在線監(jiān)測系統(tǒng)在大型輥磨中的應用
2017-08-16 13:18:00馬會來趙劍波陳智峰李靜秦景平
水泥技術 2017年4期
馬會來,趙劍波,陳智峰,李靜,秦景平
在線監(jiān)測系統(tǒng)在大型輥磨中的應用
馬會來,趙劍波,陳智峰,李靜,秦景平

本文詳細介紹了在線監(jiān)測系統(tǒng)應用的國內外背景及開發(fā)過程,論述了TRMTRM型輥磨配備的在線監(jiān)測系統(tǒng)的技術特點,并簡單介紹了在線監(jiān)測系統(tǒng)在TRMTRM型輥磨中的工作原理,通過對廣西防城港源盛有限公司大型輥磨在線監(jiān)測系統(tǒng)使用情況的介紹,分析并闡述了在線監(jiān)測系統(tǒng)在實際工況下的使用效果。
輥磨;在線監(jiān)測
1 概述
狀態(tài)監(jiān)測技術是指對設備(部件、零件)的某些特征參數(shù)(如轉速、振動值等)進行測試,并根據(jù)所得測定值與規(guī)定的正常值來作比較以判斷設備的工作狀態(tài)是正常或異常(存在故障)。設備故障診斷技術則不僅要對機器設備的狀態(tài)是否正常作出判斷,更重要的是對機器故障的原因、部位及嚴重程度作出估計。
我國的在線監(jiān)測與故障診斷技術起源于上世紀七十年代末,那時技術全部來源于國外。自1984年起,石化企業(yè)逐步建立起狀態(tài)檢測機構,配置人員,購置儀器,培訓學習,相互交流,全面開展了狀態(tài)檢測與故障診斷工作,發(fā)展較為迅速。本世紀以來,在鋼鐵、煉鋁、水力發(fā)電、風力發(fā)電等行業(yè)逐步得到應用。上世紀九十年代末以來,企業(yè)充分利用互聯(lián)網(wǎng)技術,進行遠程診斷,所監(jiān)測的參數(shù)不再局限于振動、轉速,進一步擴展到流量、壓力、溫度等工藝過程量,對設備運行的狀態(tài)把握的更加全面、準確,實現(xiàn)了真正意義上的專家遠程診斷,做到了資源共享并節(jié)省了投資。
水泥輥磨系統(tǒng)比較復雜,而磨機關鍵部位的軸承故障率比較高,一直以來受到水泥業(yè)內人士的廣泛關注。磨機的軸承故障非常隱蔽,比如安裝不對中,油質不純凈,密封效果不好等。這些故障將嚴重影響磨機系統(tǒng)運行的穩(wěn)定性,可能導致整條水泥生產線癱瘓。
由于磨內工況環(huán)境惡劣,而磨機內部軸承的安裝位置基本都是位于磨機內的磨輥、選粉機主軸內,不同于其他領域的齒輪箱和電機監(jiān)控,即使一些國外先進的輥磨制造商也只是對輥磨主減速機進行監(jiān)測,而對于磨內關鍵部位的監(jiān)控卻鮮有涉及。
