柳杉鋸材過熱蒸汽干燥與常規干燥的比較*
2017-03-08 07:18:12鮑詠澤周永東
林業科學 2017年1期
鮑詠澤 周永東
(中國林業科學研究院木材工業研究所 北京 100091)
柳杉鋸材過熱蒸汽干燥與常規干燥的比較*
鮑詠澤 周永東
(中國林業科學研究院木材工業研究所 北京 100091)
【目的】 比較柳杉鋸材過熱蒸汽干燥與常規干燥后鋸材的干燥質量、微觀構造和力學性能,探討過熱蒸汽干燥柳杉鋸材的適用性,為柳杉木材的高附加值利用、降低加工過程能耗、提高生產效率提供依據。【方法】 分別進行過熱蒸汽干燥和常規干燥試驗,依國家標準對干燥質量和力學性能進行檢測,并通過掃描電鏡觀察分析不同干燥條件下木材微觀構造的變化。【結果】 50 mm厚柳杉鋸材過熱蒸汽干燥的干燥周期為110 h,平均干燥速率為1.18%·h-1; 而常規干燥的干燥周期為193 h,平均干燥速率為0.64%·h-1。從含水率和應力方面分析,過熱蒸汽干燥鋸材在終含水率、厚度上含水率偏差以及殘余干燥應力指標上的干燥質量等級為一級,常規干燥鋸材在厚度上含水率偏差和殘余干燥應力指標上的干燥質量等級為一級,終含水率指標的質量等級為二級,2種干燥方法鋸材在含水率分布和殘余干燥應力方面無顯著差別; 從外觀干燥缺陷質量方面分析,過熱蒸汽干燥鋸材在順彎、橫彎和扭曲指標上的干燥質量等級為一級,翹彎指標的質量等級為二級,常規干燥鋸材的可見干燥缺陷質量指標等級均達到一級。力學性能方面,過熱蒸汽干燥鋸材的抗彎彈性模量均值為5 508.37 MPa,略高于常規干燥鋸材均值(5 237.52 MPa); 過熱蒸汽干燥鋸材的抗彎強度均值為32.35 MPa,略低于常規干燥鋸材均值(34.13 MPa)。對干燥鋸材微觀構造進行觀察發現,過熱蒸汽干燥后木材的紋孔膜破裂及脫落的數量和程度大于常規干燥,因此可增加水分的遷移途徑,提高木材的滲透性,從而使干燥速率顯著提高。【結論】 干燥方法對鋸材干燥速率具有極其顯著的影響,過熱蒸汽干燥比常規干燥的干燥周期縮短43%,干燥速率提高84%; 干燥質量和力學性質方面,除終含水率和翹彎翹曲度外,2種干燥方法的干燥質量無顯著差別; 過熱蒸汽干燥鋸材的孔隙度大于常規干燥是造成過熱蒸汽干燥速率顯著提升的原因之一。總體分析,過熱蒸汽干燥柳杉鋸材質量可滿足木制品對于干燥質量的要求。關鍵詞: 過熱蒸汽干燥; 常規干燥; 柳杉鋸材
