厚壁空心件輥鍛工藝模擬研究
2017-06-01 12:29:24劉化民王磊吉林大學輥鍛工藝研究所
鍛造與沖壓 2017年1期
文/劉化民,王磊·吉林大學輥鍛工藝研究所
厚壁空心件輥鍛工藝模擬研究
文/劉化民,王磊·吉林大學輥鍛工藝研究所
基于剛塑性有限元軟件DEFORM-3D,模擬了厚壁空心件輥鍛的成形過程,分析了變形區特點、金屬流動規律及等效應變場分布狀態,研究了摩擦系數、壓下量對厚壁空心件輥鍛的影響,揭示厚壁空心件與實心件輥鍛過程兩者延伸量、展寬量及上模載荷的差異。對比分析實驗結果和模擬結果,表明借助DEFORM-3D的數值模擬可準確地預測輥鍛件的成形效果。增加整形輥鍛道次后,圓斷面的橢圓度已經消失,獲得了高質量的成形件,為指導厚壁空心件的實際生產提供參考依據。
輥鍛是采用軋輥作為工具,通過軋制工藝生產鍛造工件。它具有設備噸位小、生產效率高、工件尺寸穩定等優點。近些年,國內外對輥鍛工藝的模擬做了大量研究,通過模擬坯料在圓—橢圓—圓型槽系中的制坯輥鍛變形過程,分析不同變形參數和型槽結構對應力應變的影響,證明輥鍛制坯是一種高效率、低投資的制坯手段。王華君等模擬前軸輥鍛成形,對比模擬結果與實驗結果,顯示二者金屬流動的一致性。蔣鵬等模擬鐵路貨車鉤尾框精密輥鍛過程,對輥鍛成形的各道次模具載荷等情況進行分析,為精密輥鍛工藝及模具設計提供參考依據。隨著市場對空心件需求的增多,人們正在尋求一種高效率、低投資的厚壁空心件成形方法。S.Urankar等討論空心件楔橫軋的臨界摩擦值,得出管坯被壓碎與管坯材料、壁厚和斷面收縮率有關系。秦敏、李繼光等通過DEFORM-3D模擬分析了空心車軸的徑向鍛造。
目前,對厚壁空心件輥鍛工藝的研究仍較少,本文采用DEFORM-3D有限元軟件對厚壁空心件的輥鍛過程進行數值模擬,并進行了試驗研究,為厚壁空心件輥鍛工藝開發提供參考。
輥鍛工藝模擬參數設置
模擬采用的是DEFORM-3D軟件,幾何模型是在CATIA中構建的。管坯材料為40 Cr,管坯外徑40mm,壁厚為4mm,模具材料為5CrNiMo。毛坯與模具之間的摩擦類型采用剪切摩擦,摩擦因子取0.25。為了模擬實際操作的機械手,定義管坯運動方向只為X軸方向。坯料的初始網格單元42636個,10183個節點。工件的初始溫度為1050 ℃,輥鍛模溫度為室溫,輥縫距離為2mm,輥鍛模公稱直徑是400mm,鍛輥的角速度為4.19rad/s,模擬共2道次,且每道次模擬步數均為100步,步長為0.003s,且每道次輥鍛后工件需翻轉90°后方可進入下一道次。
