Ti60合金板材電子束焊接接頭組織性能研究
2017-07-15 21:37:55方波任萍李英陳志勇陳仲強劉艷
有色金屬材料與工程 2017年3期
關鍵詞:力學性能
方波+任萍+李英+陳志勇+陳仲強+劉艷+王清江+宋璽玉+魏明霞+胡井祥+呂晶晶

摘要: 研究了Ti60合金板材電子束焊接接頭的顯微組織與力學性能.研究表明,焊接接頭熔合區中的顯微組織由針狀α′相、α相和β相組成,熱影響區的顯微組織為β相轉變組織、針狀α′相及部分未溶解的等軸初生α相組成的混合組織.焊接接頭硬度呈不均勻分布,焊縫熔合區的硬度最高,熱影響區次之,母材區最低.焊接接頭的室溫和高溫拉伸均斷裂于母材區,焊接接頭處拉伸強度等同于接頭處母材區的強度.焊接接頭的持久斷裂均發生于焊縫區域,接頭的持久壽命均>100 h.
關鍵詞: Ti60合金; 板材; 電子束焊接; 力學性能
中圖分類號: TG 407文獻標志碼: A
Microstructure and Mechanical Property of Electron
Beam Welded Joints of Ti60 Alloy Plates
FANG Bo1,REN Ping1,LI Ying1,CHEN Zhiyong2,CHEN Zhongqiang1,LIU Yan1,
WANG Qingjiang2,SONG Xiyu1,WEI Mingxia1,HU Jingxiang1,LYU Jingjing1
(1.AECC Shenyang Liming Aeroengine Corporation, Ltd., Shenyang 110043, China;
2.Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China)
Abstract: Microstructure and mechanical properties of electron beam welded Ti60 plate were investigated.The results show that the microstructures in fusion zone (FZ) of joint after post weld heat treatment (PWHT) are composed of acicular α′ phase,α and β phases.The microstructure of the heat affected zone (HAZ) is a mixed structure of βphase transition structure,acicular martensite α′ phase and partially undissolved equiaxed primary α phase.The hardness of the welded joint is unevenly distributed.The highest hardness was found in FZ,then lower in HAZ,and the lowest in base material (BM).Both the room temperature and the high temperature tensile of the welded joint are broken in the base material zone,and the tensile strength at the welded joint is equivalent to the strength of the base material zone at the joint.All the creep rupture specimens failed at FZ with a creep rupture life above 100 hours.
Keywords: Ti60 alloy; plates; electron beam welding; mechanical property
Ti60合金是我國自行研制的一種近α型高溫合金,長時服役溫度可達到600 ℃.該合金具有優良的綜合力學性能,且具有較好的蠕變和疲勞性能,是我國制造先進航空發動機的主要選用材料之一.經過多年的應用研究,Ti60合金的棒材、鍛件均已逐步實現了工業化生產和批量供貨.近年來,隨著航空發動機部件制造對使用溫度在600 ℃的高溫鈦合金板材的潛在需求,“十二五”期間中國科學院金屬研究所和寶鈦集團公司開展了Ti60合金板材的研制和工業化試制工作,成功試制出不同厚度規格(2~10 mm)且綜合性能良好的Ti60合金板材.
國內外的研究者已開展了大量針對航空結構用Ti6Al4V合金的焊接工藝的研究[1-6],但針對航空發動機用近α型鈦合金的焊接工藝報道很少.由于結構設計和先進航空發動機減重的需求,某先進航空發動機的筒體部件采用電子束焊接的方法制造.Ti60合金因其優異的綜合力學性能,是制造航空發動機筒體零件的待選材料之一.目前,國內研究單位針對Ti60合金鍛件開展了大量焊接性能的研究工作[7-10],但對Ti60合金板材的焊接工藝、成型技術和力學性能評價研究尚未開展系統的研究工作.
本研究通過對Ti60合金板材進行電子束焊接試驗研究,對板材電子束焊接接頭的顯微組織和力學性能進行分析與評測,為Ti60合金板材的工程化應用積累焊接工藝與力學性能的數據.
