改進型Smith-Fuzzy PID參數(shù)自整定在熱連軋機厚度系統(tǒng)中的應用
2017-06-09 08:59:02顧波魏偉曲永印
重型機械 2017年2期
顧波,魏偉,曲永印
(1. 沈陽科技學院 信息與控制工程系, 遼寧 沈陽110000)(2. 北華大學 電氣信息工程學院, 吉林 吉林132021)
改進型Smith-Fuzzy PID參數(shù)自整定在熱連軋機厚度系統(tǒng)中的應用
顧波1,魏偉1,曲永印2
(1. 沈陽科技學院 信息與控制工程系, 遼寧 沈陽110000)(2. 北華大學 電氣信息工程學院, 吉林 吉林132021)
熱連軋機厚控系統(tǒng)具有高度非線性、時變性和純滯后等特點,有研究者采用改進型Smith算法補償了由于純滯后而導致的帶材厚度精度波動問題。本文針對參數(shù)的時變性再結合Fuzzy-PID參數(shù)自整定控制方式,即改進型Smith-Fuzzy PID參數(shù)自整定。仿真結果表明:其調節(jié)時間減小,穩(wěn)定時間提前,既對純滯后特性有較好的補償作用,又對被控對象參數(shù)變化有較強的適應能力,其成果對有色冶金行業(yè)提高帶材質量具有重要的實用價值。
改進型Smith;Fuzzy-PID參數(shù)自整定;時變性
0 前言
熱連軋機厚控系統(tǒng)機理較復雜,具有高度非線性、時變性和純滯后等特點,有研究者提出將預測外推數(shù)據(jù)處理[1]和改進型Smith預估控制算法[2]應用到熱連軋機中,很大程度上解決了由于各種滯后時間引起的帶材厚度精度波動問題。然而在噪聲、負載擾動等因素的影響下系統(tǒng)過程參數(shù),甚至模型結構均會發(fā)生變化,要獲得滿意的控制效果,本文在此基礎上,再采用Fuzzy-PID參數(shù)自整定控制[3][4],以克服軋機參數(shù)動態(tài)時變,達到進一步提高厚度精度的目標。
1 改進型Smith-Fuzzy PID參數(shù)自整定應用
1.1 Fuzzy-PID參數(shù)自整定
在熱連軋機厚控過程中被控對象的負荷多變,干擾因素復雜,需要對PID參數(shù)不斷的進行在線調整。有時由于參數(shù)的變化無常,往往沒有確定的數(shù)學模型和規(guī)律可循,因此Fuzzy-PID參數(shù)自調整控制調節(jié)以實用、簡便的優(yōu)點使用在厚控系統(tǒng)中[5]。模糊控制器能充分利用操作人員進行實時非線性調節(jié)的實踐操作經(jīng)驗,并彰顯了PID控制器的優(yōu)良控制功能,使整個系統(tǒng)達到最佳控制效果。
1.2 Fuzzy-PID參數(shù)自整定控制器設計
本文以厚度偏差Δh和偏差變化量Δhc作為模糊控制器的輸入量[5],以滿足不同的Δh和Δhc對控制器參數(shù)的不同要求,根據(jù)模糊合成推理設計PID參數(shù)的模糊矩陣表,查出修正參數(shù),再代入式(1)計算。
KP=kp+Δkp
KI=ki+Δki
(1)
KD=kd+Δkd
式中,kp、ki、kd為已整定的PID參數(shù),而Δkp、Δki、Δkd為模糊控制器的3個輸出,可根據(jù)被控對象的狀態(tài)自動調整PID3個控制參數(shù)的取值。
(1)輸入語言變量的模糊化。取厚度偏差Δh和偏差變化率Δhc的量化基本論域均為(-3,-2,-1,0,1,2,3)論域量化等級數(shù)均為R={1,2,3,4,5,6};模糊語言變量值均為{NB,NM,NS,ZO,PS,PM,PB}。厚度偏差Δh和偏差變化率Δhc模糊化后,經(jīng)過隸屬度函數(shù)賦值表建立隸屬度函數(shù)。
(2)輸出語言變量的模糊化。PID參數(shù)KP、KI、KD的校正量Δkp、Δki、Δkd為模糊控制器的輸出語言變量,Δkp、ΔkiT和Δkd的模糊量化論域均為(-0.3,-0.2,-0.1,0,0.1,0.2,0.3);論域量化等級數(shù)均為R={-3,-2,-1,0,1,2,3};Δkp、Δki和Δkd的模糊語言變量值均為{NB,NM,NS,ZO,PS,PM,PB}。得Δkp、Δki、Δkd和模糊化后隸屬度函數(shù)的賦值表,建立隸屬度函數(shù)。