干燥是木材加工利用中的重要工序,關系到最終產品質量、木材加工過程中的能源利用及木材綜合利用效率(張璧光等, 2008)。柳杉(Cryptomeriafortunei)是我國主要人工林樹種之一,具有生長快、壽命長等優點,廣泛用于房屋建筑、家具和農具等(阮興盛, 2004)。國外對柳杉鋸材干燥的研究及應用較早(Obatayaetal., 2006a; 2006b; Kuroda, 2007; Yamashitaetal., 2012),國內也有采用常規干燥、高溫干燥和聯合干燥對柳杉干燥特性進行研究的報道(韋鵬練等, 2012; 高利祥, 2014)。過熱蒸汽干燥是最近發展起來的一項干燥新技術,是指利用過熱蒸汽直接與被干物料接觸而去除水分的一種干燥方式,其單位熱耗僅為1 000~1 500 kJ·kg-1水,為普通熱風干燥熱耗的1/3,(Mujumdar, 2010),其在橡膠木(Heveabrasiliensis)(Bovornsethananetal., 2007)、輻射松(Pinusradiata)(Haqueetal., 2008)、人工林杉木(Cunninghamialanceolata)(馬世春等, 2006)等材種的研究表明,過熱蒸汽干燥質量較好,干燥周期短,干燥速率高。本文對柳杉鋸材的過熱蒸汽干燥與常規干燥進行研究,比較2種干燥方法后柳杉鋸材的干燥質量、微觀構造和力學性能,探討過熱蒸汽干燥柳杉鋸材的適用性,以期為柳杉木材的高附加值利用、降低加工過程能耗和提高生產效率提供依據。
1 材料與方法
1.1 試驗材料
柳杉采自四川,樹齡30年。采伐后原木的長度截為2.0 m,端頭涂石蠟乳液,防止端裂。鋸解成50 mm厚規格板材后放入冷藏庫中保存(溫度保持在-6 ℃),以保持其生材的高含水率狀態。在干燥前將其加工鋸解成規格為900 mm×130 mm×50 mm(軸向×弦向×徑向)的鋸材,初含水率為120%~140%。2種干燥方法的試樣數均為42塊。1.2 儀器設備