第3期方波,等:Ti60合金板材電子束焊接接頭組織性能研究有 色 金 屬 材 料 與 工 程2017年 第38卷1試驗材料與方法
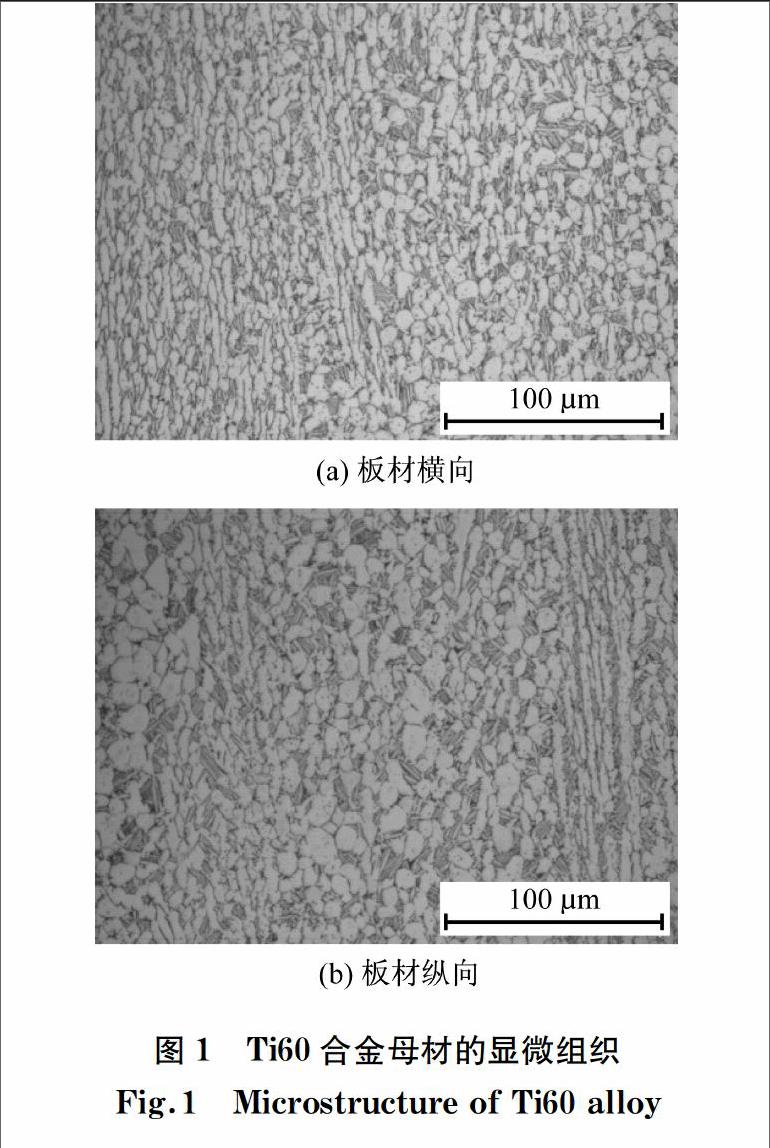
試驗用Ti60合金板材的名義成分為Ti5.5Al4.0Sn3.5Zr0.5Mo0.35Si0.4Nb1.0Ta(質量分數).鑄錠經3次真空自耗熔煉后,在寶鈦集團的1.2 m軋機上完成工業化軋制.用于焊接試驗的成品板材規格為6 mm×800 mm×2 400 mm,以退火態供貨,退火工藝制度為1 000 ℃×1 h/AC.板材的顯微組織由等軸α相和少量β相轉變組織組成,橫向和縱向的組織差異不明顯,如圖1所示.板材的電子束焊接在中國航發黎明公司進行,表1為焊接工藝參數.焊接沿板材的軋制方向進行,板材焊接后進行750 ℃×2 h/AC的焊后熱處理,用于消除焊接殘余應力.焊后探傷表明,焊縫質量良好,未發現可探缺陷,如圖2所示.
焊接接頭經過焊后熱處理后,利用Zeiss Axiovert 200 MAT光學顯微鏡觀察其微觀組織,試樣制備過程為:預磨機械拋光化學腐蝕處理(Krolls腐蝕劑).在FutureTech(FM700e)顯微硬度計上進行焊接接頭顯微硬度測試.在日本島津AGX250 kN電子拉伸試驗機上進行拉伸性能測試,其最大載荷為250 kN,載荷精度為0.5%,試驗速率為0.000 5~500 mm/min,測試溫度范圍為300~1 100 ℃,拉伸試樣標距為15 mm,拉伸速率為0.002 s-1.在SANSGWT105高溫蠕變機上進行持久試驗.焊接接頭的拉伸試樣和持久試樣采用棒狀,焊縫位于試樣標距的中心位置.