2014年,中材(天津)粉體技術裝備有限公司對廣西防城港源盛礦粉生產線TRMS60.3大型礦渣輥磨內部磨輥及選粉機軸承進行了在線監(jiān)測的大膽嘗試,并于2014年10月成功完成現(xiàn)場調試。
2 大型輥磨在線監(jiān)測系統(tǒng)的工作原理及技術特點
在2014年10月投產的廣西防城港二線120萬噸礦粉生產線項目中,中材(天津)粉體技術裝備有限公司開發(fā)的TRMS60.3礦渣輥磨成為國內乃至整個輥磨粉磨領域第一臺配備輥磨磨內在線監(jiān)測系統(tǒng)的大型磨機,磨機本體內部的磨輥軸承、選粉機主軸軸承配備了FAG公司的在線監(jiān)測系統(tǒng),實現(xiàn)了惡劣工況環(huán)境下對輥磨磨內關鍵部位的實時在線監(jiān)控,下面就針對該現(xiàn)場的在線監(jiān)測系統(tǒng)進行簡單的介紹。

圖1 輥磨在線監(jiān)測系統(tǒng)工作原理示意圖
2.1 輥磨在線監(jiān)測系統(tǒng)的工作原理(圖1)
圖1為輥磨在線監(jiān)測系統(tǒng)的工作原理示意圖。該監(jiān)測系統(tǒng)裝備了FAG公司Procheck數(shù)據(jù)采集模塊,測點振動傳感器亦采用了FAG公司的ICP加速度傳感器,主要監(jiān)控輥磨磨輥內部軸承以及選粉機軸系當中的軸承。傳感器將目標測點的振動信號傳輸至現(xiàn)場輥磨機旁的數(shù)據(jù)采集單元模塊(Procheck),再通過局域網(wǎng)將數(shù)據(jù)傳輸?shù)浆F(xiàn)場中控室服務器,服務器上安裝了用于數(shù)據(jù)分析的軟件。該分析軟件首先對被監(jiān)測設備進行基線測量來設置報警界限,然后在連續(xù)監(jiān)測的過程中,給出重要部件的特征值、頻譜圖、趨勢圖,并實時檢查各個特征值是否超出報警界限,不斷地將測得的數(shù)據(jù)通過互聯(lián)網(wǎng)發(fā)送至工作站以及中控室的計算機中。若設備出現(xiàn)超限報警,數(shù)據(jù)會立即被遠程發(fā)送到控制中心,以便對報警數(shù)據(jù)進行深入的分析,并提供分析報告、維護決策和措施供客戶參考,保障被監(jiān)測設備不出現(xiàn)非計劃停機等故障,降低客戶的維護成本。圖2為軟件數(shù)據(jù)分析流程。
2.2 輥磨在線監(jiān)測系統(tǒng)的技術特點
