汽車門蓋壓合模具調試常見問題與對策
2017-06-06 12:36:59唐東勝奇瑞汽車股份有限公司
鍛造與沖壓 2017年6期
關鍵詞:調試
文/唐東勝·奇瑞汽車股份有限公司
汽車門蓋壓合模具調試常見問題與對策
文/唐東勝·奇瑞汽車股份有限公司
隨著人們生活水平的提高,人們對汽車品質的要求越來越高,就車身外觀而言,尤其對汽車覆蓋件的面品質量、綜合匹配的要求都很高。想要提升壓合總成制件的面品質量,保證制件尺寸穩定性、一致性就顯得非常重要。
門蓋包邊主流形式
壓合模具包邊
壓合模具的基本構成包括上模和下模,具體構件見表1和圖1。
機器人滾壓包邊
機器人滾壓包邊的基本構成包括滾壓部分和滾壓機體,具體構件見表2和圖2。
包邊專機
包邊專機結構基本構成包括壓料定位機構和專機機體兩部分,具體構件見圖3和表3。
主流包邊形式優缺點橫向比較表
從主流包邊形式優缺點橫向比較表中不難看出,采用壓合包邊形式比滾壓包邊和專機包邊較為明顯的優勢見表4。
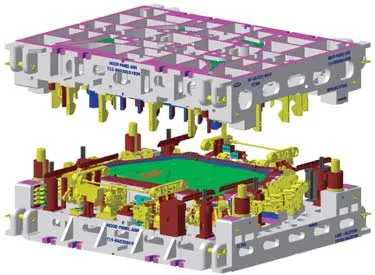
圖1 壓合模具結構示意圖

表1 壓合模具的基本構成
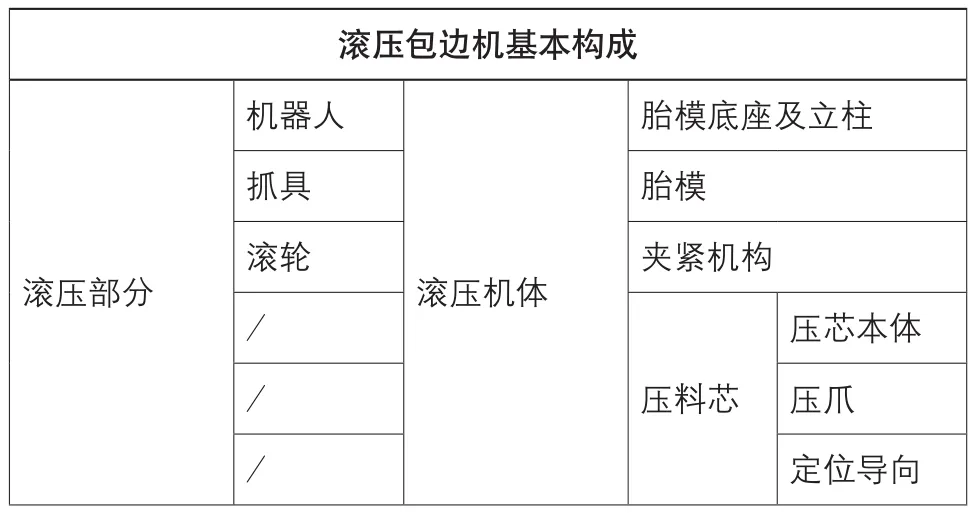
表2 滾壓包邊機的基本構成