圖1所示為工件成形效果圖,表1所示為典型截面尺寸對比表.如圖1(a)所示為第二道輥鍛件整形前的形狀,表1數據顯示工件方截面或圓截面在Z軸方向的尺寸較Y軸方向約大2mm。原因是輥縫的方向是Z軸方向,由于貼近輥縫處的金屬不受模具的約束,處于自由狀態,在模具徑向壓力和摩擦力的作用下,根據最小阻力定律,金屬會向輥縫里流動,從而引起上述情況。
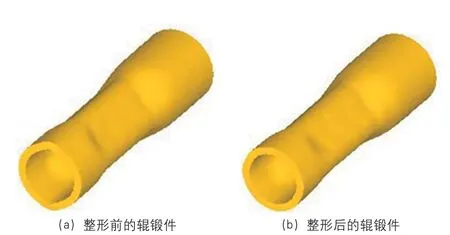
圖1 工件成形效果圖

表1 典型截面幾何尺寸對比
為了解決典型截面形狀在Y軸與Z軸方向尺寸不一致問題,消除輥縫對空心件輥鍛過程的影響,增加整形輥鍛,即第二道輥鍛后使工件沿軸線翻轉90°后重新進入第二道輥鍛模的型槽,并保持與模具的接觸位置與前兩道次一致,從而提高輥鍛件尺寸的精度.如圖1(b)所示為整形后的輥鍛件形狀,從表1中可以看出,典型截面形狀在Y軸與Z軸方向的尺寸問題有明顯的改善。
工藝參數對空心件輥鍛變形的影響
壓下量對空心件輥鍛工藝的影響
圖2所示為壓下量與空心件延伸量、展寬量的關系.圓管坯在橢圓型槽內完成第一道次輥鍛,以壓下量為變量,模擬研究壓下量對坯料展寬和延伸的影響,如圖2(a)所示。隨著壓下量的增加,坯料的展寬量呈線性增加,延伸量略有增加。
橢圓管坯在第二道型槽輥鍛,壓下量對展寬量及延伸量的影響曲線如圖2(b)所示。隨著壓下量的增加,展寬量開始緩慢增加,當壓下量為10.5mm時,展寬量驟然增加;隨著壓下量的增加,開始延伸量同樣緩慢增加,當壓下量為8.5mm時,延伸量呈大幅增加趨勢。因此,在橢圓型槽輥鍛時,以展寬為主;在圓形型槽輥鍛橢圓管坯時,展寬和延伸均有臨界點。
壁厚對延伸量、展寬量的影響
圖3所示為壁厚與延伸量、展寬量的關系.管坯壁厚與延伸量的關系曲線如圖3(a)所示。在橢圓型槽輥鍛過程中,圓管坯的延伸量隨著壁厚增加呈線性增加趨勢,這是由于壁厚增加,徑向及橫向阻力增大,展寬量減小,促進金屬縱向延伸。在第二道模型槽內輥鍛,橢圓管坯的延伸量隨著壁厚的增加而增加。壁厚為4mm~8mm,延伸量增加迅速;壁厚為8mm~12mm,延伸量增加緩慢;在工件接近實心棒料時,延伸量不再增加。
