基于CAXA實體設計應用的抱軸瓦工裝設計
2017-07-08 04:55:43田建忠
科技創新與應用 2017年19期
田建忠


摘 要:DF4型內燃機車抱軸瓦為簿壁剖分式結構,主要用于牽引電動機軸頸的支承與潤滑。為解決抱軸瓦加工過程中因定位、夾緊不當造成變形及尺寸超差等技術問題,通過以產品模型為基體,運用CAXA實體設計三維軟件進行可視化的工裝設計,進行相互位置的工藝驗證和可靠性分析,實際應用后解決了產品加工過程中的工藝技術問題,產品質量達到了設計要求。
關鍵詞:CAXA實體設計;抱軸瓦;工裝設計
中圖分類號:TM922.72 文獻標志碼:A 文章編號:2095-2945(2017)19-0110-03
DF4型內燃機車抱軸瓦是牽引電動機的重要組件之一,抱軸瓦為上、下兩半剖分式結構型式,主要用于內燃機車牽引電動機軸頸的支承與潤滑,通過軸承蓋與電動機機體相連接,與抱軸瓦組成潤滑油箱,依托彈簧盒使毛線墊從下軸瓦的長方口油窗中壓向軸頸,使其保持常態化接觸并進行不間斷潤滑,以減緩傳動軸由于周期性交變循環疲勞受力造成的劇烈磨損,因此抱軸瓦加工質量對內燃機車牽引電動機的正確使用以及安全運行都具有十分重要的作用。
1 抱軸瓦加工工藝分析[1]
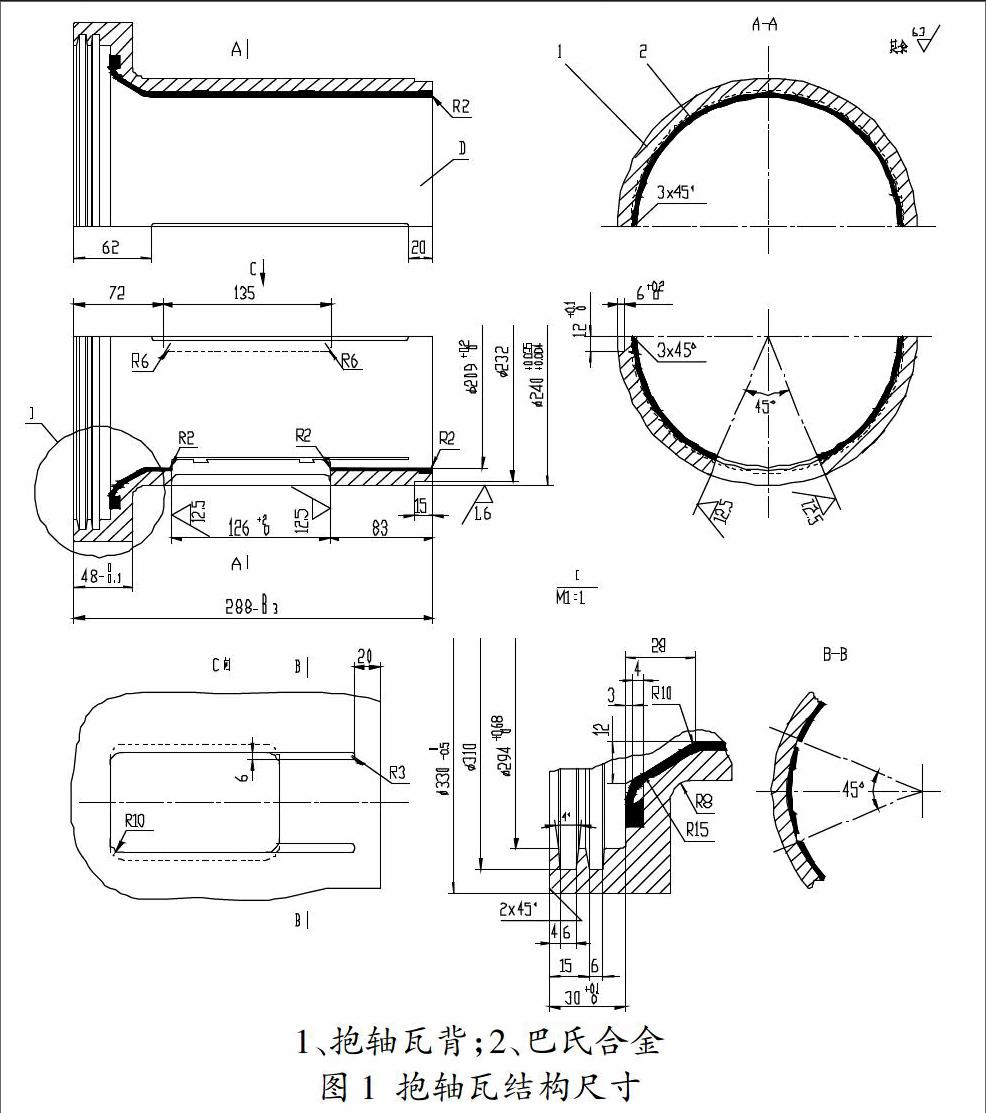
抱軸瓦的瓦背采用錫青銅ZQSn6-6-3鑄造而成,瓦體內表面掛有巴氏合金ChSnSb11-6,抱軸瓦具體結構尺寸見圖1所示。
由圖1可以看出,抱軸瓦作為剖分式半瓦結構,其中下軸瓦部分在45°處開有油窗,通過安裝在軸承蓋內的彈性油刷裝置對牽引電動機軸頸進行不間斷潤滑,鍵槽部分的作用是為了確保抱軸瓦安裝時的定位要求。由于抱軸瓦屬于薄壁套筒類零件,加之為剖分式結構,使得加工過程中極易產生變形造成尺寸超差導致廢品,因此確定合理的工藝流程和加工方案,確保產品在加工過程中的準確定位與可靠夾緊,有效防止加工時的變形問題就顯得尤為重要。
為滿足加工精度達到產品圖樣規定的要求,宜采取的工藝路線為:銑半瓦結合面——半瓦大端加工——整瓦小端外圓加工——整瓦內孔粗加工——內孔掛巴氏合金——精加工整瓦內孔——銑鍵槽——銑油窗及油槽——銑倒角。
為了直觀地顯示出抱軸瓦的結構特點,通過CAXA實體設計軟件進行三維造型和渲染,生成圖2所示的抱軸瓦三維效果圖[2]。