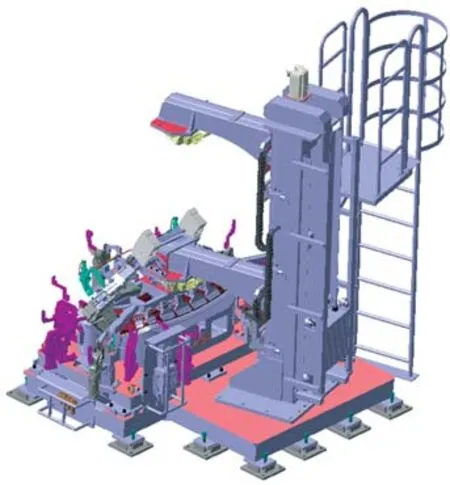
圖2 機器人滾壓包邊機結構示意圖
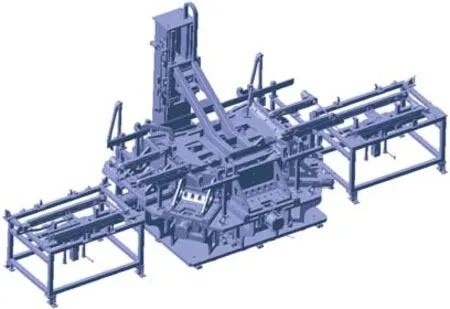
圖3 包邊專機結構示意圖
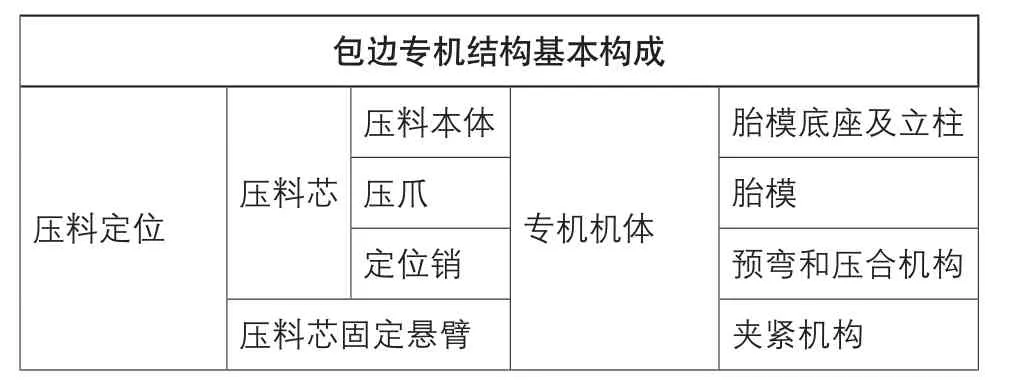
表3 包邊專機結構示意圖
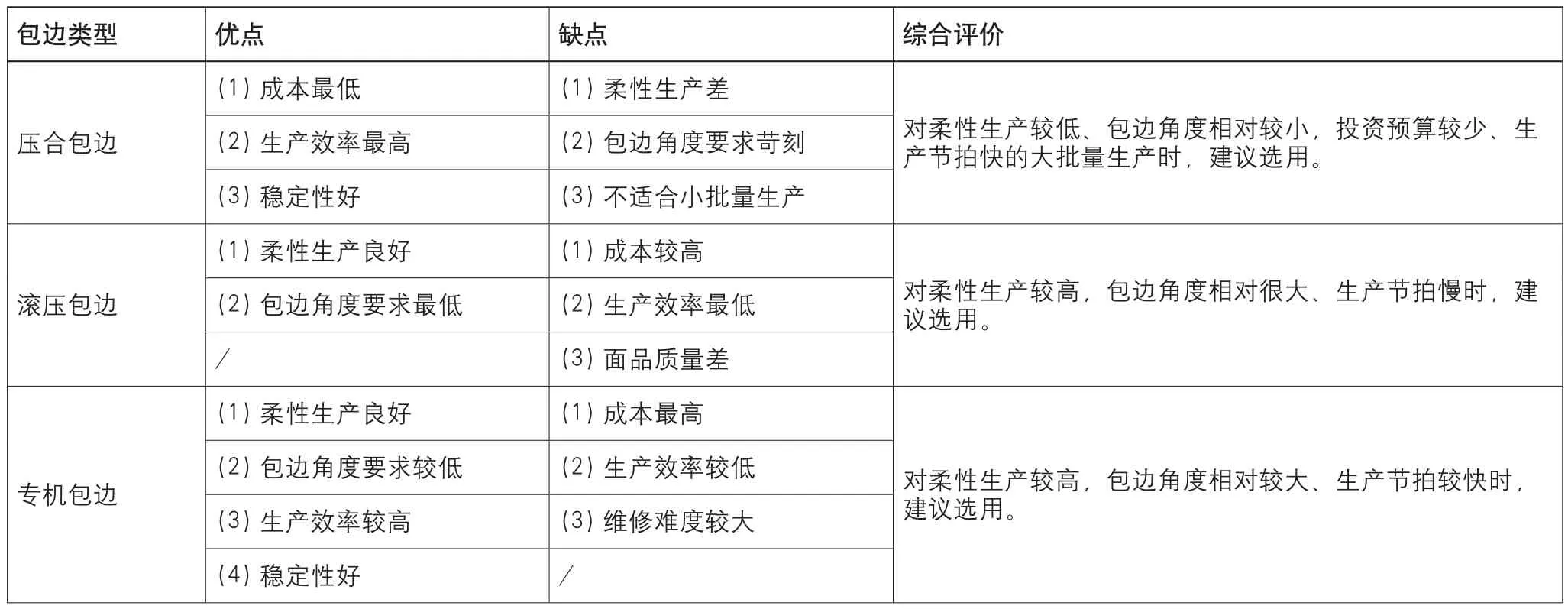
表4 主流包邊形式優缺點橫向對比表
壓合包邊過程及包邊類型
壓合包邊過程
壓合包邊過程為預彎初始→預彎結束→壓合開始→壓合結束。預彎刀初始接觸翻邊位置和角度是變化的,一般前期通過CAE模擬找出最佳位置及角度,后期主要通過現場實物調試。預彎結束的角度,前期通過CAE模擬找出最佳角度,后期根據實物進行持續改進,最終達到最佳預彎角度。預彎結束且達到最佳預彎角度后,原則上能使壓合后的制件面品達最佳狀態。壓合刀壓合結束,一般要求制件內外板貼合,無壓合面品缺陷,但局部拐角或特殊過渡位置除外。包邊過程示意圖見圖4。目前主流的壓合包邊式樣見圖5。
壓合常見缺陷
圖6所示的門蓋板壓合缺陷式樣見表5。
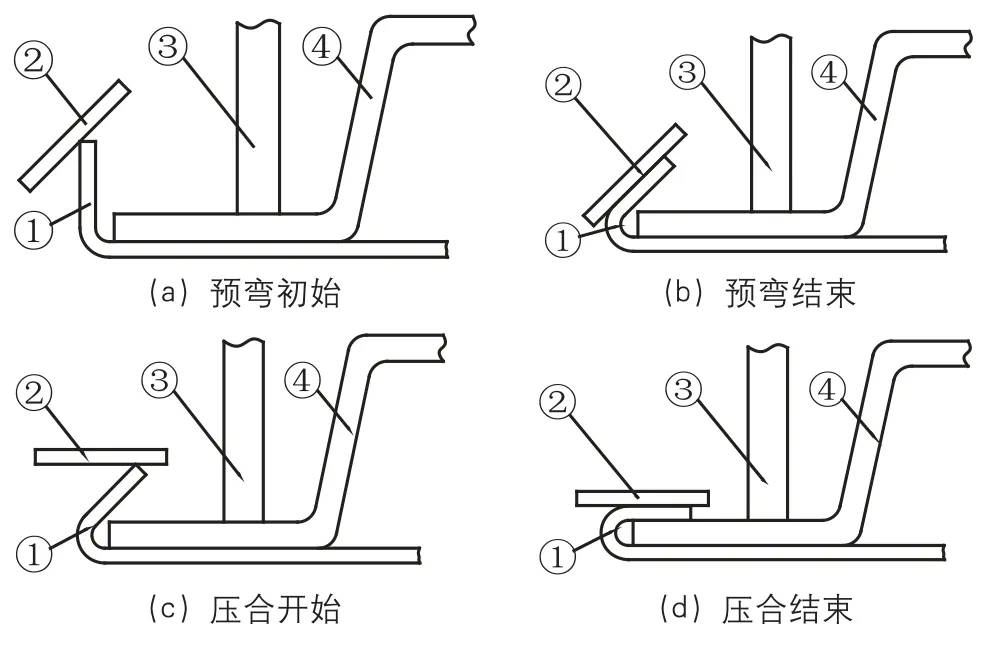
