民用飛機復合材料技術簡述
2017-05-30 17:59:23蘇大帥
大東方 2017年10期
關鍵詞:復合材料
蘇大帥
摘 要:本文立足于我國民用飛機事業(yè)的興起,著重闡述了與民用飛機設計制造息息相關的復合材料技術。現(xiàn)在復合材料在先進民機制造上用的越來越多,一架飛機是否先進很大程度上取決于復合材料的應用狀況。鑒于復合材料的重要性,本文從復合材料的基本概念到先進的復合材料技術進行了詳細的闡述,并提出了自己的希望和建議。
關鍵詞: 復合材料,民用飛機,復合材料成型技術,LCM,AFP
一、引言
發(fā)展大型飛機已被列入我國中長期科技發(fā)展規(guī)劃,中國商飛公司已經(jīng)成立,中國大型飛機產(chǎn)業(yè)的春天已經(jīng)來臨,中國民用飛機繁榮發(fā)展的時期已經(jīng)到來。中國商用的大型飛機不但要滿足國內需求還要銷往全世界,參與國際競爭,這就要求中國的大型飛機必須滿足國際上的需求,滿足國際標準。復合材料技術在大型飛機上的應用已經(jīng)是未來飛機制造的趨勢,是評判一架飛機是否先進的重要指標,也是客戶是否決定購買的一個重要因素。我國自主研制的大飛機也離不開復合材料技術,也需不斷提高復合材料的應用比例。復合材料在民用飛機上的應用,離不開復合材料技術的發(fā)展。
本文主要闡述民用飛機上應用的復合材料及復合材料技術,并對我國大飛機用復合材料技術發(fā)展提出希望和建議。
二、民用飛機用復合材料和復合材料技術
(1)民用飛機用復合材料
復合材料開發(fā)源于軍用飛機結構減重、提高效率需求。復合材料即人造的、具有金屬材料高強度、高模量性能特征的非金屬材料。在大型飛機上應用的主要是結構復合材料,結構復合材料是由兩大組分(增強材料和基體材料),三個結構單元(連續(xù)纖維、基體、界面)構成。增強材料一般是纖維增強材料,主要有碳纖維和玻璃纖維;基體材料主要是樹脂基體,包括環(huán)氧樹脂、雙馬來酰亞胺及熱塑性樹脂等。第一代復合材料1980年后大量使用,增強體為高強碳纖維T300、AS4等,增強體為脆性或改性熱固性環(huán)氧如5280、3501-6等,多采用熱壓罐內固化;新一代復合材料增強材料為中模量高強碳纖維如T800H、T800S、IMS,基體材料為高溫固化增韌樹脂有3900-2、977-2、M21,自動化、整體化工藝得到應用。
(2)民用飛機復合材料技術
目前,民用飛機采用的復合材料技術主要有液態(tài)復合成型(LCM)和自動化鋪層、拉擠(Pullrusion)和熱塑性樹脂成型/焊接技術等新型制造技術,這些新技術的發(fā)展和應用如虎添翼的促進了復合材料成本的降低和應用的擴大。
①液態(tài)復合成型(LCM)
液態(tài)復合成型(LCM)主要有樹脂轉移模塑(RTM)和樹脂膜浸滲(RFI)兩種制備技術。由于LCM 技術具有成本低、周期短、質量高、工作環(huán)境好和有利于結構整體化等優(yōu)點, 使原來在減重方面就占優(yōu)勢的樹脂基復合材料如虎添翼, 顯著增強了與金屬材料的競爭力。
RTM適于形狀較為復雜的制件,并且可以根據(jù)載荷對纖維分布進行設計。F-35垂尾是首次采用RTM(樹脂轉移模塑)成型技術的全復合材料整體尾翼構件,其規(guī)格很大(長3.6m,重90kg),結構復雜,使垂尾的零件數(shù)從原來13個減至1個,緊固件取消了1000個,制造費用減少60%以上;F-22的進氣口、前機身部分隔框、梁和駕駛艙地板加強件等400多個RTM構件。
