致對扣不正,引起錯扣。
外螺紋與接箍螺紋在上扣一開始就發生干涉,不能嚙合,是很難上扣到位的,這也是存在二至四扣外露扣的原因。正是由于不能上扣到位,現場加大扭矩多次擰緊,這也是距外螺紋215mm處管體存在一圈分布較密鉗痕的原因。
(4)接箍現場端和工廠端材料相同,螺紋參數加工質量相差不大。粘扣油管接箍剖開后發現工廠端磷化層完好,無粘扣現象;而現場端粘扣嚴重,磷化層已嚴重損傷,二者形成鮮明對比,兩端唯一的差別就是上扣操作環境不同,因此上扣操作環境是現場端粘扣的主要因素。
(5)粘扣油管接箍現場端端面存在較多鉗痕,表明現場端上扣時大鉗的夾持位置不對。根據接箍的結構,中部壁厚最大,其剛性也最大,抵抗變形的能力最強;接箍工廠端內部存在公扣的支撐,抵抗變形的能力也強。因此,背鉗應夾持接箍中部或中下部。
(6)根據使用方提供,油管第一次下井作業,起出后油管粘扣數量多,且粘扣嚴重;若將未粘扣油管第二次下井作業,起出后不易粘扣。其實這間接證明了螺紋的碰傷,油管第一次下井,那些碰傷嚴重的外螺紋必然引起粘扣,而那些未碰傷或碰傷不嚴重的油管在第一次下井未粘扣,再次下井時也是不容易發生粘扣的。
根據以上分析可以推知所送油管粘扣的主要原因是,油管入井前,外螺紋一側已嚴重碰傷,螺紋牙頂由圓弧形變為較寬的平面,平面牙頂兩側存在尖銳棱角,與接箍旋合過程中,牙頂難以嵌入接箍螺紋槽內,只能卡在螺紋牙側面的中部。另一側螺紋完好,外螺紋牙頂可嵌入接箍螺紋槽內,必然導致對扣不正,引起錯扣,再加上外螺紋碰傷側尖銳棱角的犁劃作用,導致油管粘扣。
另外,接箍的夾持位置不當也是粘扣的原因之一。
[1]楊力能,秦長毅,衛遵義等. API Spec 5B 套管、油管和管線管螺紋的加工、測量和檢驗規范[S].西安:石油工業標準化研究所,2008,10-12.
[2]王治國,張毅.API 圓螺紋油管接頭上扣與拉伸過程的有限元應力分析[J].試驗與研究,2001,30(3):20-25.
[3]方偉,徐婷,許曉鋒等.API Spec 5CT 套管和油管規范[S].西安:石油工業標準化研究所,2011,100-103.
[4]上官豐收,高華、曹峰、劉慶等.Q/SY1704-2014煤層氣用油管、套管技術條件.北京:中國石油天然氣集團公司,2014.10.
[5]袁光杰.API 圓螺紋接頭力學性能的數值仿真與試驗研究[D].上海:上海交通大學,2004.
TE931+.2
A
1671-0711(2017)09(上)-0073-03
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
