汽車沖壓件的工藝分析及應用
2017-06-06 12:36:59楊慶波一汽轎車股份有限公司
鍛造與沖壓 2017年6期
文/楊慶波·一汽轎車股份有限公司
汽車沖壓件的工藝分析及應用
文/楊慶波·一汽轎車股份有限公司
沖壓加工是金屬塑性加工的基本方法,是靠沖壓設備和模具實現對板料毛坯的塑性加工過程。沖壓加工方式是一種高生產率、低耗材的加工方法。產品具有較高的尺寸精度,互換性好,且操作簡單易于實現機械化和自動化,因此在機械加工各個領域已經得到了廣泛的應用。
本文重點介紹了沖壓工藝設計階段應考慮的相關因素,對零件成形過程中工藝孔和工藝補充的應用進行描述和分析,對結構特殊零件模具結構改進進行分析,應用TD技術解決厚板復雜結構零件拉毛問題,提高生產效率和延長模具壽命。
沖壓產品工藝性
在沖壓件的工藝分析中,應該重點研究沖壓產品的工藝特性。沖壓件的工藝性包括沖壓件的形狀與尺寸精度是否能夠用沖壓加工方法完成;能否應用最簡單、方便的沖壓工藝方法制造完成。要對沖壓產品進行工藝設計,首先要根據產品圖紙對沖壓件進行工藝性分析,其中主要是分析在不影響產品性能和使用的前提下,產品對沖壓工藝的適應性。一般情況下,對沖壓工藝影響最大的是零件的幾何形狀和精度要求。良好的沖壓工藝性能省料、省工序,模具易加工且壽命高,操作安全方便,產品質量穩定,經濟效益好。
汽車沖壓工藝一般以拉延工藝、彎曲工藝、沖裁工藝為主,掌握這三種典型沖壓工藝的要求,以便在沖壓工藝設計之初就提出對產品設計的改進要求。
⑴拉延工藝。拉延件凸緣與側壁的圓角半徑R及底部與側壁的圓角半徑R應盡量放大,圓角半徑大,能夠使零件容易拉延成形;拉延件應盡量對稱或采取左右對稱的拉延件;以便成雙拉延,然后切開為兩件。
⑵彎曲工藝。彎曲時應防止孔的變形,孔邊與彎曲處應有適當距離,以避免孔的變形,否則,應先壓彎后沖孔;彎邊長度不易過小;壓彎件應盡量考慮工藝孔定位和成雙壓彎,以改變受力情況。
⑶沖裁工藝。形狀應盡量能使材料合理排樣,減少廢料;直線或曲線連接處應有適當圓角,以利于模具的制造、維修和使用;避免過長的狹長外形;孔徑及孔距應符合最小尺寸要求。
汽車沖壓工藝分析及應用
合理設置工藝孔
為解決成形中外部材料無法進行補充帶來的問題,可以采取在拉伸毛坯的適當位置預沖出工藝孔,或拉伸過程中在局部變形區的適當位置沖切工藝切口。工藝孔大小應適中,孔太大,成形時頂部拉應力變小,容易造成翻孔現象;孔太小,頂部拉應力不能充分緩解,材料不能充分流入補充,則會造成頂部孔周邊開口或圓角處縮頸。
如某車型—支座構件(圖1),在一序落料后二序為拉延成形工序,其成形深度為72mm。在拉伸過程中,零件內孔被內工藝補充材料封閉,形成拉伸件內部反成形形狀。這部分形狀的成形不能靠外部材料進行補充,只能靠該部位毛坯的脹形(即厚度變薄)來實現面積的增大。從而使這部分材料在沖壓成形過程中容易出現破裂,且裂紋容易擴展到修邊線以外(即沖壓件上),甚至整個破裂都發生在沖壓件上。同時在拉延成形中,毛坯在凸模圓角處一直承受著材料延展的拉應力,并且還受到凸模圓角的壓應力,使這部分材料變薄最為嚴重。

圖1 某車型—支座構件