管壁厚與展寬量的關系曲線如圖3(b)所示。在橢圓型槽輥鍛過程中,圓管坯的展寬量隨著壁厚增加而減小,這是因為金屬沿型槽橫向流動的阻力增大,展寬量減小。在由圓截面段、方截面段及其過渡段組成的型槽內,橢圓管坯的展寬量隨著壁厚的增加而呈線性增加。
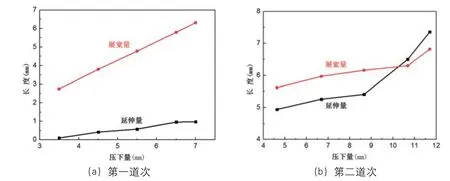
圖2 壓下量與空心件延伸量、展寬量的關系
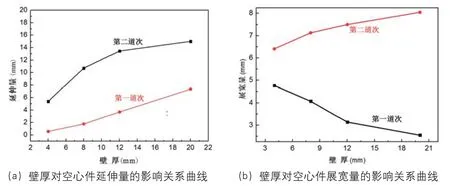
圖3 壁厚與延伸量、展寬量的關系
摩擦系數對輥鍛工藝的影響
輥鍛模與坯料之間的摩擦系數是影響坯料咬入的主要因素,也是影響前滑的重要因素。對于實心件,延伸量隨著摩擦系數增大而減小,且不同的摩擦系數對輥鍛件延伸量的影響較大。實際生產時常發現兩種情況:⑴使用潤滑劑會降低摩擦系數,從而輥鍛出延伸較長的工件;⑵有些輥鍛模具由于使用時間較長,型槽磨損嚴重,導致模具型槽的表面粗糙,摩擦系數增大,導致金屬縱向延伸的阻力增大,常會出現輥鍛后坯料延伸不足的現象。圖4所示為摩擦系數對厚壁空心件延伸量的影響曲線,從圖中可以看出,圓管坯在橢圓型槽中輥鍛時延伸很小,延伸量均不到1mm;第二道輥鍛的延伸量較第一道大,延伸量約5~6mm,摩擦系數為0.4時,第二道次延伸量最大,約6mm。圖中對比了在相同工況條件下,實心件輥鍛摩擦系數與延伸量的關系,從圖中可以看出,第二道次比第一道次延伸量大,與空心件規律相同,但兩道次延伸量均比空心件大。第二道次,延伸量隨摩擦系數的增加而減小,其變化規律與空心件不同。
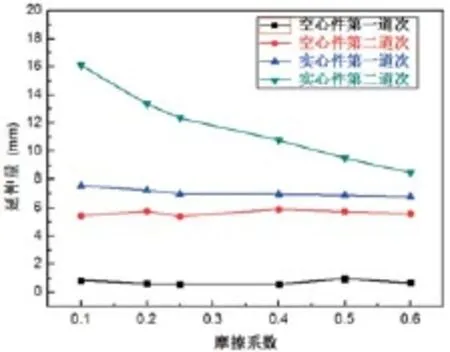
圖4 摩擦系數對厚壁空心件延伸量的影響曲線
厚壁空心件與實心件上輥鍛模載荷的對比
輥鍛過程坯料在X軸方向發生延伸變形、Y軸方向發生壓扁變形、Z軸方向發生展寬變形,且每道次輥鍛過程坯料都經歷三個階段:咬入階段、穩定輥鍛階段及與模具分離階段。圖5所示為空心件的三道次輥鍛載荷曲線,圖6所示為相同條件下實心件的上輥鍛模載荷曲線。從圖中可以看出,空心件輥鍛比實心件輥鍛載荷小很多,上述模擬結果對空心件輥鍛設備選型具有參考價值。