(3)模糊規(guī)則表與查詢表。根據(jù)理論分析歸納出偏差Δh和偏差變化率Δhc跟PID控制器的3個參數(shù)KP、KI、KD之間的關系,并針對Δkp、Δki和Δkd 3個參數(shù)建立整定的模糊控制規(guī)則表,得到模糊條件語句,控制系統(tǒng)通過在線對模糊邏輯規(guī)則的結果進行處理、查表和運算,完成對PID參數(shù)的在線自校正。
為了保證Fuzzy-PID參數(shù)自整定控制的有效性,本文利用常規(guī)PID控制與其做仿真對比,如圖1所示。從而也能更深切的分析Fuzzy-PID參數(shù)自整定控制的性能。
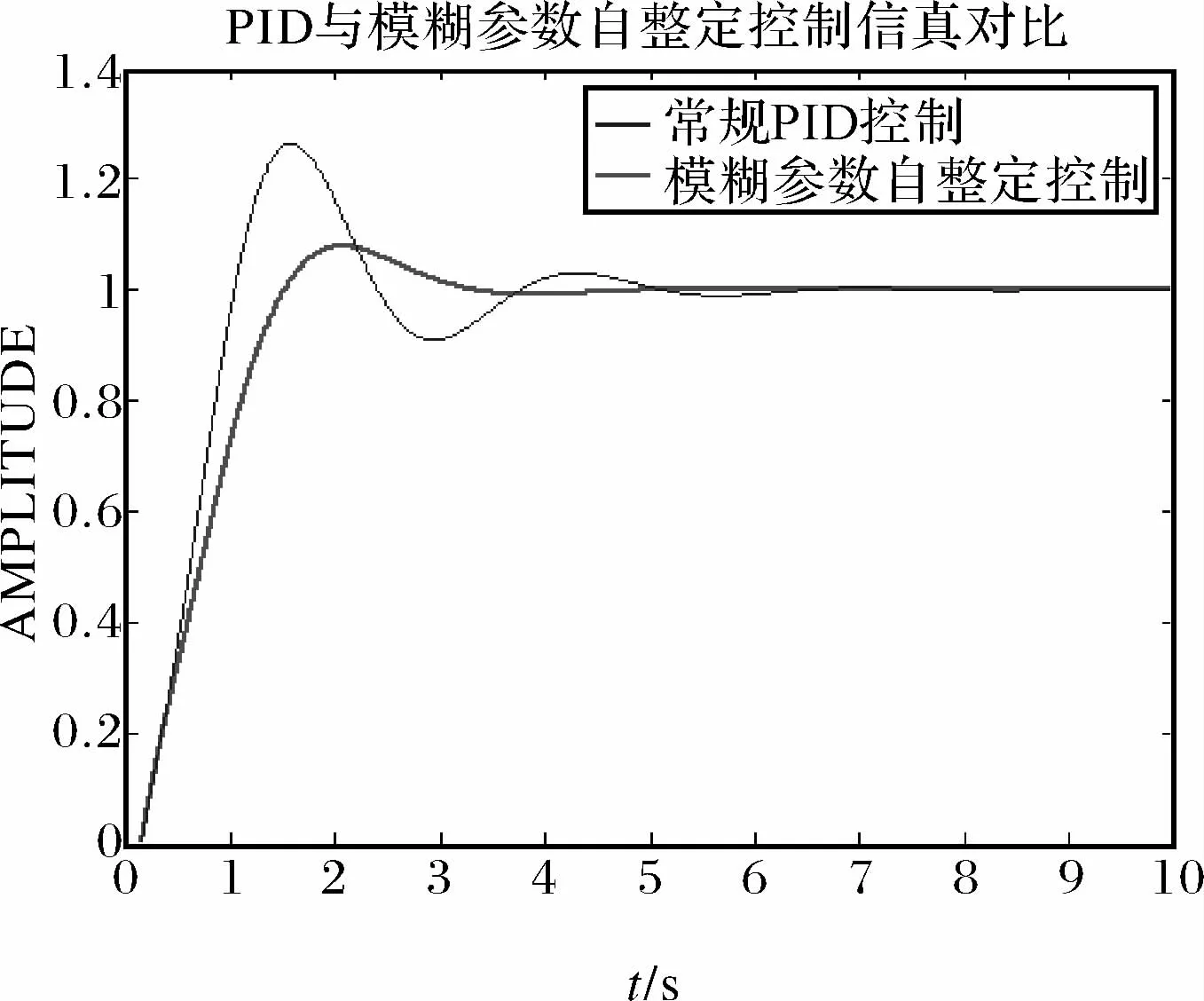
圖1 Fuzzy-PID參數(shù)自整定仿真
仿真結果表明,采用模糊PID參數(shù)自整定控制的波形曲線相對于常規(guī)PID控制,超調量從30%減小到7%,PID控制的曲線在8 s處出現(xiàn)過一次波動,模糊PID參數(shù)自整定控制的波形曲線從4.8 s已達到平穩(wěn)狀態(tài),且不再有波動變化,即調節(jié)時間從8.8 s減小到4.8 s。
1.3 改進型Smith-Fuzzy PID參數(shù)自整定
從模糊控制原理上講,它缺乏對具有較大純滯后時間對象的控制能力,因此本文將Fuzzy-PID參數(shù)自整定引入前文研究的改進型Smith預估控制系統(tǒng)中,構成了改進型Smith-Fuzzy PID參數(shù)自整定控制系統(tǒng),如圖2所示。該系統(tǒng)同時完成兩個功能,即在對時變系統(tǒng)控制的同時,也對滯后環(huán)節(jié)進行補償。

圖2 改進型Smith-Fuzzy PID參數(shù)自整定控制系統(tǒng)結構圖
2 改進型Smith-Fuzzy PID參數(shù)自調整仿真結果分析
根據(jù)已知被控對象的傳遞函數(shù)[2][9],建立其改進型Smith-Fuzzy PID參數(shù)自整定仿真模型,得到仿真結果如圖3所示。

圖3 改進型Smith-FuzzyPID參數(shù)自整定仿真
仿真結果表明,控制效果看似不如單獨采用改進型Smith控制方式,但改進型Smith-Fuzzy參數(shù)自整定控制兼顧了Smith控制和Fuzzy控制的優(yōu)點,調節(jié)時間減小,穩(wěn)定時間提前,既對純滯后特性有較好的補償作用,又對被控對象參數(shù)變化有較強的適應能力。
3 結束語
本文通過對改進型Smith-Fuzzy PID參數(shù)自整定控制方式,對熱連軋機負荷多變,干擾因素復雜的厚度系統(tǒng)進行在線實時控制,同時也能對滯后環(huán)節(jié)進行補償。仿真結果表明此方法對厚控系統(tǒng)中提高厚度精度以及其動態(tài)和穩(wěn)態(tài)性能有一定作用。對有色冶金行業(yè)提高帶材質量具有重要的實用價值。
[1] 顧波,孫和平,李智敏.預測外推在熱連軋機厚度系統(tǒng)中的應用[J].吉林林學院學報,2010(06):573-576.
[2] 顧波,魏偉,白晶.改進型Smith算法在熱連軋機厚度系統(tǒng)中的應用研究[J].重型機械,2016(03):13-15.
[3] 王宜賓.熱連軋帶鋼厚度智能控制系統(tǒng)研究[D].西安:西安建筑科技大學.2008.
[4] 舒暢.熱連軋板帶厚度神經(jīng)網(wǎng)絡預報模型及模糊控制方法研究[D].長沙:中南大學,2007.
[5] 王順晃,舒迪前.智能控制系統(tǒng)及其應用[M].北京:機械工業(yè)出版社,2005.
[6] 邱碧濤.模糊PID控制器在軋機厚度控制系統(tǒng)的研究[D].武漢:武漢科技大學,2008.
[7] 張進之,馬鵬翔.采用DAGC方法改進引進的厚度控制數(shù)學模型的研究及實踐[J].冶金自動化,2008.32(5):42-45.
[8] 王建輝,顧樹生.自動控制原理[M].北京:清華大學出版社,2008.
[9] 王正林,孫一康. 帶鋼熱連軋AGC系統(tǒng)實時仿真[J].北京科技大學學報,2006.28(2):171-174.