2 運用CAXA實體設計三維軟件進行抱軸瓦工裝設計[3]
針對抱軸瓦的結構特點和加工精度要求,特別是剖分式薄壁結構帶來的定位困難和加工過程中易變形的工藝技術難點,必須確定合理的加工方案,而工裝設計的合理性與有效性是確保產品質量的重要前題,為此利用CAXA實體設計三維軟件,通過所見即所得的設計理念對工裝結構的相互尺寸進行工藝驗證和可靠性分析,以達到最佳的設計效果。
2.1 抱軸瓦半瓦結合面銑夾具
抱軸瓦半瓦結合面銑夾具的三維結構見圖3所示。
使用時,將V形鐵3放置在銑床工作臺1上,V形鐵下部導向鍵鑲入工作臺T形槽內,工件小端放置于V形鐵上,用劃針盤找正抱軸瓦結合面位置后,通過T形螺栓2及夾板4將工件夾緊壓牢,之后調整好刀具的切削高度,分兩次將結合面余量加工到位。
2.2 抱軸瓦半瓦大端車床夾具
抱軸瓦半瓦大端車床夾具的三維結構見圖4所示。
使用時先卸掉車床卡盤,通過法蘭盤2與車床主軸前端相連接。將銑完結合面的抱軸瓦安裝在夾具體1的定位止口內,小端端面貼靠在法蘭盤的側端面上,用兩件六角螺栓5將工件夾緊壓牢。車大端端面及大端外徑,作為調頭加工小端時的基準。車另一半抱軸瓦時的尺寸應與以上加工尺寸相一致,加工后的兩半抱軸瓦應編號配對,不得混裝。
2.3 抱軸瓦小端外圓車夾具
抱軸瓦小端外圓車夾具的三維結構見圖5所示。
通過車床四爪卡盤將已編號的兩半抱軸瓦夾緊并找正位置,為保證加工時的平穩性要求,在瓦身距外端約1/3處加裝卡箍2,用兩件六角螺栓3將工件夾緊,車出小端端面及止口,之后卸掉卡箍,在止口處安裝套箍5,將抱軸瓦小端外徑、根部圓角及大端側面加工到位。
2.4 抱軸瓦整瓦內孔車夾具
抱軸瓦整瓦大端車夾具的三維結構見圖6所示。
將工件小端裝入工裝夾具體2的筒身內,工件小端端面貼靠在法蘭盤1的側端面,為了避免在夾緊時不使工件表面損傷,通過兩件六角螺栓3推動彈性夾緊片4將工件夾緊壓牢,圖6中夾具體剖去1/4,可以直觀地顯示出該處的結構特點。車大端端面、外徑及內孔溝槽,之后松開六角螺栓3,將兩半抱軸瓦從工裝內取出。加工后的工件內孔處掛巴氏合金,之后重新裝入抱軸瓦整瓦大端車夾具筒身內對內孔進行精加工,達到產品圖樣規定的尺寸要求。
2.5 抱軸瓦銑鍵槽夾具
抱軸瓦銑鍵槽夾具的三維結構見圖7所示。
