氣伺服焊鉗設(shè)計
2017-03-24 10:14:56許劍楓
卷宗 2016年11期


摘 要:汽車車身零件幾乎都是采用電阻點焊連接裝配,近年來已經(jīng)成為最普遍的加工方式。為了保證車身的質(zhì)量問題,在此提出一種基于氣動伺服控制系統(tǒng)的氣伺服焊鉗。它主要由:伺服控制器、執(zhí)行機構(gòu)(氣缸、氣動伺服閥和負荷等)、位置傳感器、壓力傳感器等組成。它具有體積小、快響應(yīng)、大輸出的特點,能夠改善對焊槍的高精度定位和柔性的焊接控制,并且價格實惠。
關(guān)鍵詞:氣伺服;氣缸;氣動伺服閥;焊鉗
福建省中青年教師教育科研項目(編號:JB14117)和石獅市科技計劃項目(編號: 14KYS053)研究成果
汽車車身工程是目前世界汽車工業(yè)中研究最活躍、發(fā)展最迅速的一個領(lǐng)域,而在車身制造中大量采用點焊工藝。作為點焊機.器人其主要功能是,按預(yù)先編制好的焊接程序操縱焊鉗自動完成工件的點焊工作。焊鉗作為機器人操縱的工具,對機器人的使用有很大的約束力,若結(jié)構(gòu)設(shè)計不合理,將直接影響機器人的效率和接近性,同時對機器人運行中的安全有很大的威脅。點焊焊鉗的設(shè)計必須從機器人操作特點出發(fā),功能上要具備適于機器人使用的特殊功能,結(jié)構(gòu)上要滿足機器人的要求。目前常用點焊焊鉗為電動伺服式焊鉗,雖動作精度較高,但是同時也存在著傳感難、成本高等一系列難題。故在此以氣伺服系統(tǒng)代替電動伺服系統(tǒng),以更穩(wěn)定的焊接質(zhì)量,更簡單的傳動方式,更方便的感應(yīng)反饋,更低廉的制造成本去實現(xiàn)白車身的點焊工藝
1 焊鉗(電極)結(jié)構(gòu)
針對焊接工藝和伺服控制系統(tǒng)的特點,再結(jié)合實際焊接生產(chǎn)中常用焊鉗的結(jié)構(gòu),我們設(shè)想兩種焊鉗結(jié)構(gòu)如圖1-1。
方案A:采用C型結(jié)構(gòu),其中一端固定,而另一端與伺服氣缸連接帶動電極前后移動。該方案僅需要一個伺服氣缸即單極運動,結(jié)構(gòu)簡單有較好的穩(wěn)定性,但焊接范圍較為局限,難以進行跨越式焊接,對被焊接件的位置要求較高。
方案B:采用X型結(jié)構(gòu),兩端均為可以移動端,一端連接主氣缸,而另一端連接平衡氣缸。雙極同時運動,焊接范圍較廣,可進行跨越式焊接,允許在一定的傾斜條件下焊接,對被焊接件的位置要求較低。
2 氣伺服系統(tǒng)
氣動伺服系統(tǒng)控制精度高的核心是對控制物理量的測量和控制。氣動系統(tǒng)的重要部件——氣動伺服閥的存在,使得氣體的輸入壓力能夠得到控制。控制閥的靜態(tài)特性可用穩(wěn)態(tài)時氣體流經(jīng)控制口的流量與壓力以及閥的輸入位移之間的關(guān)系即壓力一流量特性來描述。通過對控制閥的壓力、流量特性的測量以及相應(yīng)輸出控制即可實現(xiàn)對氣動系統(tǒng)相應(yīng)特性的控制。
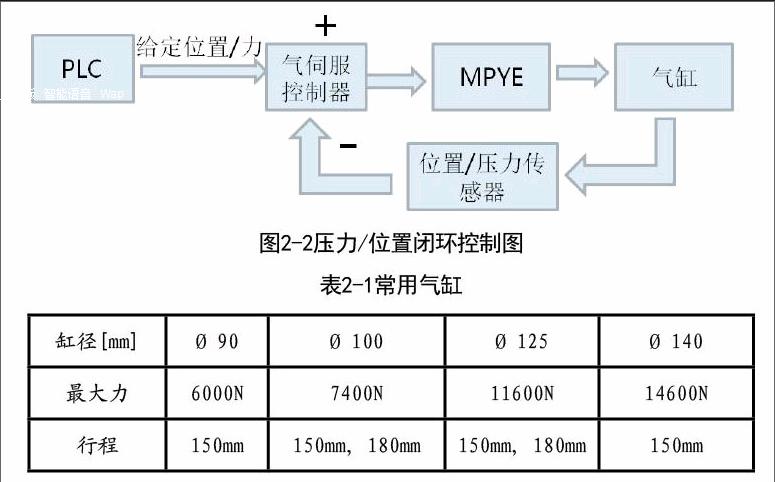
2.1 伺服氣缸
實際為伺服氣缸其上面設(shè)有壓力及位置傳感器,并依靠不同的傳感器形成兩套閉環(huán)控制如圖2-2。常用氣缸參數(shù)如表2-1。
2.2 比例伺服閥
MPYE比例伺服閥根據(jù)輸入信號成比例輸出流量,但實際上比例于輸入信號的是閥開口的有效截面積的大小,為使有效截面積成比例變化,大多數(shù)比例閥使用滑閥的主閥結(jié)構(gòu),用來控制主氣缸位置/輸出力的控制。內(nèi)部采用硬密封,能快速響應(yīng)電信號。
MPYD位于控制閥塊上,通過控制器對其切換,可以控制平衡缸的前后腔壓力差,來平衡整個焊槍的重量
2.3 伺服控制器
伺服控制器分別由壓力控制模塊和位置控制模塊兩部分組成。詳細功能如圖2-3所示。
3 氣伺服控制氣路
3.1 氣路主要元件功能
1)主氣缸:給焊槍電極提供一定的焊接壓力,在機器人運動過程中,快速定位到某一焊接位置,縮短焊接節(jié)拍。
2)平衡缸:平衡焊槍自重,自動補償電極與焊件之間的偏差,柔性接觸。
