動車組輪對壓裝過程中邊緣效應的危害及措施
2017-07-31 16:24:53魏延剛管恩明宋亞昕
大連交通大學學報 2017年4期
魏延剛, 管恩明,宋亞昕
(1.大連交通大學 機械工程學院,遼寧 大連 116028;2.大同電力機車有限責任公司,山西 大同 037038)
動車組輪對壓裝過程中邊緣效應的危害及措施
魏延剛1, 管恩明1,宋亞昕2
(1.大連交通大學 機械工程學院,遼寧 大連 116028;2.大同電力機車有限責任公司,山西 大同 037038)
應用有限元方法對CRH3型動車組非修形輪對和修形輪對的壓裝過程進行了仿真分析,結果表明非修形輪在壓裝過程至始至終都存在邊緣效應,邊緣效應使壓裝過程中的邊界應力大大超過了輪對的屈服極限,因此,邊緣效應是輪對壓裝過程中引起輪軸之間的擦傷,甚至拉傷的原因之一;對輪對接觸表面進行對數修形可有效地避免或大大降低壓裝過程的邊緣效應,從而可大大減少拉傷的可能性;合理的修形量在避免邊緣效應的同時,可保證壓裝力符合鐵標的要求.
輪對壓裝;邊緣效應;對數修形;有限元方法
0 引言
機車車輛輪對作為機車走行部至關重要的零件,幾乎承受機車車輛的全部載荷.所以,機車車輛輪對壓裝的質量的好壞與否將對鐵路運輸安全有著重要而且深遠的影響.本文以CRH3型動車組輪對為例進行研究.車輪的壓裝工藝是采用冷壓裝,由于輪對壓裝過程是一個過盈聯接,壓裝的過程會發生復雜的變化,并且受到諸多因素的影響,其中主要包括過盈量、摩擦系數、壓入速度、車輪錐度和車軸錐度、輪軸接觸表面的加工誤差等參數會對機車車輛輪對的壓裝質量和使用壽命產生相當大的影響[1-6].張劍等[1]在2002年對過盈量、摩擦系數、壓入速度和公差對壓裝壓力曲線、最終壓裝壓力以及輪毅孔、輪座之間的結合應力的影響進行了研究;梁紅琴,等[2]在11年后的2013年對過盈量、摩擦系數、壓入速度的影響進行了類似的研究;李曉艷,等[3]在2013年對過盈量、摩擦系數、壓入速度、車輪錐度和車軸錐度的影響進行了研究.張金煜等[4]于2014年對高速動車組輪對壓裝過程進行了仿真與分析,并將有限元方法仿真結果和實驗結果進行了對比,對不同壓裝階段下的車輪變形,車輪輪轂孔、輪輻和輪輞的變形幾何特征進行了研究.魏延剛,等人[5]利用有限元方法對機車輪對的壓裝過程進行了彈性和彈塑性有限元模擬,結果表明彈塑性模擬比彈性模擬更加真實,能夠比較準確地計算出輪對的塑性變形.雖然,近10多年來國內不少學者對機車車輛輪對的壓裝過程進行了多方面的研究,然而,對于過盈聯接中不可避免的邊緣效應[6]對機車車輛輪對的壓裝過程的影響還缺乏相應的研究.本文應用有限元方法對機車車輛輪對壓裝過程中不可避免的邊緣效應現象進行仿真研究,并針對其危害,提出用輪對修形的方法來避免或降低其危害,用有限元方法驗證輪對修形的有效性,為提高輪對壓裝質量提供參考與指導.
1 輪對壓裝過程的有限元模型及仿真分析
1.1 有限元模型及分析的主要內容
本文以CRH3型動車組輪對為例進行研究,車輪和車軸的基本尺寸:輪轂孔直徑185 mm、輪轂寬度178 mm、車軸輪座長度205 mm、車軸空心部位直徑30 mm.車軸和車輪材料的彈性模量210GPa,泊松比0.3;車軸材料的屈服極限685MPa,強度極限885 MPa;車輪材料的屈服極限540 MPa,強度極限860 MPa.
根據機車車輛輪對承載特點,應用力學知識,在分析輪對壓裝過程時,主要分析和計算的是車軸和車輪的等效應力和總壓裝力.由于機車輪對壓裝模型是軸對稱模型,本文使用輪對壓裝模型的二分之一進行仿真,這樣可以在保證分析精度的同時可大大降低建立有限元模型時的工作量,節省運算時間,提高運算效率.
為了在保證分析精度的同時節省運算時間,提高運算效率.對接觸區域附近部分網格細化,在可能出現高應力的區域細化網格.輪對裝壓裝前的有限元網格劃分情況見圖1.按照輪對壓裝過程的實際條件,定義車軸固定不動,對車輪施加位移,位移的大小為193 mm.