眾所周知,磨內監(jiān)測的最大難度在于磨內惡劣的工作環(huán)境。與主減速機的監(jiān)控不同,主減速機在線監(jiān)測系統(tǒng)可直接將內部傳感器線纜引到外部,而磨機內部尤其是磨輥內部線纜是不能直接從磨內引到磨外的,磨內惡劣的環(huán)境會在極短時間內損壞傳輸線纜,這也是磨內監(jiān)測的難點所在。中材(天津)粉體技術裝備有限公司在開發(fā)TRMS60.3大型輥磨的過程中,針對這一問題展開研究,最后巧妙利用了磨輥原有的結構特點成功解決了該難題。
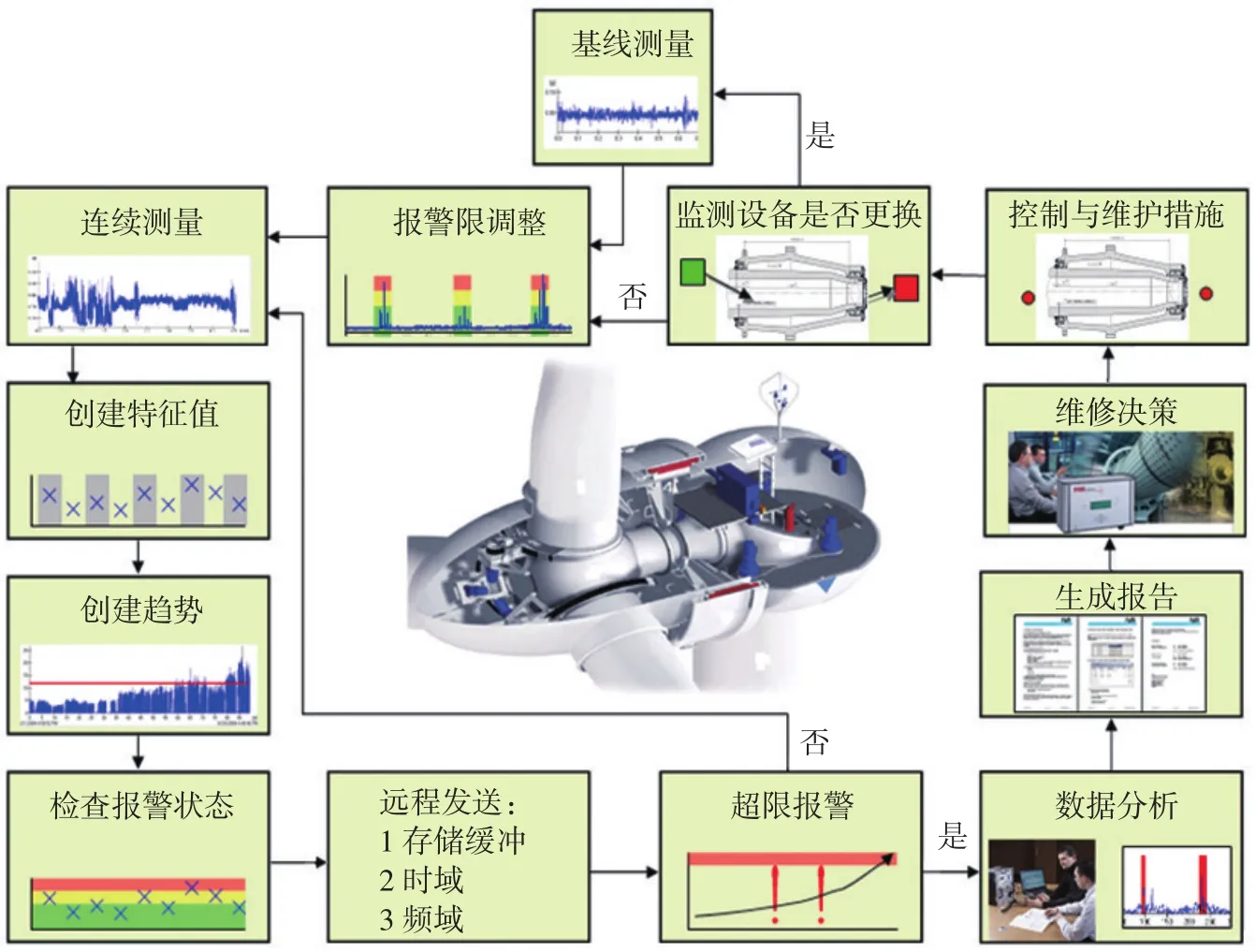
圖2 數(shù)據(jù)分析流程示意圖
在對磨輥內部傳感器的結構設計中,采用輥軸端部安裝一個振動加速度傳感器同時監(jiān)測兩個磨輥軸承的監(jiān)測方式,利用不同型號軸承故障頻率不同的特點,實現(xiàn)在同一傳感器監(jiān)測下的信號識別和分析判斷。
利用磨輥輥軸上的透氣孔連通外界的結構特點,將傳感器線纜通過透氣孔傳送到磨外,避免了線纜與磨內惡劣工況的直接接觸。
在磨輥軸的軸端擋板處安裝振動加速度傳感器,用于監(jiān)測軸承位置的振動信號,傳感器電纜則通過輥軸透氣孔穿出。
線纜的出口為輥軸透氣孔的末端,該部位一般設計為向上的透氣帽,一方面可以連通外界大氣,一方面也可防止磨輥內部油液外溢,所以在該部位的設計上采用三通連接的結構,在線纜穿出處加裝錐套密封結構,在保證線纜順利穿出的同時也防止油液的外溢,如圖3所示。
3 大型輥磨監(jiān)測系統(tǒng)使用情況
該輥磨監(jiān)測系統(tǒng)于2014年10月在廣西防城港二線TRMS60.3礦渣輥磨項目上進行了現(xiàn)場調試,并實現(xiàn)了與FAG上海總部的數(shù)據(jù)對接,實現(xiàn)了同步監(jiān)測,并于2015年下半年實現(xiàn)了與中材(天津)粉體技術裝備有限公司的數(shù)據(jù)對接,從而實現(xiàn)了現(xiàn)場-粉體公司-FAG三方的實時數(shù)據(jù)共享,目前該系統(tǒng)運行穩(wěn)定,數(shù)據(jù)傳輸良好。
該系統(tǒng)運行至今已經(jīng)成功監(jiān)測到多次設備異常情況,及時提醒現(xiàn)場人員關注設備運行的狀況,通過對監(jiān)測信號的分析,及時對現(xiàn)場進行整改,達到了非常好的效果。
下面就該廠兩次設備整改前的在線監(jiān)測系統(tǒng)的異常信號分析進行介紹。