只做構件的產品,分析后決定在一序落料工序件對角預沖出1個φ12mm和1個φ15mm的工藝孔(圖2)。這樣,可以使成形區內部材料向外補充,因而減少危險區的拉應力,使容易破裂的區域的變形情況得到改善,同時可以從相鄰區域里得到材料補充,避免破裂的發生。同時,這兩個工藝孔還可以作為下道工序的定位使用。實踐證實,該方法有效解決了產品拉延工序局部材料易破裂的問題。
因此,對于一些拉伸深度較深或脹形變形較大、容易產生破裂的部位,若正好存在內工藝補充部位,則應在拉伸工序中考慮增加工藝孔或工藝切口來改變毛坯的變形程度,消除破裂因素。
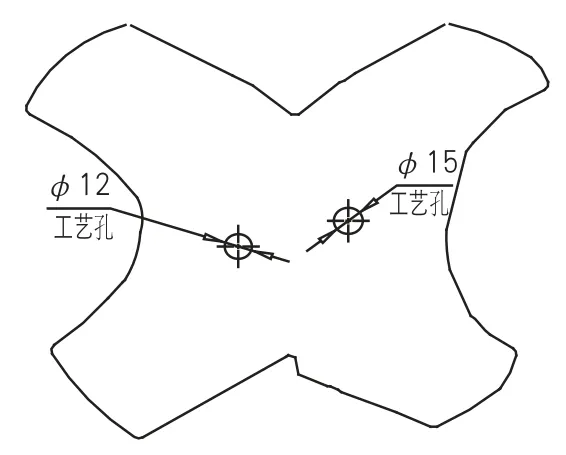
圖2 構件上的工藝孔
合理設置工藝補充
工藝補充是指為了順利拉伸出合格的制件、在沖壓件的基礎上添加部分材料。工藝補充不僅對拉伸成形起著重要影響,而且對后序修邊、整形、翻邊等工序的進行也有很大影響。在拉伸復雜曲面制件時,當其拉伸件帶有很深的凹坑或有較大的凸起及鼓包時,在拉伸成形時,往往由于不能從坯料的外部得到材料的補充而造成零件的局部破裂。這時,為了避免這種現象,就需要考慮在成形工序前的預成形過程中預留出部分工藝補充材料,使容易破裂的區域從工藝儲備材料中得到材料的補充。
圖3為某車型底盤產品右/左框架加強板,產品局部存在較深的成形凹坑,該位置的成形過程中材料流入量不足以形成零件的既定形狀,零件的成形主要是依靠材料的局部變薄而成形。在成形時凹坑頂部圓角變形區材料同時承受雙向拉應力,徑向產生伸長變形,導致厚度減薄,超過材料變形承擔時,導致凹坑頂部破裂(圖4)。
在不能靠外部材料的流入來補充的情況下,這時為減少頂部變形區拉應力,在第一道工序預拉伸時在后序凹坑位置處,預成形出一個中心凸起的工藝材料補充鼓包(見圖5),使材料充分儲備。該工藝補充在二次成形時使用,可以解決外部材料流入量不足而產生制件開裂的問題。在預留工藝材料補充時,如果該工藝補充在第一次凸起預成形中,凸模圓角半徑過小,儲備的材料不足,使該工藝補充在最終成形工序中過早參與了變形,導致頂部材料減薄,也會造成凹坑處破裂。


圖5 工藝材料補充鼓包
模具結構改進
常見的U形零件如果左右兩側同時需要修邊時,為保證操作的方便,使產品生產中能實現上下自如的取放件操作,模具上通常采用兩側斜楔機構進行同時修邊。如某車型底盤零件—左右固定架第三序修邊工序,就采取了雙側斜楔同時修邊模具結構,如圖6所示。
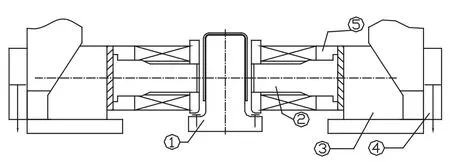
圖6 雙側斜楔同時修邊模具結構
但上述結構的模具在生產中發現局部修邊凸凹模鑲塊經常出現崩刃現象,使產品產生倒向凹模內側的毛刺,而該毛刺又使制件卡在凹模上難以被取出。分析原因為該產品形體偏細高,其修邊凹模鑲塊工作中受到不斷振動后難以可靠固定在下模座中。同時由于制造精度的原因及生產中經常需維修兩側凸模,導致斜楔機構凸模無法保證,同時接觸制件和凹模并進行修邊,而這種不同步更是加劇了凹模鑲塊在生產中受到的振動,使凸、凹模產生崩刃現象,從而產生毛刺。因此,對于這種類型產品,通常采用的雙側斜楔修邊模具結構不但無法實現方便的操作,還使產品產生毛刺,同時導致模具需要頻繁拆卸維修,無法保證正常生產。