圖1 有限元網格模型
1.2 非修輪對壓裝有限元分析的主要結果
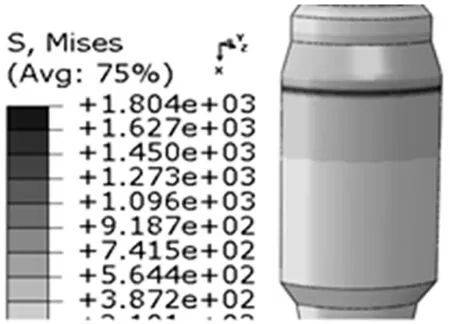
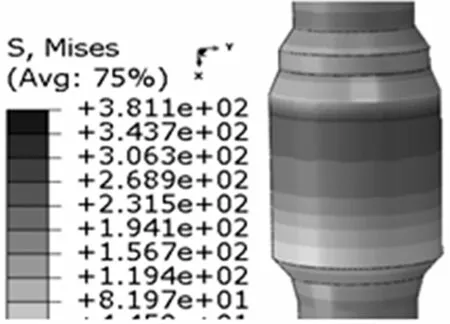
非修形輪對正常壓裝情況下,摩擦系數選取為0.2,過盈量選取為0.2 mm時,輪對壓裝過程中三個位置的車輪和車軸等效應力云圖如圖2、3所示.
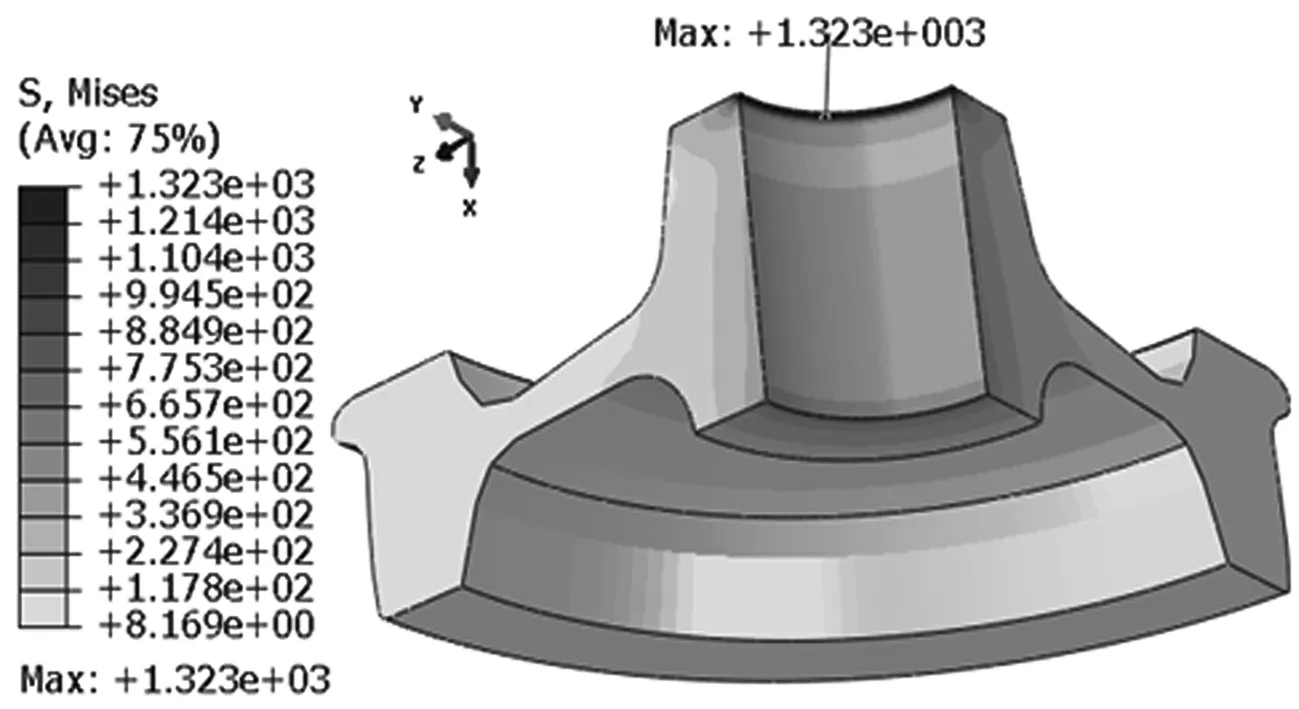
圖2、3中,(a)表示壓裝位移量為66 mm時車輪等效應力云圖,(b)表示壓裝位移量為127mm時車輪等效應力云圖,(c)表示位移量為193 mm時(壓裝完成)車輪等效應力云圖.由圖2、3可知,3個位移量下車輪和車軸的等效應力的分布規律基本相同.輪軸接觸的配合表面區域的應力比較大,而遠離接觸區域的部分車輪和車軸的應力都很小.車輪和車軸最大等效應力出現在輪對壓裝壓入區,壓入區包括壓裝過程中車軸和車輪剛產生接觸的配合表面,對于車輪來說壓入區在輪對壓入端的輪轂孔表面,車軸的壓入區在輪對壓入端的輪座表面.

