高精度冷拔鋼管內(nèi)模設計
2017-04-22 21:50:57孫磊厚
農(nóng)業(yè)科技與裝備 2016年11期
關鍵詞:設計
孫磊厚
摘要:介紹高精度冷拔鋼管內(nèi)模設計的材料選用,以及幾何參數(shù)選取原則、方法。針對實際使用過程中常出現(xiàn)的模具失效情況,指出設計中需要引起重視的問題,為提高模具使用壽命及降低冷拔機組能耗提供技術參考。
關鍵詞:冷拔鋼管;模具;設計;高精度
中圖分類號:TG335 文獻標識碼:A 文章編號:1674-1161(2016)11-0056-03
1 高精度冷拔厚壁鋼管的工藝流程與加工原理
1.1 工藝流程
高精度冷拔厚壁鋼管有2種:一種是冷拔加工一次即為成品的鋼管,另一種是冷拔加工多次才能成為成品的鋼管。
冷拔加工一次即為成品的鋼管生產(chǎn)工藝流程為:1) 加工鋼管工藝端頭→2) 酸洗除銹除油污等→3) 磷化表面、清洗→4) 皂化表面→5) 晾干表面→6) 冷拔→7) 制品檢驗。
冷拔加工多次才能成為成品的鋼管生產(chǎn)工藝流程為:1) 加工鋼管工藝端頭→2) 酸洗除銹除油污等→3) 磷化表面、清洗→4) 皂化表面→5) 晾干表面→6) 冷拔→7) 制品檢驗→8) 鋼管退火或回火處理去除材料塑性變形應力→2) 酸洗除銹除油污等→3) 磷化表面、清洗→4)皂化表面→5) 晾干表面→6) 冷拔→7) 制品檢驗。如此循環(huán)直至合格為止。
1.2 加工原理
高精度冷拔厚壁鋼管的加工原理是:通過內(nèi)、外模具限制材料的變形拉拔減小壁厚,達到高精度缸筒管的幾何尺寸要求。冷拔后的鋼管內(nèi)外表面粗糙度介于Ra 0.8~1.6 μm之間。模具正常使用情況下,冷拔后內(nèi)徑100 mm的27SiMn鋼管,如果以內(nèi)模外徑尺寸為基本尺寸,其內(nèi)徑偏差在-0.18 mm~+0.03 mm范圍內(nèi),與普通機械加工方式相比,內(nèi)孔的切削余量大大減少,方便內(nèi)孔采用精鏜、滾壓等工藝進行后續(xù)加工,并且由于冷拔后鋼管壁厚減小,導致鋼管長度比冷拔前毛坯狀態(tài)的長度有不同程度延長,提高材料的利用率。同時,由于材料的塑性變形,強度也得到了提高。目前,國內(nèi)常見的液壓高精度冷拔機組額定拔制力在1 000~15 000 kN之間。鋼管冷拔加工示意圖見圖1。
2 模具材料的選擇及加工工藝
冷拔模具材料一般選用45號優(yōu)質碳素結構鋼,Cr12,Cr12MoV,Cr5Mo1V冷作模具鋼或T7A、T8A等碳素工具鋼。
在冷拔過程中,雖然鋼管毛坯經(jīng)過磷化、皂化處理,在一定程度上減小了拔制時的摩擦力,但模具仍要承受很大的擠壓力和摩擦力。因此,不僅要求冷拔模具有較高的機械強度、硬度和耐磨性能,還要具有較長的使用壽命。合金工具鋼Cr12具有耐磨性高、淬火變形小和淬透性高等特點,多年的實踐表明,大截面模具制造材料推薦使用Cr12。