3)快排閥:兩個快排閥位于主缸輔助回路氣塊。 當氣源接入控制閥塊后,快排閥立即切換(氣控),且在整個工作過程中保持。當外部氣源突然斷掉或者客戶切斷氣源后,快排閥自動復(fù)位,并將主氣缸中的壓力空氣迅速排空,起到安全保護的作用。
4)鎖定功能閥:兩個鎖定功能閥位于主缸輔助回路氣塊。在使能閥不動作的情況下,它由主氣源的壓力自動切換(氣控)。并將MPYE至主氣缸的氣路隔斷,防止因為MPYE的泄漏而造成主氣缸的誤動作。
5)氣源關(guān)斷閥V0:位于控制閥塊上。通過切換,可以控制給MPYE,MPYD的供氣,在焊槍空閑狀態(tài)下,可以節(jié)省因為硬密封造成的泄漏,以及防止氣缸由于泄漏造成的誤動作。
6)使能閥V1:位于控制閥塊上。通過切換,可以讓MPYE供給主氣缸的氣路導(dǎo)通。焊槍電極可以工作。
3.2 氣路工作過程
Step1:氣源接入,V0和V1不動作,快排閥和鎖定功能閥切換(氣控)。主氣缸被鎖住。
Step2:V0動作,空氣供給MPYE和MPYD,此時可控制平衡缸將焊槍鎖定。焊槍移動至焊接工位。
Step3:V1動作,鎖定功能閥復(fù)位。MPYE可以控制主氣缸以一定的速度,壓力將焊接件夾緊。MPYD可以控制平衡氣缸進行一定的位置補償,使焊鉗平穩(wěn)地接觸工件。
Step4:焊接結(jié)束,電極復(fù)位V1復(fù)位,鎖定功能閥切換(氣控),主氣缸被鎖定,MPY將焊槍鎖定。焊槍運動至下個焊接工位。
4 應(yīng)用分析
4.1 應(yīng)用特點
首先,考慮到氣體的泄露以及空氣體積的變動,實際工作過程氣缸的移動與電極的存在著較大差異。但通過大量試驗發(fā)現(xiàn)兩者雖然不成正比,但是依然存在著一定的數(shù)學(xué)關(guān)系,所以我們可以通過多點校核建立對應(yīng)的數(shù)學(xué)模型從而建立實際電極與氣缸位置的數(shù)學(xué)關(guān)系,最終也可以達到我們給定的電極位置確保焊接正常進行。因此,氣伺服控制在電極移動精度上相比電動伺服控制也同樣可以達到焊接精度要求。圖4-1為電極與氣缸的多點校核。
其次,不管是氣伺服控制還是電動伺服控制電極在使用過程中必然存在著損耗那么實際電極位置是漸變的,這樣就導(dǎo)致氣缸達到預(yù)定的位置隨著電極的損耗而受到影響。因此,我們也需要研究電極的損耗模型,以提高定位精度。通過試驗我們得到在受電極損耗時氣缸的位置如圖4-2。最終我們可以對此進行補償以進一步提高焊鉗的定位精度。
最后,焊鉗作為機器人的第7軸來定位運動,當機器人運動的時候就能夠完成焊槍的打開與閉合,節(jié)約整個節(jié)拍50 %的時間,運用第7軸相比傳統(tǒng)的順序控制焊槍方式,可以增加15-20 % 的生產(chǎn)速率,槍的運動類似于其他軸,是由機器人軟件控制的。 機器人能在一個插補周期中(12ms)將位置設(shè)定值送到焊槍控制器中。氣伺服焊槍能像電伺服焊槍一樣運行,輪廓追蹤錯誤能降到最小。在第7軸模式下實現(xiàn)高的動態(tài)性能。對于操作者,能夠簡單地進行避障定位,碰撞現(xiàn)象減少如圖4-3。
4.2 應(yīng)用范圍
本產(chǎn)品主要針對于汽車焊接過程的運動控制部分,不涉及具體焊點質(zhì)量,屬于次級終端產(chǎn)品。是一款主要以提高汽車零部件焊接中的位置精度、壓力精度、工作效率、安全性以及經(jīng)濟性為目的伺服機構(gòu)。后期配合機器人補償,進一步提高產(chǎn)品的定位精度和定位效率,以期取代目前市場主流的的電動伺服控制系統(tǒng)為主導(dǎo)的汽車焊接工藝。
5 結(jié)論
氣伺服焊鉗是基于氣伺服系統(tǒng)控制的可針對汽車零件焊接工藝進行自動化加工設(shè)備,是一款可以取代電動伺服焊鉗的結(jié)構(gòu)簡單、成本低廉、生產(chǎn)效率較高且可控的焊槍。
參考文獻
[1]王波.電阻點焊氣動伺服系統(tǒng)力/位置復(fù)合控制關(guān)鍵技術(shù)研究[D] 北京理工大學(xué)2015
[2]謝朝夕.氣動伺服定位系統(tǒng)的理論研究與應(yīng)用[D] 重慶大學(xué) 2005
作者簡介
許劍楓(1987-),男,福建漳州人,學(xué)士,閩南理工學(xué)院,講師,主要從事機電技術(shù)研究。
