天津南港鐵路96m系桿拱橋鋼拱肋制造工藝及關鍵技術研析
2017-06-15 11:00:41孫志峰石立鵬
環球市場信息導報 2017年6期
孫志峰 石立鵬
介紹了天津南港鐵路96m系桿拱的結構特點,結合制造過程中的生產實際情況介紹了生產工藝流程,同時分析了關鍵環節控制要點,提高了制造精度,減少焊接變形,從而保證系桿拱的制造質量。
工程概況
天津南港鐵路96m系桿拱橋為下承式橋梁,上部結構為鋼管混凝土系桿拱,梁全長98m,計算跨度95.7m,拱肋立面矢高19.2m,拱肋采用二次拋物線。拱肋在橫橋向內傾8。,呈提籃式樣,拱頂處兩拱肋中心距8.058m。橋型整體布置如圖1橋所示。
拱肋的結構特點
拱肋鋼管采用Q345qE鋼材,橫斷面采用啞鈴型鋼管混凝土等截面,截面高度2.5m,鋼管直徑為1.0m,由20mm的鋼板卷制而成,每根拱肋的兩鋼管之間用16mm的腹板連接。每隔一段距離,內設加勁箍,腹板中間焊接拉桿。
拱肋之間設置一道橫撐和四道K撐,橫撐采用外徑1.0m的圓形鋼管組成,斜撐采用外徑0.8m的圓形鋼管組成。
吊桿采用平行布置,全橋共設17對吊桿,吊桿縱向垂直梁面布置,在橫向內傾8。。
鋼拱肋制造工藝及關鍵技術研析
制造出符合設計要求的拱肋并且保證拱肋的幾何尺寸、成橋線形及吊桿位置的準確性是制造方案的關鍵。
拱肋分段。根據本橋鋼管拱肋的結構設計特點,且為了便于制造,由曲線調整為若干條短直線制造。
鋼拱肋制造。鋼管拱肋的制造分為拱肋筒節及橫撐、斜撐制造、拱肋節段制作、單根拱肋整體預拼裝。拱肋節段如圖2所示。
拱肋筒節及橫撐、斜撐筒節制造工藝流程。筒節的制作難點分析:拱肋筒節是鋼管拱的最小制作單元,拱肋筒節的制造質量直接影響拱肋的成橋線形、幾何尺寸及精度,因此筒節的圓度、縱縫焊接預留反變形、控制焊接收縮量、校圓等是筒節制作的難點。
根據《鋼管混凝土拱橋技術規范》及本橋的結構特點,筒節劃分節段基本長度為2m。拱肋筒節一般由鋼板直接卷制成圓形。制造工藝流程如下:
下料:用計算機放樣后下料。為保證筒節的幾何尺寸,下料時需充分考慮以下兩點:
①筒節的長度應充分考慮預留彈性收縮量、環焊縫焊接收縮量及筒節的二次切頭量;②筒節的周長則根據筒節直徑、焊接坡口的間隙和焊接收縮量等綜合因素決定。
加工坡口:所有用于卷制筒節的鋼板縱、環縫位置均需按照工藝要求開坡口。
預壓頭:為保證卷制后的成型,卷制前要先進行預壓頭。詳見圖3。
卷圓:卷圓過程中用樣板進行圓度檢測,卷制時注意坡口朝外,卷管方向與鋼板的壓延方向一致。詳見圖4。
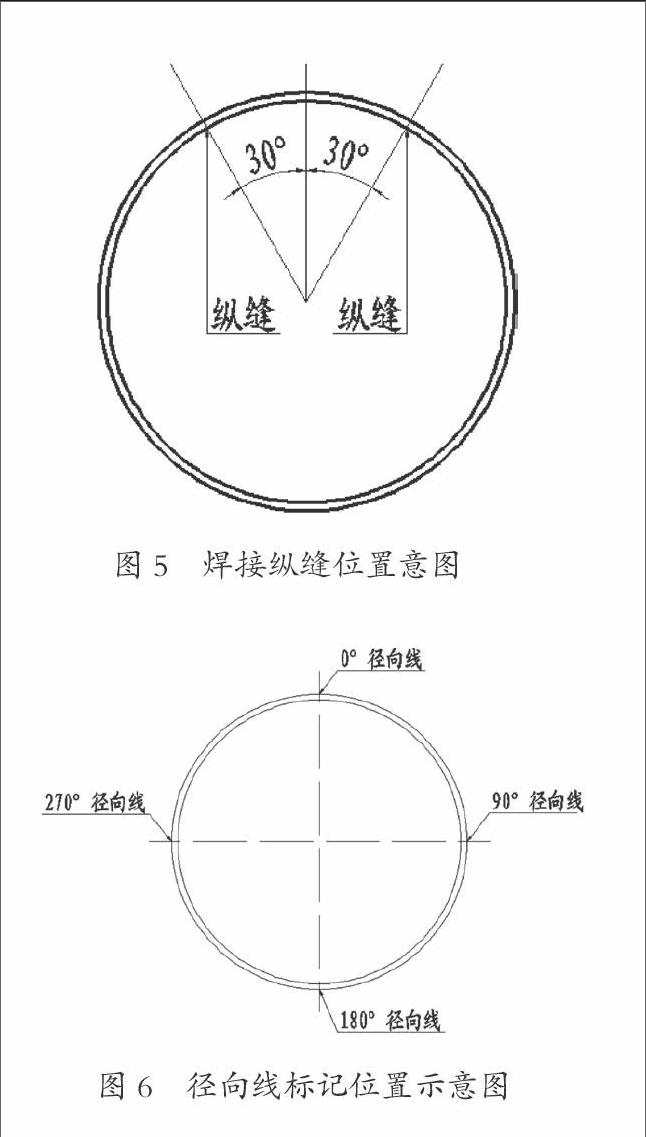