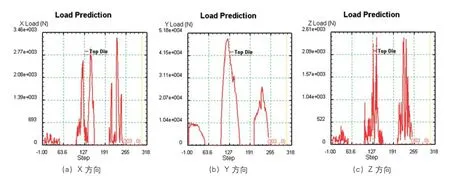
圖5 空心件的上輥鍛模載荷曲線(Load Prediction:載荷預測;X load:X軸方向載荷;Y load:Y軸方向載荷;Z load:Z軸方向載荷;step:模擬工步,Top Die:上模)
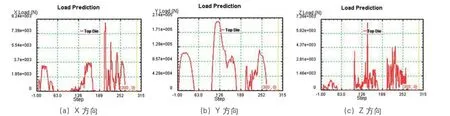
圖6 實心件的上輥鍛模載荷曲線(Load Prediction:載荷預測;X load:X軸方向載荷;Y load:Y軸方向載荷;Z load:Z軸方向載荷;step:模擬工步,Top Die:上模)
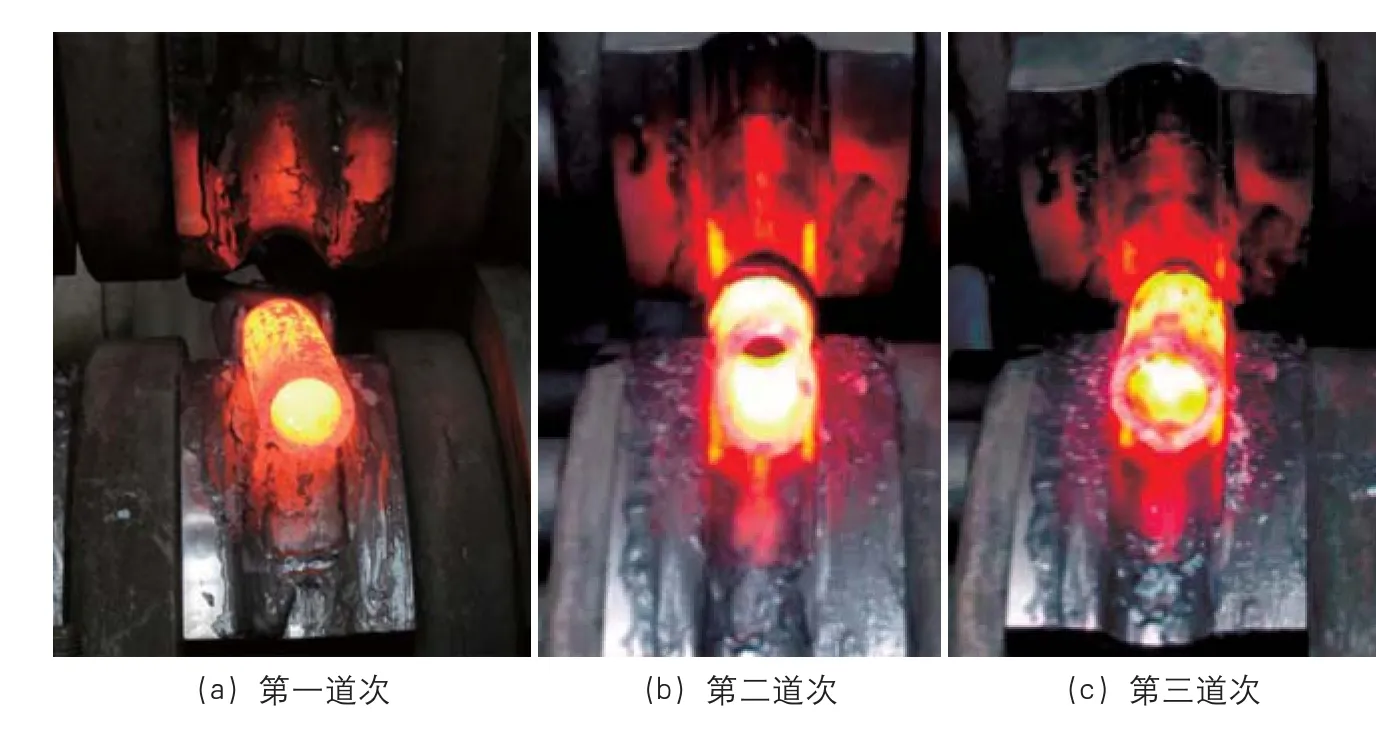
圖7 空心件輥鍛試驗
工藝試驗
在D42-400雙支承輥鍛機上進行厚壁空心件輥鍛的實驗,工藝流程如下:下料φ40mm′4mm′125mm→中頻加熱到1050℃→兩道次輥鍛→整形輥鍛→冷卻。管坯端部留有20mm的夾鉗尺寸,每道次輥鍛后都需要將鍛件沿軸向翻轉90°進入下一道次輥鍛。因為厚壁空心件輥鍛時延伸量較小,所以輥鍛前有必要在模具型槽上涂石墨乳進行潤滑,這不僅能提高輥鍛件的表面質量,減小坯料與模具間的摩擦力,提高模具的使用壽命,還有利于管坯的縱向延伸,圖7所示為空心件輥鍛試驗。
圖8所示為試驗產品,金屬在型槽內流動性好,過渡段成形質量良好,且無飛邊產生,與數值模擬產品基本一致,證明了輥鍛成形厚壁空心件是可行的,為實際應用提供了參考依據。
結論
(1)由于兩道次輥鍛每道次壓下量過大導致工件成形質量差,通過增加整形輥鍛,典型截面段的尺寸精度有明顯的提高。
(2)第一道次輥鍛,摩擦系數對厚壁空心件輥鍛延伸影響較小;隨著壓下量的增加,坯料的展寬量呈線性增加,延伸量略有增加,在橢圓型槽輥鍛時,以展寬為主;隨著壁厚的增加,延伸量呈線性增加,展寬呈線性減小。

圖8 試驗產品
(3)第二道次輥鍛,摩擦系數對實心件延伸量影響較大,而對空心件的延伸量幾乎沒有影響;隨著壓下量的增加,在圓形型槽輥鍛橢圓管坯時,展寬和延伸均有臨界點。隨著壁厚的增加,其延伸與展寬量均呈增大趨勢。
(4)輥鍛空心件所需的成形力較實心件小很多,因此,在實際生產中,對空心件的輥鍛可以使用較實心件小的設備,或用同樣的設備可生產尺寸更大的空心輥鍛件。