3.12015 年11月對3號磨輥振動趨勢異常的處理通過Procheck分析軟件對2015年11月10日至13日設備運行的監(jiān)測發(fā)現(xiàn),磨輥1和磨輥2的軸承振動沒有明顯的變化,一直在100mg和200mg之間變化;磨輥3的軸承振動從11月10日到11月12
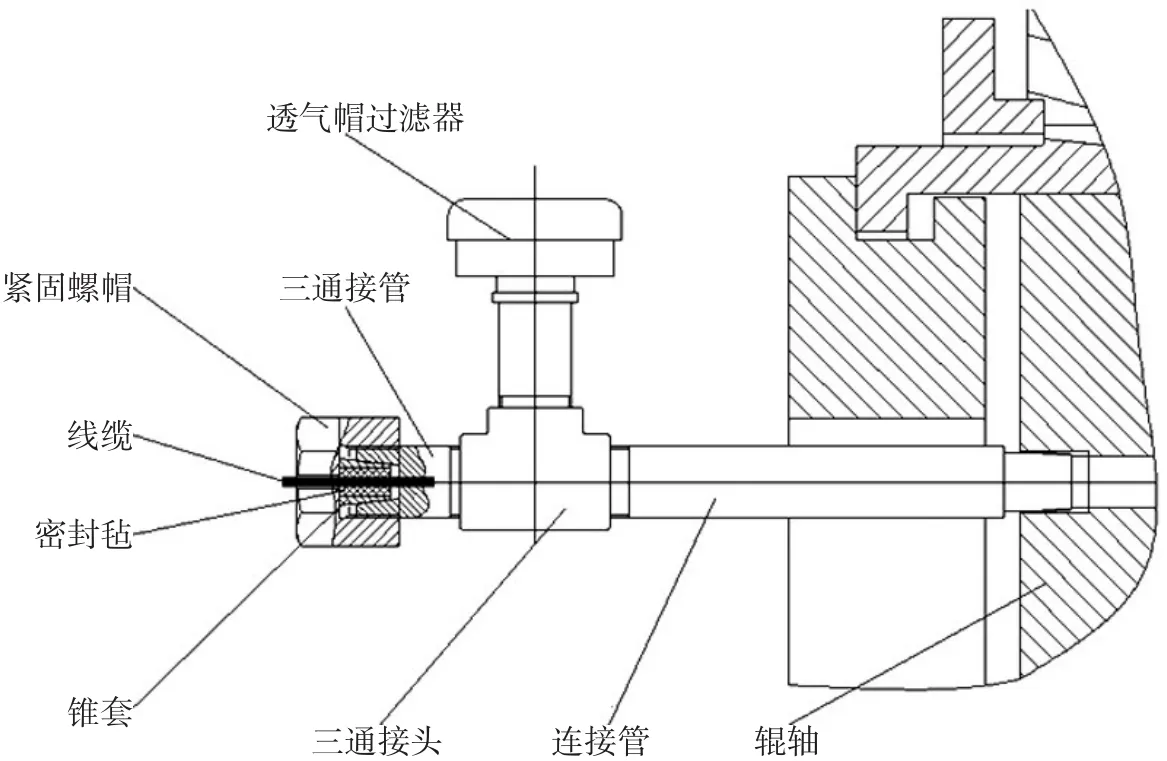
圖3 線纜穿出部位結構形式示意圖
日振動幅值在200mg左右,沒有明顯的變化,振動較為平穩(wěn),然而磨輥3在11月13日9時左右振動突然增大,振動從200mg左右增加到450mg,振動增大一倍多,該振動水平接近報警限500mg,如圖4所示。
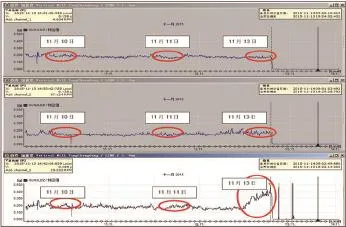
圖4 2015年11月10日~13日三個磨輥振動趨勢對比(從上至下依次為1號~3號)
通過振動包絡頻譜對磨輥3進行了進一步分析,如圖5所示,可以看出:
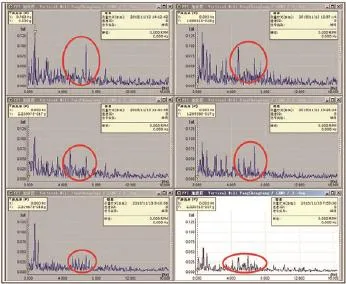
圖5 磨輥3的軸承在11月13日從7:55到14:12的包絡頻譜
(1)9:00左右,該故障頻率振動峰值<50mg,振動較小。
(2)10:26,該故障頻率振動峰值增加到75mg左右,振動突然增大。
(3)11:57,故障頻率振動峰值繼續(xù)增大,接近100mg。
(4)至14:12,故障頻率振動峰值>100mg。
軸承故障頻率短時間內振動峰值增大一倍左右,可能已經(jīng)造成軸承早期損傷。
針對這一現(xiàn)象,現(xiàn)場判斷可能由于潤滑不良導致,隨后進行了停機檢修,再次開機異常振動消失。3.22016年4~5月振動趨勢上升問題的處理
2016年4月下旬至5月中旬振動曲線再次發(fā)生向上的波動趨勢,在4月的時候表現(xiàn)得不太明顯,但在5月上旬對波形圖進行監(jiān)測觀察發(fā)現(xiàn),其振幅明顯增大(如圖6所示),隨即通知現(xiàn)場注意磨輥配套相關設備的運行狀況;在5月中旬,現(xiàn)場反饋回油溫度明顯升高,且不穩(wěn)定,最高溫度升至85℃,隨即停機進行整改。
本次振動趨勢較2015年11月的異常情況有所不同,本次體現(xiàn)出來的是三個輥振動曲線同時呈上升趨勢,且伴隨回油溫度的普遍升高。
通過對潤滑系統(tǒng)等設備的一些改造,再次開機時其回油溫度有了顯著的下降,穩(wěn)定在72℃左右,磨輥振動趨勢曲線也明顯下降,目前該磨機運行穩(wěn)定,狀態(tài)監(jiān)測未見異常。圖7為改造前后的振動趨勢對比。