采用RFI技術對于受力均勻的大型薄壁構件,如壓力艙隔板,可以大幅度降低成本。波音787地板橫梁、A380襟翼軌梁、A380壓力隔框均采用了RFI技術制造。
②自動鋪層
自動化鋪層則分為ATL(自動鋪帶)和AFP(自動鋪絲)兩種制備技術。共同特點是使用航空級預浸料,數(shù)字化、自動化制造。自動鋪絲技術主要用于機身等大曲率部件成型。
自動鋪帶技術主要用于機翼壁板等小曲率部件成型。自動鋪帶技術的另一種應用是制造翼梁,先整體鋪放平板,然后采用熱成型工藝形成翼梁后再固化,生產(chǎn)效率提高33倍[2]。自動鋪帶技術(ATL)也普遍應用在機翼、尾翼、中央翼蒙皮類等主承力復材構件上。例如美國海軍A6轟炸機機翼,F(xiàn)-22戰(zhàn)斗機機翼,波音777飛機機翼,水平和垂直安定面蒙皮都采用了這項技術。
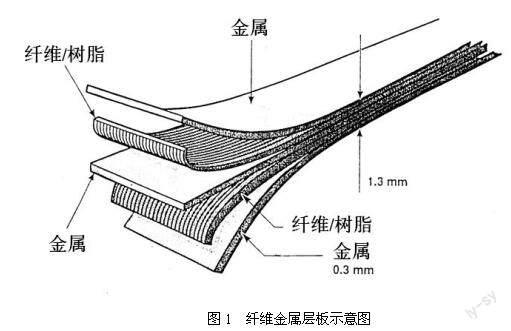
③層間混雜復合材料(纖維金屬層板)
層間混雜復合材料,如圖1,經(jīng)歷了如下發(fā)展:第一代ARALL (Aramid Aluminium Laminate, 即芳綸纖維鋁合金層板)→第二代GLARE(玻璃纖維鋁合金層板)→第三代CARE(碳纖維鋁合金層板)→第四代TiGr(石墨纖維鈦合金層板)。
ARALL ( 芳綸纖維鋁合金層板) 存在芳綸纖維容易在疲勞過程發(fā)生斷裂和成本較高的缺點,與ARALL相比,GLARE的密度較高和模量較低,但其成本顯著降低,而且顯著提高了疲勞性能、拉伸強度、壓縮性能、沖擊性能和阻尼性能[3]。CARE(碳纖維鋁合金層板)很難徹底解決碳纖維與鋁合金之間的接觸腐蝕問題,因此迄今無商品化產(chǎn)品,而TiGr既無電化學腐蝕問題,又可進一步提高綜合性能(特別是高溫性能),因此就應運而生。
④先進拉擠技術(ADP)和熱塑性樹脂成型/焊接技術
拉擠成型工藝利用樹脂的熱粘流性和玻璃纖維的連續(xù)性、松弛壓縮性特點成型,適用于成型制造各種不同定截面的管、桿、棒、角形、工字形、槽形、板材等型材。筋條、長桁和地板梁一類復合材料構件采用手工鋪疊效率很低,但由于尺寸較小又不適于采用自動鋪放技術,通用拉擠技術難以保障其質量。日本JAMCO公司研發(fā)了ADP技術,采用單向和織物預浸料間歇連續(xù)拉擠成型制造梁類構件。ADP采用航空級預浸料、精確控制工藝使孔隙率小于1%、纖維含量達到65%[1],優(yōu)于標準熱壓罐制件性能。
三、結束語
復合材料技術在民用飛機上的應用越來越廣泛,中國要自己設計制造自己的大飛機,也必須注重復合材料技術的發(fā)展和應用。我國的復合材料技術已經(jīng)有一定的基礎,隨著我國大飛機事業(yè)的起飛,必將帶動我國復合材料產(chǎn)業(yè)的發(fā)展和升級,所有的材料工作者及相關企業(yè)需抓住機遇,迎接挑戰(zhàn),提升復合材料技術水平,推動我國大飛機事業(yè)的騰飛。相信在不久的未來,我國復合材料技術必定有質的飛躍,達到甚至引領世界先進水平。
參 考 文 獻
[1] High Performance Composite Magazines[J] .
[2] 李建龍. 大飛機復合材料結構制造技術[J].
[3] 曹春曉. 一代材料技術,一代大型飛機[J].航空學報,2008,29(3).
猜你喜歡
建材發(fā)展導向(2022年2期)2022-03-08 01:44:04
建材發(fā)展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業(yè)技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29