木材干燥機: 日本產HD74/TAII小型干燥試驗機,采用電熱鍋爐產生蒸汽為干燥機熱源,通過翅片管式加熱器加熱,并可通過噴蒸管將蒸汽導入干燥機進行加濕,可進行常規干燥及過熱蒸汽干燥試驗。試驗風速約為2.5 m·s-1,最高溫度可達130 ℃,滿足過熱蒸汽干燥要求。試驗過程參數由電腦進行全自動控制,并自動記錄干燥過程參數。
檢測儀器: 采用精度為0.01 g的電子天平測量含水率試片質量; 采用精度為0.01 mm的數顯游標卡尺測量木材應力試片; 采用AG-2000A型電子萬能力學試驗機測量MOE和MOR; 采用TU-213木材切片機制作木材切片; 采用Hitachi-S4800型掃描電鏡進行木材顯微構造觀察。
1.3 試驗方法
干燥前從試材中鋸取含水率試片,采用絕干法測量試片的初含水率。過熱蒸汽干燥與常規干燥材料取自同一批木材,一塊鋸材分為2段,其中一段用于常規干燥試驗,另一段用于過熱蒸汽干燥試驗,干燥工藝如表1和表2所示。常壓過熱蒸汽干燥工藝,要求干燥室內的濕球溫度控制在100 ℃,以確保干燥介質全為蒸汽,干球溫度則在100~115 ℃之間變化,干球溫度越高,相對濕度越低,干燥介質吸收水蒸氣的能力就越大; 而常規干燥中干燥介質屬于濕空氣的性質,濕空氣的物理特性與常壓過熱蒸汽不同,其熱含量低于常壓過熱蒸汽(馬世春, 2004)。
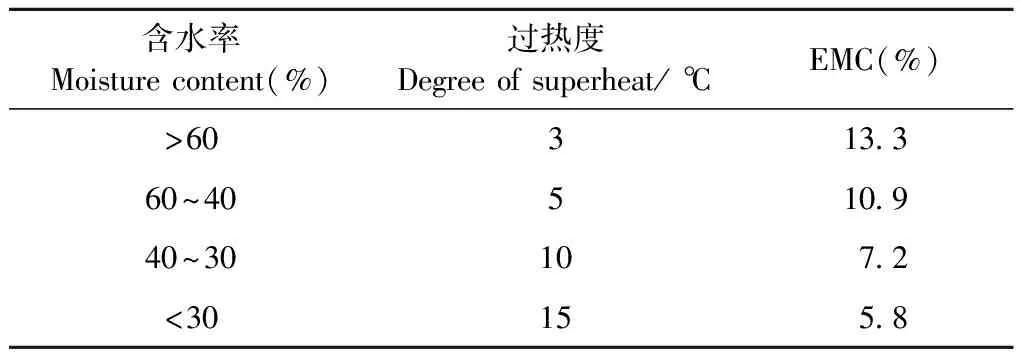
表1 柳杉鋸材過熱蒸汽干燥工藝
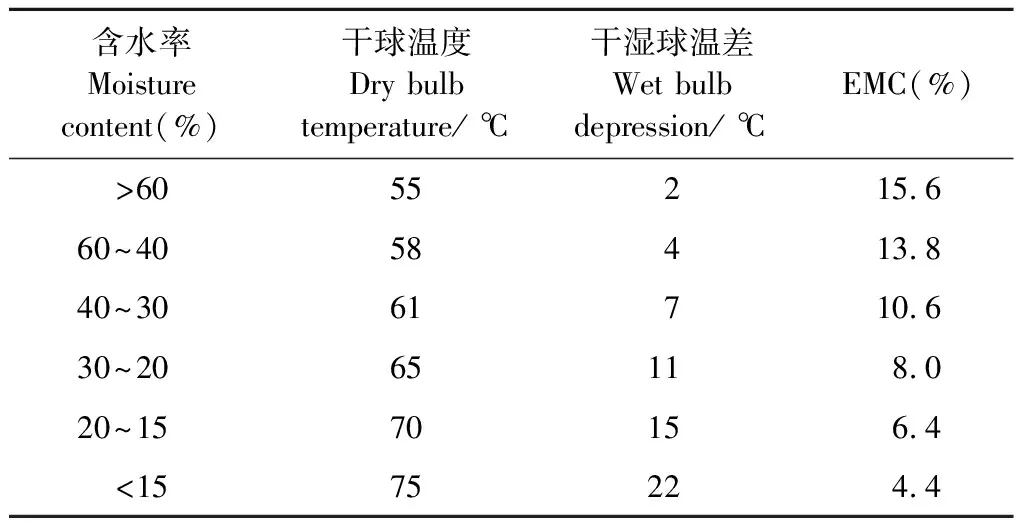
表2 柳杉鋸材常規干燥工藝
干燥過程結束后按GB/T 6491—2012《鋸材干燥質量》規定,從試件上截取含水率試片和應力試片,用絕干法測量木材終含水率和分層含水率,用叉齒法測量木材干燥殘余應力,并檢測橫彎、順彎、翹彎和扭曲等干燥缺陷,對干燥質量進行評價; 過熱蒸汽干燥和常規干燥后的試件依據GB/T 1936.1—2009《木材抗彎強度實驗方法》和GB/T 1936.2—2009《木材抗彎彈性模量測定方法》加工成規格為300 mm×20 mm×20 mm(軸向×徑向×弦向)的試件,使用電子萬能力學試驗機測量木材的抗彎強度和抗彎彈性模量。干燥后的鋸材沿順紋方向用帶鋸機截取10 mm×10 mm(弦向×徑向)的木條,然后進行水煮軟化。用刀片將軟化好的木條切成長度10 mm的樣塊。用木材切片機將軟化好的試材切成厚度2~3 mm的切片,烘至絕干后表面進行噴金并使用SEM觀察微觀結構。