為消除材料內(nèi)部缺陷和提高其組織致密性,模具鋼棒材首先應經(jīng)過合理鍛造。譬如Cr12冷作摸具鋼屬萊氏體鋼,碳含量高,鋼中含有大量合金碳化物,經(jīng)軋鋼廠軋制后,碳化物即成帶狀分布,且軋制后的型材直徑越大,碳化物越粗,帶狀分布越嚴重。在模具制造過程中,鍛造工序對改善帶狀組織起決定性作用。對軋制原材料進行改鍛,不僅可以得到所需形狀尺寸、節(jié)約鋼材,還能提高金屬組織致密性,將氣孔和疏松壓實,焊合發(fā)裂部位,形成合理的纖維組織走向。同時,還能擊碎共晶碳化物,提高鋼材的強度、塑性、韌性,尤其是橫向性能大幅度提高。
生產(chǎn)實踐表明,Cr12材料制成的內(nèi)模的失效形式主要有局部崩裂、表面劃傷及過度磨損尺寸超差等,其中局部崩裂的主要原因是鍛造質量缺陷。對Cr12型模具鋼材料進行改鍛可大幅提高模具使用壽命,具有顯著的經(jīng)濟效益。Cr12鋼宜采用多向鐓拔法,總鐓拔次數(shù)應在6~8次,總鍛造比不少于15。模具鍛造、粗加工后經(jīng)熱處理再精磨到最終尺寸,保證達到設計要求的硬度、尺寸精度及粗糙度即可,表面硬度應不小于56 HRC。
3 內(nèi)模形狀幾何參數(shù)的選取
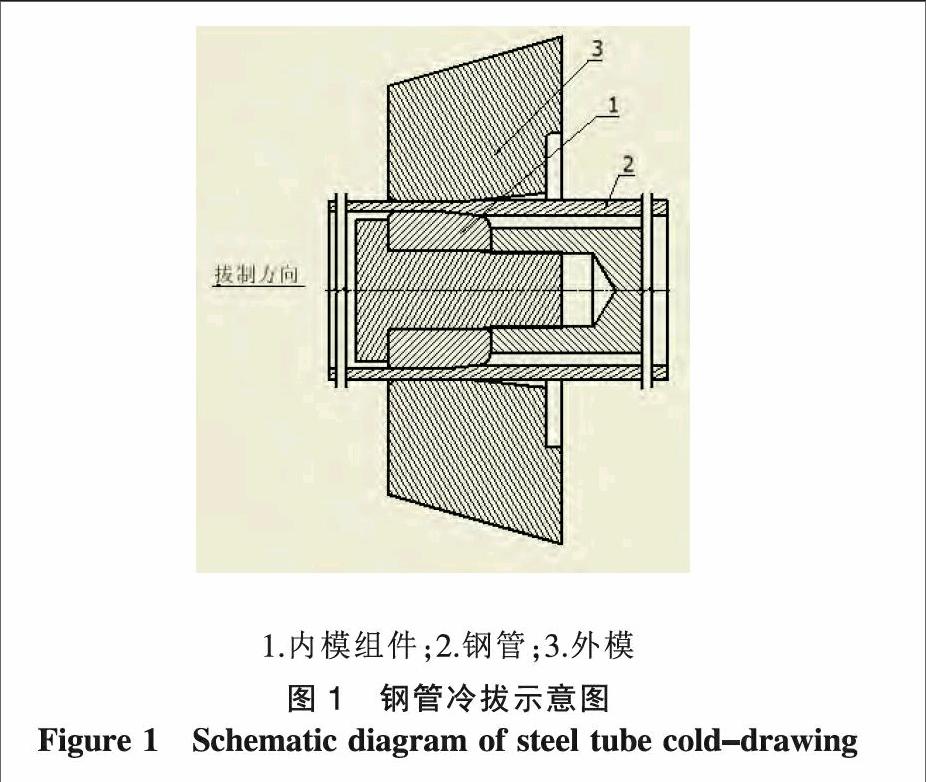
內(nèi)模組件主要由內(nèi)模、固定螺釘和拉桿組成,如圖2所示。內(nèi)模的主要幾何參數(shù)有定徑帶長度、入口錐角α、定徑帶直徑、出口錐角、內(nèi)模長度及內(nèi)孔直徑等。
定徑帶的作用是使成品管內(nèi)徑達到預定尺寸要求,一般取25~30 mm,太長會影響被加工管材的內(nèi)孔尺寸穩(wěn)定性,還會增加摩擦面積,從而增加拔制時的拉拔力、加大機器動力損耗。入口錐角α的作用是導入和擴張管坯內(nèi)孔,此處受力情況最惡劣,會影響拉拔力,錐角在7~13°時,拔制應力最小。生產(chǎn)實踐表明,液壓冷拔機組的入口錐角6°較為適宜。管坯內(nèi)孔經(jīng)過拔制脫離模具定徑帶后,受材料彈性變形、熱膨脹等影響會略有收縮。定徑帶直徑應大于成品管內(nèi)徑,具體尺寸可根據(jù)管坯試拔后的成品管尺寸加以修正并最終確定。出口錐角的作用是保護模具定徑帶,建議采用45°倒角或者4~5 mm圓角。
內(nèi)模整體長度與定徑帶直徑的比值一般在1.5以下。定徑帶直徑小于28 mm的內(nèi)模,可以設計成尾部帶有與拉桿直接連接的外螺紋結構,如圖2所示。定徑帶直徑較大的空心內(nèi)模內(nèi)孔尺寸,在滿足模具強度的情況下,應盡可能取大些,原因是在管坯機械性能不均、潤滑質量不良的情況下,拉桿和管坯在拔制過程中會發(fā)生抖動甚至劇烈跳動,容易導致拉桿與固定螺釘連接被破壞。
在管坯內(nèi)孔直徑較小的情況下,內(nèi)模內(nèi)孔與固定螺釘之間應采用過盈配合。在內(nèi)模內(nèi)孔直徑﹤25 mm時,過盈量取0~0.01 mm;內(nèi)模內(nèi)孔直徑為25~50 mm時,過盈量取0~0.015 mm;內(nèi)模內(nèi)孔直徑﹥50 mm時,模具裝夾工作量大,可采用過渡配合,內(nèi)孔兩端采取倒角處理,便于安裝。
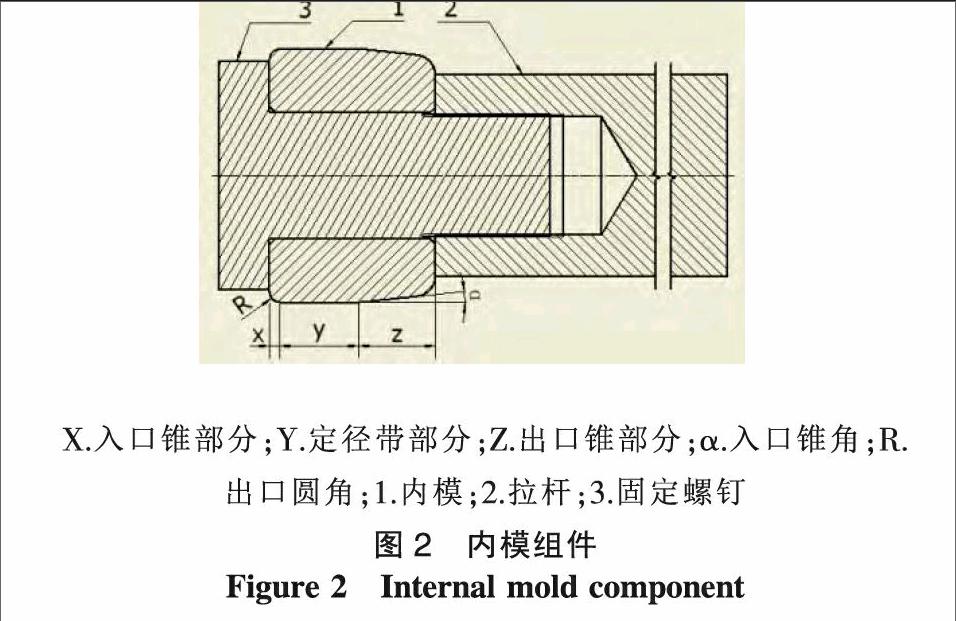