圖2 壓裝過程中三個位置的車輪等效應力云圖
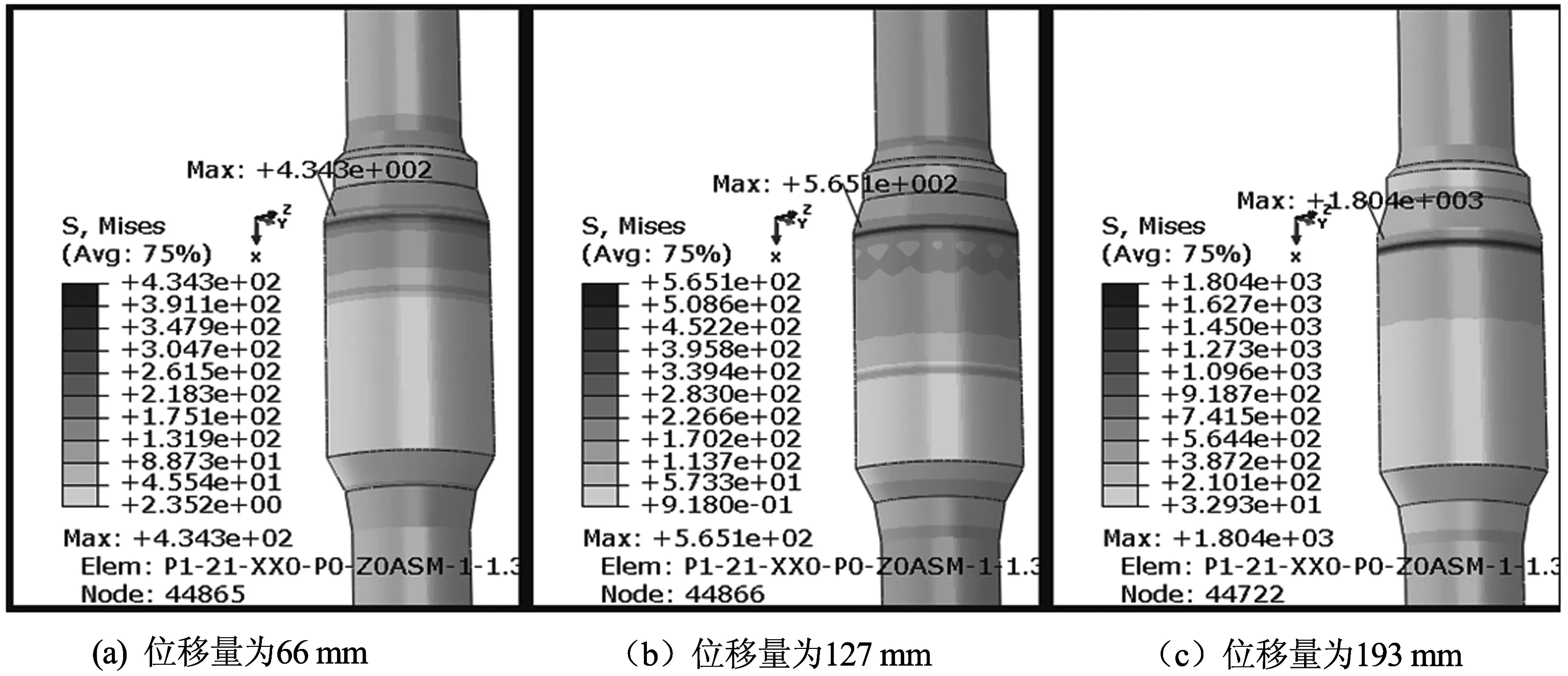
圖3 壓裝過程中三個位置的車軸等效應力云圖
隨著輪對壓裝的位移的變大,最大等效應力的數值也在不斷地增加.輪對壓裝過程中位移量分別為66、127和193 mm時車輪最大等效應力分別約為588、698和1 323 MPa;車軸最大等效應力分別約為4 343、565和1 804 MPa.
根據圖2、3,可知在壓裝過程中所取的三個位置中,車輪和車軸的等效應力都有明顯的應力集中現象,尤其是在壓入區的一端應力集中尤其嚴重.這說明在壓裝過程的任一時刻都存在應力集中現象,而且當壓裝完成時,也就是壓裝位移量達到193 mm時,應力集中最為嚴重.
為了更形象地反映輪對壓裝的邊緣效應產生的應力集中,給出壓裝完成時,車軸的最大等效應力沿車軸軸線方向的分布曲線圖,如圖4所示.由圖4可知,輪對壓裝完成時車軸兩端存在“邊緣效應”現象,而壓入端的“邊緣效應”現象比壓出端的更為嚴重.導致壓裝完成時壓入端出現等效應力的極大值,在壓出端應力也較大.很明顯壓入端的最大應力遠大于輪軸材料的強度極限,這足以引起輪對壓裝過程中出現擦傷,甚至拉傷現象.這表明,通過輪對修形技術降低邊緣效應,從而降低輪對壓裝過程中出現擦傷,甚至拉傷現象的可能性具有重要的應用價值和研究意義.
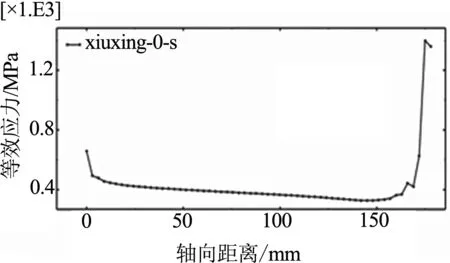
圖4 車軸等效應力沿軸向變化曲線圖
2 輪對修形與其壓裝過程的有限元仿真分析