2試驗結果與討論
2.1焊接接頭的宏觀與微觀組織特征
圖3為沿板材不同方向焊接的焊接接頭的宏觀形貌.從圖3中可以觀察到,焊接接頭由熔化區(FZ)、熱影響區(HAZ)和母材區(BM)組成.熔化區為柱狀晶,由熱影響區逆向散熱最快的方向向焊縫中心生長,焊縫從正面到背面基本等寬.宏觀組織中未發現有氣孔等焊接缺陷,焊接接頭的母材區軋制流線不明顯,說明此方向母材中的軋制織構較弱.
圖4為焊接熔化區和熱影響區顯微組織照片.由圖4(a)可知,焊縫熔合區由針狀片層組織組成,由于Ti60合金為近α型合金,合金中β相穩定元素含量較低,在電子束焊接的冷卻條件下,Ti60合金的電子束焊縫中會發生β相→針狀α′相的馬氏體相變,在熔化區中生成密排六方結構的針狀α′相.本研究中,在焊后750 ℃熱處理條件下,少量的馬氏體會分解為α相和β相.因此,熔化區中的針狀片層組織為針狀α′相、α相和β相組成.
圖4(b)~4(d)為焊接接頭熱影響區的微觀組織.由圖4(b),4(c)可見,距熔化區較近的熱影響區中部(MiddleHAZ)及近熱影響區(NearHAZ),由于在電子束焊接過程中某些區域的峰值溫度超過了αSymbolk@@ β/β相轉變溫度,因此,中部熱影響區和近熱影響區的微觀組織發生了如下變化:超過αSymbolk@@ β/β相轉變溫度的區域α相均轉變成β相;而接近αSymbolk@@ β/β相轉變溫度的區域,大部分α相轉變成了β相,只剩余少部分的等軸初生α相,在電子束焊接后的冷卻過程中,剩余的等軸初生α相將保留到室溫,β相將轉變為β轉變組織或針狀α′相.由圖4(d)可知,靠近母材區的接頭熱影響區(FarHAZ)在電子束焊接的熱循環過程中的峰值溫度低于αSymbolk@@ β/β相的轉變溫度.因此,遠熱影響區的微觀組織由部分溶解的等軸初生α相和β相轉變組織組成(見圖4(a),4(b)),與母材區的組織差異較小.綜上所述,在本試驗的熱處理條件下,焊接接頭熱影響區的顯微組織為β相轉變組織、針狀α′相及部分未溶解的等軸初生α相組成的混合組織.
2.2焊接接頭的顯微硬度分布
從焊接接頭一側的母材區開始,跨過熔化區到另一側母材區,每間隔20 μm進行硬度測試,得到焊接接頭的硬度分布曲線,見圖5.由圖5中的曲線可知,焊接接頭的硬度呈不均勻的“馬鞍”狀分布,焊接接頭中熔化區的硬度為380~400(HV),母材區的硬度為310~340(HV);熱影響區的硬度波動范圍較寬,由熔化區附近的390(HV)左右,逐漸減小到母材區附近的340(HV)左右.造成焊接接頭硬度分布不均的主要原因是焊接接頭各區域組織的分布不均,熔化區中的組織為大量細小的針狀α′+α片層組織.該組織的特點是顯微硬度和強度高、塑性低.由組織分析可知,熱影響區中隨距熔化區距離的不同,存在數量不等的針狀α′組織,隨著針狀組織的減少,顯微硬度值逐漸下降到母材區水平.
2.3焊接接頭的力學性能
表2和表3分別為Ti60合金板材及其焊接接頭的拉伸力學性能.由表3中數據可知,焊接接頭的室溫和高溫拉伸試樣均斷裂于母材區.由于焊接接頭的3個區域中,母材區硬度最低,見圖5,因此拉伸變形過程中,硬度較低的母材區首先發生變形,產生應力集中,最終斷裂也發生在此區域.對比表2和表3還可以看出,焊接接頭的拉伸強度與焊接前的成品板材相比,出現一定程度的下降.原因是,經過750 ℃焊后熱處理后,焊接接頭母材區中的α相發生不同程度的粗化,根據HallPetch公式:
σ=σ0+Kd-1/2(1)
式中:σ0及K均為常數;d為變形障礙間距.
國外對合金的拉伸變形行為研究認為,拉伸變形過程中,位錯滑移一般需越過板材厚度方向進行,因此拉伸變形的主要變形障礙為α相厚度[11-12].板條厚度增加,導致母材區的強度下降,因此,焊接接頭的強度隨拉伸斷裂位置(母材區)的強度下降而下降.電子束焊接接頭的伸長率均比板材的伸長率略低,這是由于焊接接頭熔化區和熱影響區的硬度和抗拉強度均高于母材區,在拉伸過程中,這兩個區域不參與拉伸變形.