焊接縱縫:筒節縱縫的裝配、焊接在專用的胎架上完成,控制縱縫間隙,焊前設置跨縫碼板。縱縫須相互錯開。詳見圖5。
修整:焊接完成后筒節需重新用三輥趕板機再次進行校圓(復圓)。
標記:對焊縫進行無損檢測。按施工圖要求對筒節進行編號標記,如圖6所示。標明徑向線,為后續筒節裝配、節段預拼裝、檢驗做好標記線。
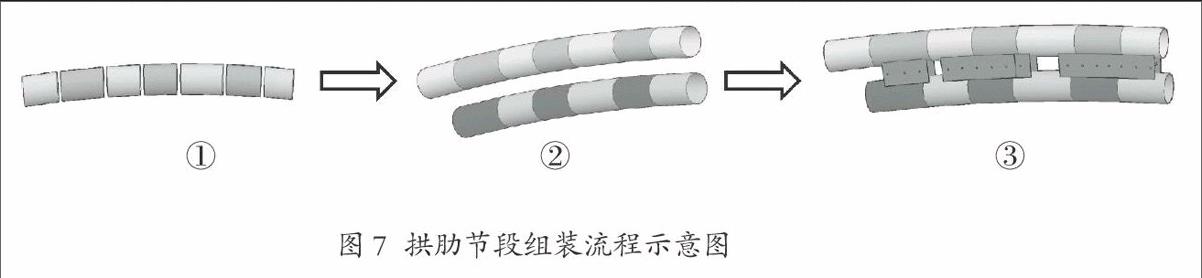
鋼管拱肋節段制作的工藝流程(詳見圖7)
拱肋節段制作難點分析:成橋的整體線形及精度由節段精度來保證,因此拱肋節段制造時的精度是節段制造的關鍵。由于各構件之間的連接均采用焊接,焊接時的焊接收縮及變形控制、節段的制造精度控制是拱肋節段制造的難點。
組焊管內加勁板及筒節接長:筒節接長是在專門設計的工裝胎架上采用側臥法進行,胎架線性值由AutoCAD軟件放樣計算,采用經緯儀配合鋼卷尺在平臺上建立測量體系。胎架上設置牙板,牙板要進行頂面標高測量調整,嚴格控制頂面高程。胎架上應劃出拱肋軸線、水平線、檢查線等必要的標記。拼裝時對胎架圓弧弧度、高程、橫縱基準線進行校驗,合格后將筒節縱基線對齊、基準頭與橫基線對齊依次就位。各筒節依次按順序及工藝要求的間隙利用工藝碼板調整各筒節之間的接口。在對拱肋標高和外形尺寸作詳細檢查合格后,方可進行焊接。如步驟①、②。
內、外側腹板安裝:腹板組裝在胎架上進行,筒節接長后環焊縫焊接檢驗合格方可安裝腹板。兩片腹板組焊時為了確保拉桿孔同心,組焊前應利用拉桿定位,定位后方可進行焊接。如步驟③。
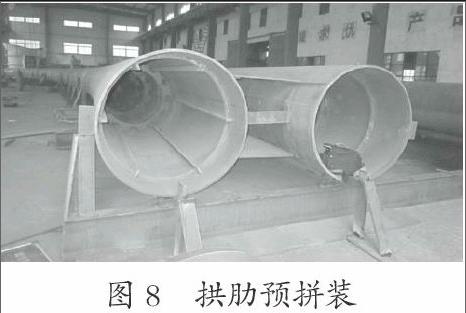
拱肋預拼裝
對每側拱肋節段進行連續匹配預拼裝,預拼裝的目的是確保線形,進行吊桿軸線放樣、吊桿零件、錨箱等組焊,然后進行橫撐、斜撐預留段的組焊,最后完成其他剩余工序。如圖8所示。
拱肋成形是否符合設計線形是成橋的關鍵,為保證節段幾伺尺寸的一致性和正確性及節段間工地連接的匹配性,在拱肋節段制作完成后,須通過預拼對其跨徑、拱軸線、矢高等進行全面檢查。
拱肋預拼裝采用單根拱肋整體預拼裝的制作方案。單根拱肋整體預拼裝是在有足夠承載力的剛性平臺上進行。在平臺上利用經緯儀配合鋼卷尺建立拼裝及測量網絡系統。拱肋節段制作完成后根據其定位點精確就位,以達到與平臺地標點相吻合。
吊桿零件及錨箱等組焊:拱肋吊桿安裝的準確性也是決定全橋質量是否優良的關鍵之一,并且為了確保成橋時吊桿位置的準確性,吊桿位置的確定在拱肋預拼裝階段進行。利用經緯儀及在胎架上劃吊桿定位線并對其進行檢測。檢測符合圖紙要求后方可定位切錨箱及吊桿孔。拱肋整體預拼裝階段需要完成:腹板、錨箱、封板、節段端口接頭及工藝隔板的組裝。
