基于覆膜件除泡工藝的研究
2017-09-03 04:25:10吳振康
家用電器 2017年8期
關(guān)鍵詞:合格率
吳振康
(珠海格力電器股份有限公司 珠海 519070)
基于覆膜件除泡工藝的研究
吳振康
(珠海格力電器股份有限公司 珠海 519070)
為研究覆膜質(zhì)量的影響因素,得到最優(yōu)的覆膜件除泡工藝參數(shù),本研究通過在不同的溫度、壓力、曲面及除泡時(shí)間下對(duì)黏貼覆膜件的成品進(jìn)行除泡,探討在現(xiàn)有實(shí)驗(yàn)條件下的最佳覆膜工藝參數(shù)。研究表明:覆膜件除泡合格率隨溫度的升高、壓力的增大而提高,隨除泡時(shí)間的增加而提高,隨被粘貼表面曲率的增大而減少。協(xié)調(diào)匹配好上述幾個(gè)工藝條件,可得到最優(yōu)的除泡工藝參數(shù)。
覆膜;溫度;壓力;曲面
1 、前言
現(xiàn)今家電行業(yè)對(duì)于觸摸控制的應(yīng)用越來越廣泛,尤其是高端空調(diào)、電磁爐、微波爐等,逐漸取代了以往的機(jī)械式按鈕。究其原因,觸摸式控制除了更顯檔次外,也更符合現(xiàn)代人的操作習(xí)慣。而家電上的觸摸控制大多采用在注塑件外殼下黏貼導(dǎo)電薄膜的解決方案,而導(dǎo)電薄膜與注塑件間的氣泡會(huì)影響用戶觸摸操作的靈敏度,本研究就如何消除導(dǎo)電薄膜與注塑件間的氣泡而做進(jìn)一步探討[1]。
在覆膜工藝中,溫度、壓力、除泡時(shí)間、被粘貼表面的曲率是影響覆膜質(zhì)量的主要因素。溫度過高,超過注塑件的耐溫溫度而使注塑件發(fā)生形變,從而導(dǎo)致覆膜件與注塑件不匹配而出現(xiàn)局部粘貼不牢、易脫層;溫度過低,無法使光學(xué)膠軟化,從而無法將膜內(nèi)氣泡排出。在適當(dāng)?shù)母材囟燃皦毫η疤嵯拢墒垢材ぜ饬痢o氣泡、膠層流平、無折痕,粘貼效果良好。本文根據(jù)覆膜工藝條件的特點(diǎn),通過取不同的溫度、壓力、除泡時(shí)間及不同曲面條件下對(duì)黏貼覆膜件的成品進(jìn)行除泡,對(duì)其除泡合格率進(jìn)行比較,從而確定出一套現(xiàn)有實(shí)驗(yàn)條件下合適的覆膜件除泡工藝參數(shù)。
2 、實(shí)驗(yàn)部分
實(shí)驗(yàn)器材:導(dǎo)電薄膜、曲面注塑件、平面注塑件、卓耀ZY-QP8012全自動(dòng)脫泡機(jī)
2.1 制作實(shí)驗(yàn)樣品
將導(dǎo)電薄膜黏貼在曲面注塑件表面,粘貼后不能有大于5mm的氣泡殘留。
2.2 將貼完導(dǎo)電薄膜的樣件放在不同溫度下進(jìn)行除泡,統(tǒng)計(jì)其合格率:
將樣品分別放置在45℃、50℃、55℃、60℃溫度下去除泡(公差為±2℃),除泡氣壓為0.6mpa±0.05mpa,除泡時(shí)間為30min,除泡后統(tǒng)計(jì)其合格率如圖1。