圖4 包邊過程示意圖
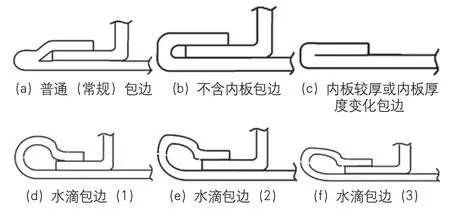
圖5 主流的壓合包邊式樣
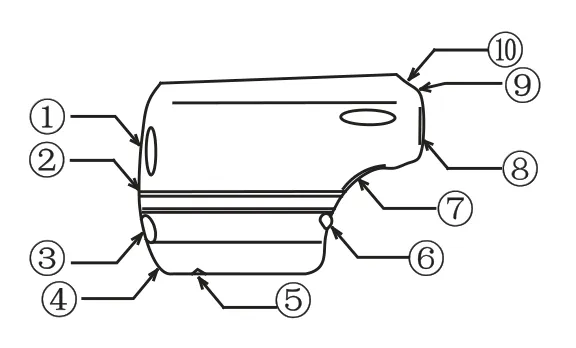
圖6 門蓋板缺陷簡圖
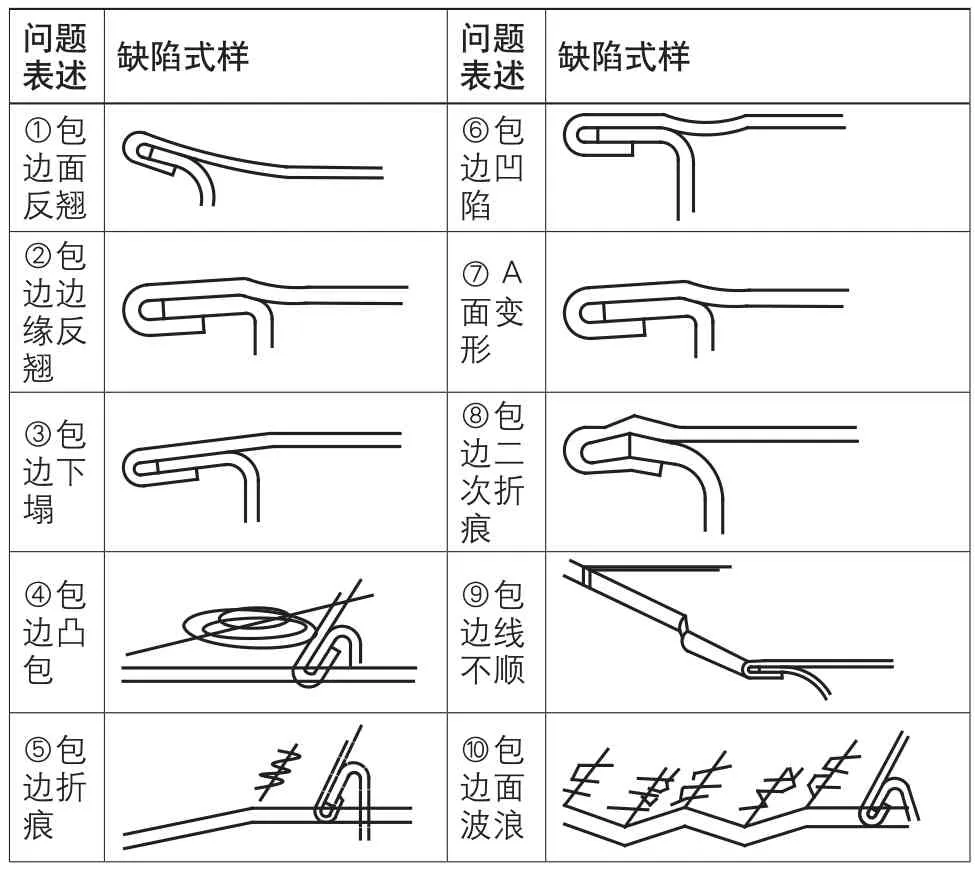
表5 門蓋板壓合缺陷式樣
門蓋壓合包邊模具調試常見問題與對策
下面介紹的問題在包邊模具調試過程中出現頻率相對較高,問題點比較典型。現場模具實物調試過程中遇到的各類問題,原因比較復雜,需要憑借模具調試人員、工程技術人員的經驗積累,在模具調試現場,針對具體問題采取相應解決措施。
典型問題1:包邊不實
包邊后的制件,包邊位置內、外板之間存在大于某一特定間隙(特定間隙一般行業公認為0.1mm),即內、外板包邊位置處的間隙大于0.1mm,我們統稱為包邊不實。
解決對策為提升壓合面研合率,并對局部未壓實的區域進行精研,可以適當的做局部強壓,強壓區域不能對包邊面面品質量產生影響。
典型問題2:內板外露
外板翻邊線過短或內板修邊線偏短,導致制件外板包不住內板,影響涂裝涂膠、甚至影響總成件功能。因此在模具制造過程中,對產品局部拐角區域,即對料邊敏感區域嚴格控制內、外板單件料邊公差。