定徑帶、入口錐、出口錐3部分的外圓過渡連接處必須有圓弧平滑過渡。以拔制30號碳鋼無縫鋼管為例,用Cr12材料制造的內(nèi)模如果沒有在定徑帶與入口錐連接處使用圓弧平滑過渡,在僅受管坯正壓力的作用下,受力分析結果證明此處有明顯的應力集中,見圖3。與此同時,模具的實際使用也證明了這一點。由圖4可見,模具在應力集中處疲勞破壞,出現(xiàn)凹痕后逐步擴大而導致模具失效。模具的定徑帶尺寸精度取IT7~ IT8,外表面粗糙度取Ra =0.1 ~0.2 μm。適當?shù)拇植诙瓤梢詼p小摩擦力,改善成品管的內(nèi)孔質量。
4 結語
冷拔模具材料一般選用45號優(yōu)質碳素結構鋼,Cr12、Cr12MoV、Cr5Mo1V冷作模具鋼及T7A、T8A等碳素工具鋼。多年的實踐經(jīng)驗表明,國內(nèi)的Cr12材料制造工藝成熟,但仍需對其鍛造過程嚴格控制。模具粗加工淬火后硬度應不低于60 HRC,精車、磨削表面后的最終硬度應不低于56 HRC。入口錐角α取值為6°較為適宜。定徑帶長度取值范圍為25~30 mm。定徑帶直徑需根據(jù)第一次試驗拔制后鋼管的實際尺寸做適當修正。對于工程油缸類制造企業(yè)來說,合適的定徑帶尺寸可以提高生產(chǎn)效率、降低制造成本。為提高模具的使用壽命,應盡量避免應力集中現(xiàn)象產(chǎn)生,在有可能產(chǎn)生應力集中的連接部位采取平滑過渡等措施。另外,內(nèi)模幾何形狀除傳統(tǒng)樣式外,其定徑帶橫斷面也可以設計為五瓣梅花形狀。上述設計參數(shù)的選取方法,對一些特殊形狀的內(nèi)模設計也具有一定參考價值。
參考文獻
[1] 柳永勝.高精度冷拔鋼管開裂原因分析[J].華東科技:學術版,2012(4):311.
[2] 中國機械工程學會塑性工程學會.鍛壓手冊[M].北京:機械工業(yè)出版社,2008.
[3] 尹康.偏心擠壓成形管材彎曲件研究[J].機械設計,2010,27(10):5-9
[4] 魏興釗,朱偉恒,覃寧,等.Cr12型鋼制冷作模具的失效分析與探討[J].金屬熱處理,2011(1):14-23.
Abstract: This paper introduced the material selection and geometric parameters selection principle and method?of internal mold design for high precision cold-drawn steel tube. According to the??mold failure condition often occurs in practical use, it put forward some points in the design which should be paid attention to. It provided theoretical reference for increasing die service life of mold and reducing energy consumption of cold-drawing unit.
Key words: cold-drawn steel tube; mold; design; high precision
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04