[10]Garber E A, Kozhe I A, Traino A I,et al. Novel methods for cold rolling process modeling, providing cold rolled strip quality improvement and continuous mill rolling speed increase[C]∥Proceedings of 2007 Second IEEE Conference on Industrial Electronics and Applications. Piscataway: IEEE,2007:2770-2774.
[11]Wang Guodong.Advantages andPotentials of E~2Strip-A Subversive Strip Casting Technology for Production of Electrical Steels[J],State Key Laboratory of Rolling and Automation, Northeastern University; 2015.
Application and research of improved smith-fuzzy pid parameters self-adjustingin hot strip rolling mills gauge system
GU Bo1,WEI Wei1,QU Yong-Yin2
(1.Department of Information and Control Engineering ,Shenyang Institute of Science and Technology,Shenyang 110000,China;2.College of Electrical and Information Engineering,Beihua University, Jilin 132021, China )
The thickness control system of hot strip mill has the characteristics of high nonlinearity, time variation and pure time delay. The improved Smith algorithm is used to compensate the fluctuation of strip thickness due to the pure lag. In this paper, the time variation of parameters is combined with Fuzzy-PID parameter self-tuning control mode, that is, the improved Smith-Fuzzy PID parameter self-tuning. The simulation results shows that the adjustment time is reduced, and stable ahead of time, have a good compensation effect of time delay, and has a strong adaptability of changing parameter. Meanwhile, it has important practical value to improve the quality of the results of the strip non-ferrous metallurgical industry.
improved algorithm of Smith; Fuzzy-PID parameter self-tuning; time variation
2016-10-24;
2016-12-29
吉林省電力電子應用技術科技創(chuàng)新中心建設項目(吉科20090548)
顧波(1985-),女,吉林省吉林市人,講師,研究方向:電力電子與電力傳動。
TM241
A
1001-196X(2017)00-0030-03