典型問題3:R棱線不順、壓傷變形
外板單件翻邊輪廓線不順;包邊預彎接觸順序不合理、預彎角度不佳、外板單件翻邊線長度、過渡段長度不足等料邊變化過于劇烈的位置易于產生棱線不順等問題。
解決對策為首先控制包邊前外板單件翻邊輪廓線光順,再調試預彎刀預彎角度大小及壓合刀研合率(著色)。
典型問題4:雙棱線、棱線模糊等
制件預彎不到位、外板壓合過程竄動定位不穩等均易產生二次折線。可以通過調整預彎刀預彎角度;優化外板定位具定位的穩定性(外板定位具定位穩定性,一般受到外板定位具定位基準面與外板外輪廓R接觸位置處的間隙、外板定位具的布置位置影響)。
典型問題5:包邊面起皺
外板單件翻邊線局部過長或壓合預彎刀在預彎過程中,無法把包邊預彎局部產生的多余板料分散開來而導致包邊面起皺現象。
解決對策為優化包邊起皺位置外板單件的局部翻邊線長度,并嚴格控制料邊公差波動范圍。優化壓合包邊模具預彎刀在預彎過程中與制件的接觸先后順序,使得局部聚料起皺的位置優先接觸預彎刀,盡可能的把包邊局部聚料位置多余板料分散開,從而消除或減輕包邊起皺問題。
典型問題6:制件左右不對稱
制件左右不對稱,主要包括:發動機蓋左右側不對稱、行李廂蓋左右側不對稱、四門左右側不對稱。產生原因為外板單件本身左右不對稱而導致包邊總成不對稱;壓合包邊過程不良導致的不對稱;加工異常、現場鉗工師傅調試作業不規范、制造設備精度不夠等導致不對稱。
解決對策為首先盡可能的確保外板單件左右側對稱;壓合模左右側預彎刀及接觸時間盡可能的要求一致;嚴格把關模具制造過程(從設計到現場實物調試)的規范性及過程檢驗。
結束語
門蓋綜合匹配是整車綜合匹配當中一個關鍵部分。而門蓋匹配過程中出現的問題點涉及面廣,往往需要多部門不同專業之間相互協作,共同參與解決。鑒于此,近年來隨著主機廠對專業技術的進一步細分,把門蓋包邊作為專項技術進行研究,國內研發領先的自主品牌車企在這方面也取得了初步發展,與之相關專業技術標準等也初步建立,從而規避了項目開發過程中容易產生的絕大多數問題。
猜你喜歡
電子制作(2018年12期)2018-08-01 00:47:44
石油化工建設(2018年1期)2018-07-10 09:49:50
制造技術與機床(2017年6期)2018-01-19 02:41:21
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
石油化工建設(2015年5期)2015-12-01 04:17:19
電子設計工程(2015年3期)2015-02-27 12:04:00