圖5 不同修形量的對數修形曲線圖
本文設計了三條對數修形曲線,如圖5所示.三條修形曲線的參數精度和修形曲線的長度是相同的,不同的是凸度量的選取依次為200、400、600μm.采用對稱修形的技術,也就是車輪輪轂內圓柱表面兩端的修形曲線相同,軸向的中點是圖5中的原點.
在相同的條件下,對修形輪對進行了有限元分析,圖6和圖7分別是輪對壓裝完成后車輪和車軸等效應力云圖.圖中(a)、(b)、(c)和(d)分別表示修形量為0、200、400和600μm時車輪和車軸等效應力云圖.由圖可見,在接觸面附近車輪與車軸的等效應力的分布規律十分相似.雖然,修形量不同時的最大應力值不同,但是,在應力分布規律方面卻十分相似,尤其是三組修形方案的應力云圖所展示的應力分布規律很接近.最大等效應力出現在輪對壓裝壓入區,輪轂孔中間和輪座中間部位的等效應力數值不大,且四種工況下基本沒有太大變化.隨著修形量的增加,輪對壓裝過程中等效應力的最大值和整體數值都在不斷減少,為了生動表明修形的效果,圖8給出了不同修形量時等效應力在車輪內圓柱表面沿軸向的應力變化規律曲線圖.
(a)修形量為0 μm

(b)修形量為200 μm

(c)修形量為400 μm

(d)修形量為600 μm
(a)修形量為0 μm

(b)修形量為200 μm

(c)修形量為400 μm
(d)修形量為600 μm
由圖6、7和8可見,修形可有效地降低邊緣效應所產生的最大應力數值,未修形輪對壓裝過程中車輪的最大等效應力數值為1 323 MPa,修形量依次為200、400、600 μm的修形輪對壓裝完成時車輪最大等效應力分別約為:1 258、873、750MPa;相比未修形的輪對分別降低4.9%、34%、54.2%.未修形輪對壓裝完成時車軸最大等效應力數值為1 804 MPa,修形后的最大等效應力分別約為:570、407、381 MPa;相比未修形的輪對分別降低68.3%、77.5%、78.9%.因此,修形可有效降低輪對壓裝過程中等效應力,從而可有效地減少或避免輪對擦傷甚至拉傷的可能性.