為保證產品質量,解決左右固定架在生產中出現的上述問題,現對該產品三序修邊模具進行結構改進。取消了斜楔側修機構,改為一般的上下垂直沖壓方向,同時將兩側斜楔修邊的模具結構改為在一套模具中實現先修一邊后再修另一邊的雙槽模具結構(圖7)。
該模具結構將原模具復雜的兩側斜楔機構修邊改為通常的上下方向垂直修邊,簡化了模具結構,使模具維修更方便;同時消除了原模具中凹模鑲塊難以固定和斜楔不同步而產生的振動問題,使產品不再產生毛刺,實現產品正常的生產操作。該實例為類似零件的沖壓工藝提供了借鑒的依據,并提出了解決類似產品問題的新思路。
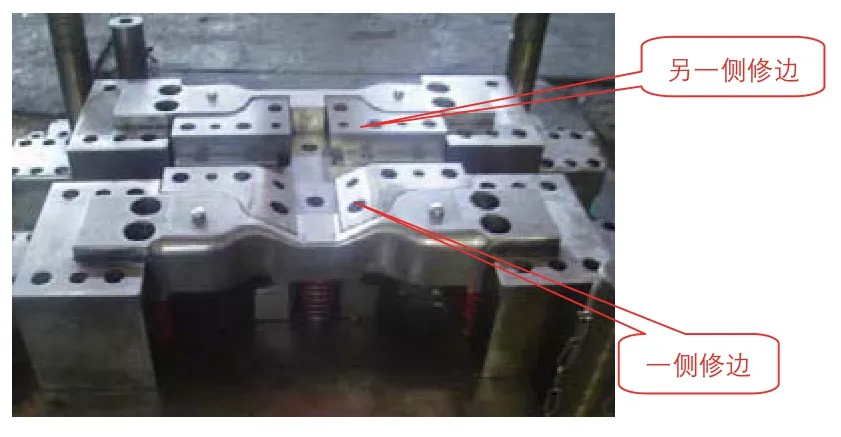
圖7 先修一邊后再修另一邊的雙槽模具結構
復雜成形工藝中TD新技術的應用
圖8為某車型副車架—左右縱臂,其形狀十分復雜,型面和尺寸精度要求均較高,且料厚達到3.4mm。因此,盡管其第三序成形模具鑲塊熱處理后硬度已達到58~62HRC,但由于在產品成形過程中模具凹模局部R角位置受到劇烈摩擦,導致模具凹模表面頻繁產生拉毛甚至積瘤,極大降低了凹模表面光潔度,使材料在沿凹模表面滑動過程中受到較強的阻力,在成形最深的圓窩位置產生縮頸甚至破裂現象。在經過全面了解和比較后,認為可以采用一種模具表面超硬化處理新技術,即TD覆層處理技術(圖9),以解決上述產品和模具出現的問題。

圖8 某車型副車架—左右縱臂
TD模具表面超硬化處理技術是采用金屬碳化物擴散覆層原理,在一定的處理溫度下將工件置于硼砂熔鹽及其特種介質中,通過特種熔鹽中的金屬原子和工件中的碳、氮原子產生化學反應,擴散在工件表面而形成一層幾微米至二十余微米的釩、鈮、鉻、鈦等金屬碳化層。

圖9 采用TD涂層技術鑲塊
TD覆層處理技術具有以下技術特點:①模具表面硬度大大提高,全面解決磨損、拉毛等現象;同等工況下,使用壽命平均提高十倍以上。②與基體冶金結合,表現出最優異的抗剝離性,可反復處理。③不論工件形狀如何,都能形成均勻的被覆層,處理過程中模具變形較小。④被覆后的表面粗糙度與處理前大致相同,若母材表面加工光滑,處理后可直接使用。
采用TD覆層處理技術可以徹底解決模具磨損、拉毛等現象,產品成形表面質量良好(圖10)。不用經常拆裝、維修模具,勞動效率大幅提高,并使模具使用壽命大大提高,同時降低了模具的維修費用,還可使產品廢次品率大幅降低。
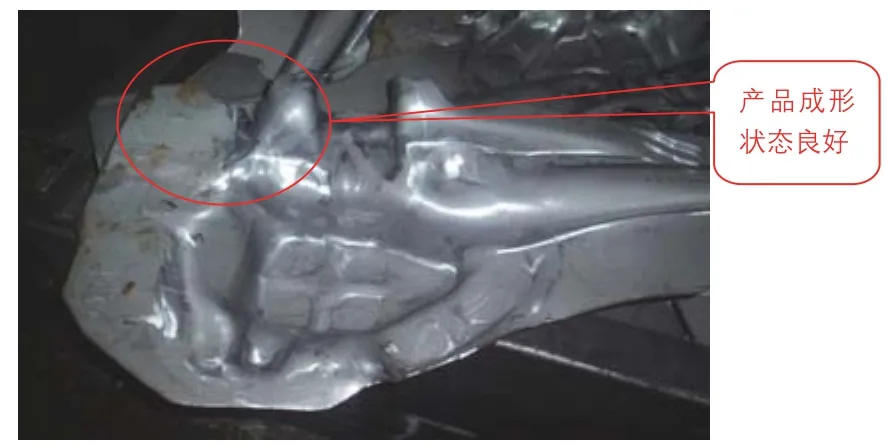
圖10 產品成形狀態良好
大量實踐證明,TD覆層處理是目前解決模具拉傷和復雜型面產品拉伸問題的經濟而有效的方法之一,并可將模具的使用壽命提高數倍至數十倍,極具使用價值。TD覆層處理技術在解決汽車高強度鋼板和厚料板沖壓模具表面拉傷問題和提高模具壽命方面效果顯著,其應用將會越來越多。
結束語
綜上所述,汽車沖壓產品的工藝分析必須認真研究產品的使用性能和精度要求,結合現有生產條件,加以認真的分析和研究。對難度較大或復雜的零件,可以采取理論分析和經驗積累并行,以工藝分析結論解決實際生產中的難題。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14