3.3 數(shù)據(jù)傳輸模式的改進

圖6 2016年上半年磨輥振動趨勢
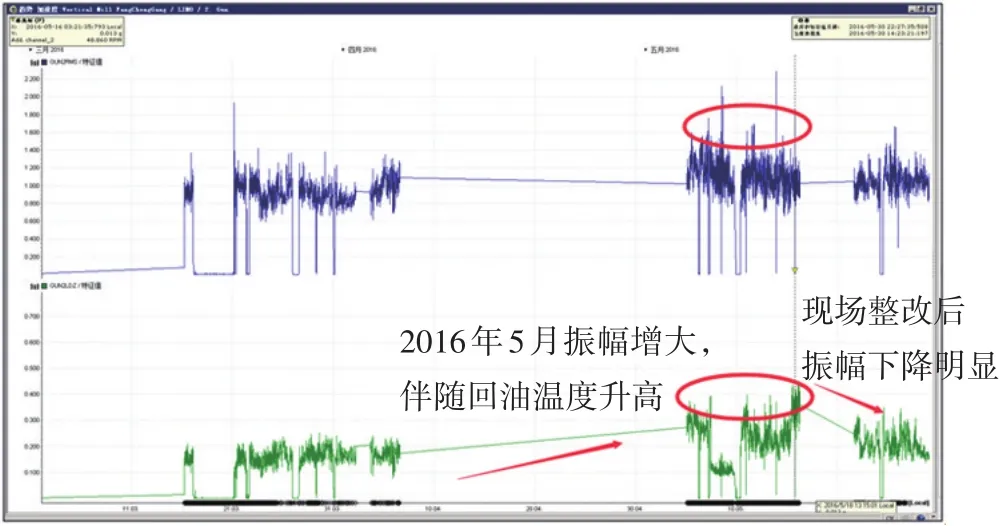
圖7 潤滑系統(tǒng)整改前后振動趨勢對比
該監(jiān)測系統(tǒng)在使用初期采用的是雙向數(shù)據(jù)互聯(lián)技術,即以現(xiàn)場中控為基礎,實時向郵件服務器發(fā)送數(shù)據(jù),與此同時,F(xiàn)AG方面從該郵件服務器實時下載數(shù)據(jù),實現(xiàn)雙向數(shù)據(jù)的互聯(lián)。
通過與FAG技術人員的共同協(xié)商,目前該監(jiān)測系統(tǒng)已經(jīng)成功安裝在天津水泥院有限公司的機架式服務器上,數(shù)據(jù)接收處理順暢,運行正常,形成了防城港、FAG和天津院三地數(shù)據(jù)互聯(lián)的實時監(jiān)測網(wǎng),更加有力保證了現(xiàn)場設備運行的安全。圖8為天津院本地服務器成功接收數(shù)據(jù)界面。
圖8 服務器成功接收數(shù)據(jù)
4 結語
廣西防城港120萬噸礦粉線配備的輥磨在線監(jiān)測系統(tǒng)是目前在輥磨領域唯一一套將在線監(jiān)測技術應用于磨機內部關鍵軸承位進行監(jiān)測的在線監(jiān)測及故障診斷系統(tǒng),在投入使用的近兩年的時間,成功預判了多次設備故障,工作人員通過分析監(jiān)測系統(tǒng)的振動曲線,推斷故障產生的原因,從而進行一系列有針對性的整改,將設備故障率降到最低,大大提高了設備運轉率,為企業(yè)節(jié)約了大量了的經(jīng)濟成本和時間成本。
[1]盧碧紅,曲寶章,周定嶸.齒輪箱故障診斷技術及其發(fā)展[J].大連鐵道學院學報,1998,(3).
[2]陳克興,李川奇.設備狀態(tài)監(jiān)視與故障診斷技術[M].北京:科技文獻出版社,2003.
[3]盛兆順,尹琦嶺.設備狀態(tài)監(jiān)測與故障診斷技術及應用[M].北京:化學工業(yè)出版社,2003.■
Application of On-line Monitoring System in Large Roller Mill
MA Huilai,ZHAO Jianbo,CHEN Zhifeng,LI Jing,QIN Jingping
(Sinoma Technology and Equipment Group Co.,Ltd.,Tianjin 300400,China)
This paper introduced in details the domestic and international background and development process of online monitoring system application,discussed the technical characteristics of TRM type roller mill equipped with on-line monitoring system,and introduced the work principle of the on-line monitoring system in TRM type roller mill.Through the introduction of the application in the large roller mill of Guangxi Fang Cheng Gang Yuan Sheng Co.Ltd.,the effect of online monitoring system in the actual operation was analyzed.
roller mill;on-line monitoring
TQTQ172172..632632..5 5
AA
10011001--61716171(20172017)0404--00260026--0505
中材裝備集團有限公司,天津300400;
2016-10-28;編輯:呂光
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
中國特種設備安全(2022年6期)2022-09-20 02:52:28
天天愛科學(2020年6期)2020-09-10 07:22:44
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
數(shù)學物理學報(2017年6期)2018-01-22 02:26:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業(yè)設計(2016年12期)2016-04-16 02:52:00
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