圖8 不同修形量的車輪等效應力變化曲線
圖9為未修形輪對和修形量依次為200、400、600 μm時修形輪對壓裝完成時輪對壓裝力變化曲線圖:圖中橫坐標表示的是軸向距離,縱坐標表示的是壓裝力.由圖可知,四條壓裝力曲線的變化規律相似,壓裝力的大小是隨著軸向距離的增大而從零開始不斷增加,在壓裝即將完成時出現了壓裝力下降的情況,但是四條壓裝力曲線壓裝力的最大值不同,壓裝即將完成時出現壓裝力下降的長度有所不同.

圖9 不同修形量的輪對壓裝力變化曲線
由于本文采用壓裝輪對一半的模型進行仿真研究,所以壓裝力應為圖示的2倍,由此得到的四條曲線的最大壓裝力分別約是1 083、791、645和543 kN.參考TB/T1718《鐵道車輛輪對組裝技術條件》[7]規定對壓裝曲線的要求,除了修形量為600 μm時的壓裝力不符合TB/T1718-2003的要求外,其余三條壓裝力曲線均基本滿足鐵標TB/T1718-2003規定.綜合考慮壓裝力和最大應力的影響,建議取修形量為200~400 μm .
3 結論
有限元仿真分析結果表明非修形輪在壓裝過程至始至終都存在邊緣效應,邊緣效應使壓裝過程中的邊界應力大超過了輪對的屈服極限,因此,邊緣效應存在是輪對壓裝過程中引起輪軸之間的擦傷,甚至拉傷的重要原因之一;對輪對接觸表面進行對數修形可有效地避免或大大降低壓裝過程的邊緣效應,從而可大大降低拉傷的可能性;合理的修形量在避免邊緣效應的同時,可保證壓裝力符合鐵標的要求.
[1]張劍,魏偉.車輛輪對壓裝過程的仿真[J].大連鐵道學院學報,2002,6(2):40- 42.
[2]梁紅琴,楊浪,趙永翔.貨車輪對壓裝過程仿真及參數影響研究[J].鐵道車輛,2013,8(8):1-3,24.
[3]李曉艷,趙捷梅,石瑤.鐵路貨車輪對壓裝仿真計算[J].鐵道車輛,2013,4(4):8-11.
[4]張金煜,代臥龍.高速動車組輪對壓裝過程的仿真與分析[J].機械設計,2014,4(4):76-79.
[5]魏延剛,宋亞昕.機車輪對壓裝過程彈塑性模擬[J].機械設計,2004,9(9):46- 48.
[6]魏延剛.軸轂過盈聯接的應力分析和接邊緣效應的研究[J].機械設計,2004,1(1):36- 40.
[7]中國人民共和國鐵道部.TB/T1718-2003鐵道車輛輪對組裝技術條件[S].北京:中國鐵道出版社,2003.
Harm and Measure of Edge Effect in Process of Wheel and Shaft Press Mounting of Multiple Units
WEI Yangang1, GUAN Enming1, SONG Yaxin2
(1.School of Mechanical Engineering, Dalian Jiaotong University, Dalian 116028, China;2.Datong Electric Power Locomotive Limited Corporation, Datong 037038, China)
The process simulations of wheel and shaft press mounting of multiple units CRH3 are conducted by finite element method without Logarithmic modification and with Logarithmic modification. The results of the simulations show that edge effect appears during the process of wheel and shaft press mounting without Logarithmic modification, and the stress maximums caused by edge effect excess greatly yield limit of the wheel and shaft materials, which arose scratch and even pull of wheel and shaft. Edge effect can be reduced or even avoided with Logarithmic modification and rational Logarithmic modification can guarantee the demand for press force ordained by the standard of Railway Ministry. while decrease the pull possibility of wheel and shaft.
wheel and shaft press mounting;edge effect;logarithmic modification;finite element method
1673- 9590(2017)04- 0116- 05
2016-06-19
魏延剛(1961-),男,教授,碩士,主要從事機械傳動的研究E- mail:weiyg@djtu.edu.cn.
A
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
小學生必讀(中年級版)(2020年9期)2020-12-04 02:07:22
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
中學物理·高中(2016年12期)2017-04-22 11:53:03
機械工程師(2015年10期)2015-02-02 01:14:03
小櫻桃·童年閱讀(2014年11期)2014-12-01 22:21:30
機電產品開發與創新(2014年4期)2014-03-11 16:42:24