表4為板材及其焊接接頭的持久性能數據.由表4可知,焊接接頭的持久性能較板材略差,觀察試樣斷裂位置發現,所有的焊接接頭持久試樣均斷裂于試樣中部的焊縫區域.導致焊接接頭持久性能下降的原因,是由于焊縫區域存在的細小針狀α′+α片層組織所致.焊縫區中細小的針狀組織導致α板條間的界面密度較母材區大,由于板條界面是發生位錯攀移的主要區域[13],持久試驗過程中,單位時間內熔化區由于位錯攀移產生的變形要比母材區大得多,使蠕變過程中回復作用加快,累積較大的變形.因而在相同持久變形條件下,焊縫熔化區內單位體積的位錯攀移數量增多,進而在此區域產生較大的持久變形,最終斷裂也發生在此區域.
3結論
(1) Ti60合金板材的焊接質量良好,焊縫表面未發現咬邊、未焊合等焊接缺陷.
(2) Ti60合金板材電子束焊接接頭熔化區的顯微組織由針狀α′相、α相和β相組成,熱影響區的顯微組織為β相轉變組織、針狀α′相及部分未溶解的等軸初生α相組成的混合組織.
(3) 焊接接頭顯微硬度呈不均勻分布,焊縫熔化區的顯微硬度最高,熱影響區次之,母材區最低.
(4) 焊接接頭的室溫和高溫拉伸均斷裂于母材區,焊接接頭的拉伸強度等同于接頭母材區的強度.
(5) 焊接接頭的持久斷裂均發生于焊縫區域,接頭的持久壽命均>100 h.
參考文獻:
[1]SARESH N,PILLAI M G,MATHEW J.Investigations into the effects of electron beam welding on thick Ti6Al4V titanium alloy[J].Journal of Materials Processing Technology,2007,192-193:83-88.
[2]LU W,SHI Y W,LEI Y P,et al.Effect of electron beam welding on the microstructures and mechanical properties of thick TC4DT alloy[J].Materials & Design,2012,34:509-515.
[3]YOON S,UEJI R,FUJII H.Effect of initial microstructure on Ti6Al4V joint by friction stir welding[J].Materials & Design,2015,88:1269-1276.
[4]WANG S Q,LI W Y,ZHOU Y,et al.Tensile and fatigue behavior of electron beam welded dissimilar joints of Ti6Al4V and IMI834 titanium alloys[J].Materials Science and Engineering A,2016,649:146-152.
[5]WANG S Q,LIU J H,CHEN D L.Tensile and fatigue properties of electron beam welded dissimilar joints between Ti6Al4V and BT9 titanium alloys[J].Materials Science and Engineering A,2013,584:47-56.
[6]WANG S G,WU X Q.Investigation on the microstructure and mechanical properties of Ti6Al4V alloy joints with electron beam welding[J].Materials & Design(1980-2015),2012,36:663-670.
[7]CHEN Z Y,LI J W,LIU J,et al.Creep behavior of fusion zone and base metal of the electron beam weldments of a nearalpha titanium alloy[J].Journal of Materials Science & Technology,2010,26(6):564-571.
[8]陳志勇,王清江,劉建榮,等.Ti60鈦合金電子束焊接接頭高溫下的失效與變形行為[J].金屬學報,2008,44(3):263-271.
[9]陳志勇,王清江,劉建榮,等.焊后熱處理對Ti60鈦合金電子束焊接接頭顯微組織及高溫持久性能的影響[J].稀有金屬材料與工程,2008,37(S3):64-67.
[10]李晉煒,左從進,陳志勇,等.含稀土相高溫鈦合金焊接接頭的疲勞斷裂特性[J].稀有金屬材料與工程,2009,38(S3):220-223.
[11]BOWDEN D M,STARKE E A.The effect of microstructure and deformation behavior on the hot ductility of Ti6Al2Nb1Ta0.8Mo[J].Metallurgical Transactions A,1984,15(9):1687-1698.
[12]LIN F S,STARKE E A,CHAKRABORTTY B C,et al.The effect of microstructure on the deformation modes and mechanical properties of Ti6Al2Nb1Ta0.8Mo:Part I.Widmansttten structures[J].Metallurgical Transactions A,1984,15(6):1229-1246.
[13]ANDRES C,GYSLER A,LTJERING G.Correlation between microstructure and creep behavior of the hightemperature Ti alloy IMI 834[J].Zeitschrift Für Metallkunde,1997,88(3):197-203.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