圖1
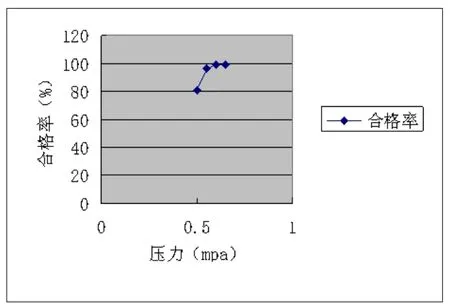
圖2

圖3

圖4

圖5
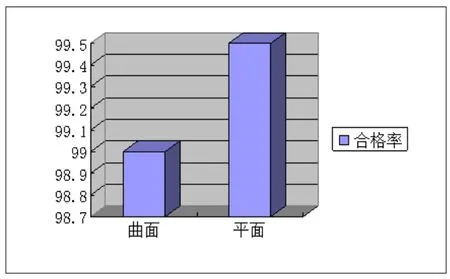
圖6
在55℃的條件下,覆膜合格率最高,達(dá)到99%。隨著溫度再次升高到60℃,導(dǎo)電薄膜兩邊已經(jīng)開始脫膠,導(dǎo)致不合格,這是由于導(dǎo)電薄膜所使用的光學(xué)膠在高溫作用下,其粘性已經(jīng)開始下降,導(dǎo)致出現(xiàn)脫膠。
2.3 將貼完導(dǎo)電薄膜的樣件放在不同壓力下進(jìn)行除泡,統(tǒng)計(jì)其合格率:
將樣品分別放置在0.5mpa、0.55mpa、0.6mpa、0.65mpa溫度下去除泡(公差為±0.05mpa),除泡溫度為55℃,除泡時(shí)間為30min,除泡后統(tǒng)計(jì)其合格率如圖2。
2.4 將貼完導(dǎo)電薄膜的樣件放在不同的時(shí)間條件下進(jìn)行除泡,統(tǒng)計(jì)其合格率:
將樣品分別按20min、25min、30min、40min時(shí)間條件進(jìn)行除泡,除泡溫度同為55±2℃,除泡壓力為0.6mpa±0.05mpa,除泡后統(tǒng)計(jì)其合格率如圖3。
2.5 采用不同曲面的注塑件黏貼導(dǎo)電薄膜并進(jìn)行除泡,統(tǒng)計(jì)其合格率:
通過采用不同曲率(圖4球面黏貼、圖5平面黏貼)的注塑件去覆膜,同在溫度(55±2℃)、壓力(0.6mpa±0.05mpa)、時(shí)間(30min)的情況下去統(tǒng)計(jì)其除泡合格率如圖6。
3 、實(shí)驗(yàn)結(jié)果與討論
3.1 溫度對(duì)覆膜件除泡合格率的影響
溫度越高,除泡合格率越高,但在球面黏貼的實(shí)驗(yàn)條件下,由于平面導(dǎo)電薄膜和球面的注塑件間存在匹配應(yīng)力,當(dāng)溫度達(dá)到60℃時(shí),光學(xué)膠的粘性開始下滑,從而導(dǎo)致平面導(dǎo)電薄膜出現(xiàn)脫膠的情況。實(shí)驗(yàn)得出合格率最高的除泡溫度是55℃。
3.2 壓力對(duì)覆膜件除泡合格率的影響
壓力越大,除泡合格率越高,但試驗(yàn)應(yīng)用的卓耀ZY-QP8012全自動(dòng)脫泡機(jī)最大壓力為0.8mpa,高壓危險(xiǎn)設(shè)備需預(yù)留20%余量,實(shí)驗(yàn)得出最適宜的脫泡壓力為0.6mpa±0.05mpa。
3.3 除泡時(shí)間對(duì)覆膜件除泡合格率的影響
除泡時(shí)間越長(zhǎng),除泡合格率越高。其中除泡30min(合格率99%)和除泡40min(合格率99.3%)的合格率接近,生產(chǎn)單位需根據(jù)生產(chǎn)節(jié)拍選擇合適的除泡時(shí)間,在生產(chǎn)節(jié)拍允許的條件下,選擇長(zhǎng)的除泡時(shí)間。
3.4 被黏貼對(duì)象曲面對(duì)除泡合格率的影響
曲面越大,除泡合格率越低。
4 、結(jié)論
溫度、壓力、除泡時(shí)間、被黏貼對(duì)象的曲率直接影響覆膜件的除泡合格率。
合格率隨溫度的升高、壓力的增大、除泡時(shí)間的增加而提高,且隨被黏貼對(duì)象的曲面增大而減少。只有合理地規(guī)范溫度、壓力、除泡時(shí)間和被黏貼對(duì)象的曲面,才能使覆膜件的氣泡數(shù)量和體積減到最小。粘貼質(zhì)量達(dá)到最佳[2,3]。
在本實(shí)驗(yàn)條件下,對(duì)于黏貼后氣泡面積不超過5mm直徑的覆膜件樣品,在卓耀ZYQP8012全自動(dòng)脫泡機(jī)上,得到相對(duì)合適的覆膜件除泡工藝參數(shù)適用范圍:溫度:55±2℃;壓力:0.6mpa±0.05mpa;除泡時(shí)間:30min至40min。除泡的最佳溫度為55℃,最佳壓力為0.65mpa,最佳速度為40min。
[1] 廖亞琴,李愿杰,黃添懋.透明導(dǎo)電薄膜現(xiàn)狀與發(fā)展趨勢(shì)[J].東方電氣評(píng)論,2014,28(1):13-18.
[2] 蒲勇,阮海波,劉碧桃.納米銀線柔性透明導(dǎo)電薄膜的制備與研究進(jìn)展[J].電子元件與材料,2016,35(11):54-60.
[3] 趙文秀,周奕華,錢俊.基于印刷電子的透明導(dǎo)電薄膜研究進(jìn)展[J].影像科學(xué)與光化學(xué),2015,33(3):251-263.
Study on the pasting process of laminating
WU Zhen Kang
(Gree electric appliances of Zhuhai, Zhuhai, 519070)
In order to stdudy the influent factors on the quality of laminating, and to obtain the optimal parameters of laminating, this research start at removing bubble of finished product by laminating in different temperature, pressure,surface curvature and duration of removing bubble, to obtain the optimal parameters of laminating under recent experimental conditions. Research shows removing bubble qualified coefficient of laminating finished product go up if the temperature goes up,or pressure increases,or increases the duration of removing bubble,or surface curvature of object pasted reduces. Coordinating an matching these above process conditions can get the optimal parameters of laminating.
laminating;temperature;pressure;curvature
猜你喜歡
中國(guó)化肥信息(2022年4期)2023-01-02 15:41:59
今日農(nóng)業(yè)(2021年4期)2021-11-27 08:41:35
今日農(nóng)業(yè)(2021年1期)2021-11-26 07:00:56
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:24
電子制作(2018年12期)2018-08-01 00:47:52
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年6期)2016-05-17 05:36:13
通信電源技術(shù)(2016年3期)2016-03-26 07:13:40
中國(guó)衛(wèi)生質(zhì)量管理(2015年2期)2015-12-01 05:43:57
中國(guó)衛(wèi)生質(zhì)量管理(2015年1期)2015-12-01 05:43:29