橫撐、斜撐預留段組裝:橫撐、斜撐作為拱肋的骨架,它們與拱肋主管之間的連接精度為本橋制造的關鍵節點。本橋的橫撐、斜撐與主管之間采用預留段相貫式焊接,為保證二者之間的匹配精度,宜采用自動或者半自動加工方式來保證相貫線及坡口的制作精度。組裝時首先需要采用經緯儀配合鋼卷尺在平臺上分別畫出上下拱肋的縱、橫向定位線,再以吊桿線劃預留段相貫口處的定位基準線。
關鍵工藝技術研析
鋼管拱肋在制造過程中,有以下幾個方面作為重點、關鍵點加以研究并控制:
拱肋線形及分段:系桿拱橋的線形是橋梁成形的關鍵控制項點之一,因此橋梁線形成形中以直代曲的分段原則和預拱度擬合是關鍵工藝技術,其原則主要是:①分段長度應綜合考慮卷管長度、吊桿位置、管內加勁位置等因素,且相鄰管節長度不應過于懸殊。②系桿拱拱肋折點應在計入預拱度后的拱軸線上。放樣時應使由于制作誤差引起的鋼管彎曲的彎曲方向與拱軸的彎曲方向一致,以減小拱軸誤差。
鋼管成形:鋼管成形過程中應重點控制以下三點:①周長控制,預留合理的焊接收縮量,焊接時要嚴格按焊接工藝先用CO2氣體保護焊焊接內側,然后在外側使用埋弧自動焊完成縱縫焊接。②預壓頭:預壓頭直接影響鋼管最終成型后的幾何尺寸誤差,即圓管的矢圓度,棱角度。(模具預彎成型段為漸開線形式,且下模角度可根據計算進行調節以滿足該模具使用范圍內的最佳圓弧成型段。)③校園(復圓):卷板機上復圓。幾伺精度要求為:直徑允許偏差±d/500;管口圓度d/500。
節段拼裝:拱肋拼裝中應控制以下幾點:①確保胎架上的筒節定位正確,簡節徑向線及中心線應與胎架縱基線相吻合。②焊接應從兩端向中部對稱進行。③要隨時觀察、測量拱軸線的坐標,控制旁彎。
整體預拼裝:整體預拼裝節段中線形的控制及吊索軸線的精確定位是整體預拼裝的關鍵。
通過工廠預拼,可以檢測拱肋節段的加工精度,最大限度地消除拱肋節段的加工偏差,完成實地吊裝前的各項準備工作。
制造過程中的矯正技術:拱肋筒節成形的好壞是筒節之間拼裝、筒節與腹板拼裝以及焊接質量的重要前提。因此,筒節與腹板等的矯正為拱肋節段的拼裝奠定良好的基礎。筒節與腹板等可以采用開式摩擦壓力機進行機械矯正;拱肋節段可以進行火焰矯正。
天津南港鐵路96m系桿拱的的制造,是總結和改進了以往生產系桿拱的制造經驗,針對制造特點和制造難點,同時結合以往拱肋制造的成功經驗,通過以上工藝方案的研究及關鍵環節控制和生產過程中的不斷完善,有效地控制了拱肋的跨徑、拱軸線、矢高、吊桿位置等精度,保證了拱肋制造的質量達到了預期目標。