將銑鍵槽工裝放入銑床工作臺上,導向鍵1鑲入工作臺T形槽內,用千分表校驗使夾具處于正確位置后緊固之,為了提高效率,將兩件工件分別裝入夾具體2內,旋緊手輪8,通過壓板7將工件夾緊。啟動銑床,按對刀塊6位置分別將兩件工件鍵槽加工到規定的尺寸要求。
2.6 抱軸瓦銑油窗及油槽夾具
抱軸瓦銑油窗及油槽夾具的三維結構見圖8所示。
將回轉工作臺緊固在銑床工作臺上并進行固定聯接,導向心軸4裝入回轉工作臺中心孔內,銑油窗夾具安裝在回轉工作臺上,工件大端放置于夾具體1的環形槽內,鎖緊裝置7推動工件大端端面一側,促使工件另一端端面與定位鍵2可靠接觸,通過六角螺母6和壓板8將工件夾緊壓牢。對好銑刀位置,通過升降工作臺和搖動回轉工作臺手柄將油窗四周分兩次加工到位。
旋轉回轉工作臺,使銑刀對正油槽位置,上、下移動工作臺,分別將兩處油槽加工完畢。
2.7 抱軸瓦銑倒角夾具
抱軸瓦銑倒角夾具的三維結構見圖9所示。
將抱軸瓦銑倒角夾具緊固于銑床工作臺上,導向鍵6鑲入工作臺T形槽內,工件裝入夾具體1內并緊固。對好銑刀,通過升降工作臺,一次銑出一端3×45°倒角,松開工件,工件旋轉90°后繼續夾緊,按同樣方法加工出另一端3×45°倒角。
3 結束語
通過CAXA實體設計三維軟件對簿壁剖分式抱軸瓦進行工裝設計,形象、直觀地反映了產品加工的實時狀況,加工方案擯棄了傳統工藝在加工簿壁套筒套零件時的常規手段,結構上采用了大膽、新穎的套箍筒狀類加工定位方式,有效地解決了簿壁工件的變形難題,具體實施后,產品質量達到了設計要求,滿足了用戶的需求,具體來講有以下幾下特點:
(1)以產品模型為基體進行工裝的三維設計,可視化直觀性優點明顯,能夠預判結構的合理性與有效性,不會顧此失彼。
(2)通過裝配干涉檢查,判斷各組裝件之間的關系并進行可靠性分析,可減少制造過程中由設計誤差造成的返工和浪費現象,減少了經濟損失,節約了制造成本。
(3)對加工工裝進行三維虛擬裝配,直觀地加深了設計人員對產品加工特點的理解和認知,提高了設計質量和工作效率,滿足了產品加工質量的要求。
參考文獻:
[1]張耀宸.機械加工工藝設計手冊[M].北京:航空工業出版社,1987.
[2]尚鳳武.CAXA創新三維CAD教程[M].北京:航空航天大學出版社,2004.
[3]上海柴油機廠工藝設備研究所.金屬切削機床夾具設計手冊[M].北京:機械工業出版社,1984.