1.4 數據分析
使用IBM SPSS Statistics 19.0對干燥后的干燥質量和力學性能進行數據分析,求出平均值和標準差; 在95%的置信區間內(P=0.05)使用T檢驗檢測均值的顯著性。
2 結果與分析
2.1 干燥過程曲線
圖1為柳杉鋸材過熱蒸汽干燥和常規干燥過程曲線。2種干燥方法初含水率的差異是由于使用相同的干燥設備要先進行過熱蒸汽干燥,再進行常規干燥,因此進行常規干燥時柳杉鋸材含水率稍有下降。2種干燥方法的鋸材干燥至含水率為8%~9%時進行終了處理,使鋸材厚度上水分分布均勻并釋放殘余干燥應力。結果發現,雖然過熱蒸汽干燥鋸材初含水率高于常規干燥鋸材,但干燥周期遠遠少于常規干燥,過熱蒸汽干燥的干燥周期為110 h,而常規干燥的干燥周期為193 h,干燥周期縮短約43%。表3列出了柳杉鋸材不同含水率階段的干燥速率和平均干燥速率。干燥初期,柳杉鋸材的含水率較高,木材內自由水在毛細管張力作用下,由內部迅速移動至表層蒸發; 隨著含水率降低,自由水逐漸蒸發完畢,結合水開始蒸發,干燥速率逐漸降低。綜合來看,過熱蒸汽干燥速率一直大于常規干燥,這是由對流傳熱系數以及蒸汽-固體之間的溫度差決定的(Pakowskietal., 2011),過熱蒸汽干燥過程中溫度高于常規干燥,因此在干燥前期,蒸汽-木材的溫差較大,干燥速率較快; 在干燥后期,木材與周圍環境溫度趨于一致,而過熱蒸汽的傳熱系數大于濕熱空氣(Pang, 2004),使得熱量和水分的傳遞速度加快,宏觀上干燥速率提高。
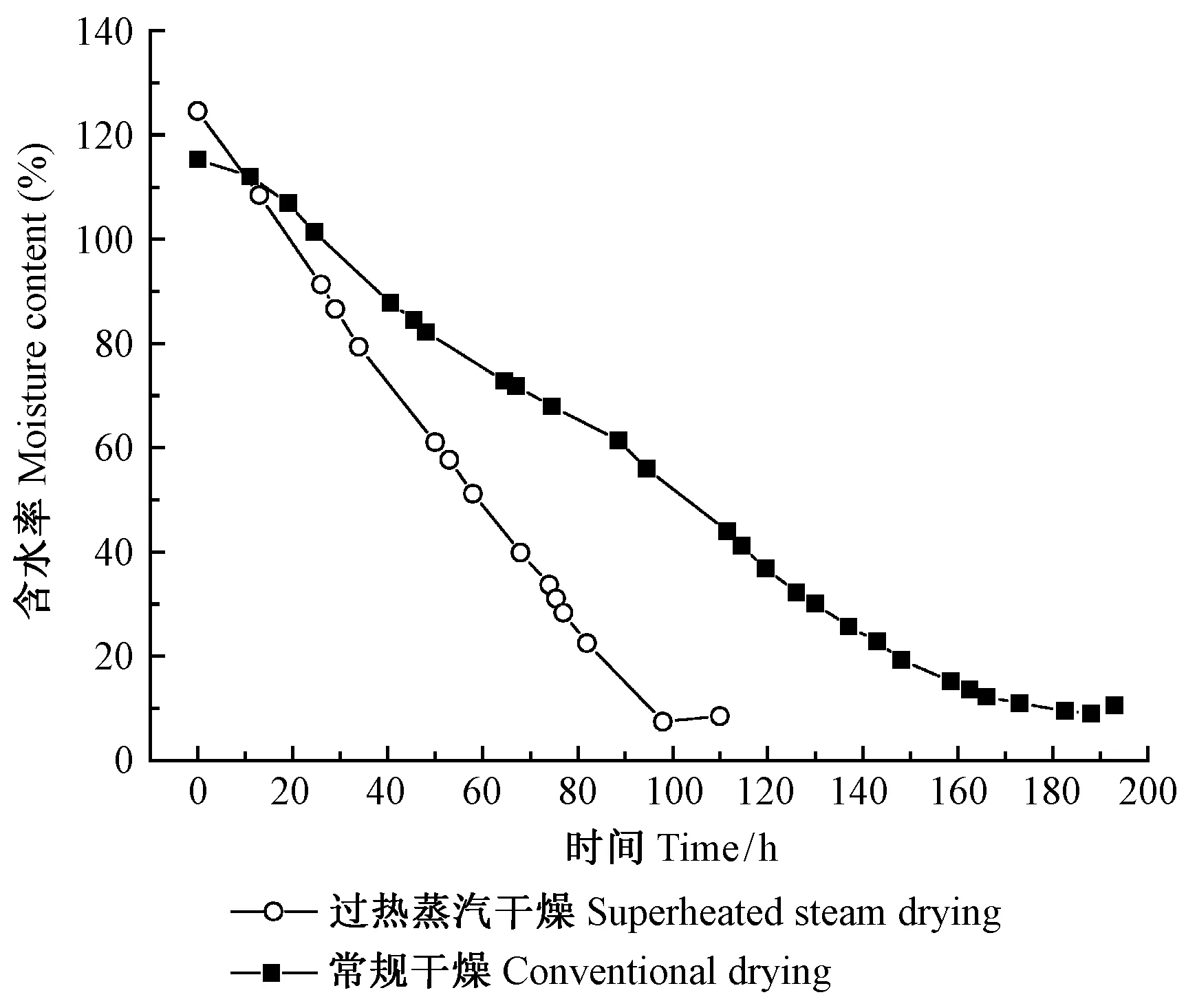
圖1 柳杉鋸材過熱蒸汽干燥和常規干燥過程曲線Fig.1 The drying curve of superheated steam drying and conventional drying
2.2 干燥質量
2.2.1 含水率與應力 2種干燥方法干燥后,鋸材的含水率及殘余應力檢測結果如表4所示。數據顯示,2種干燥方法干燥后鋸材的平均終含水率、厚度上含水率偏差以及殘余應力均達到標準規定的二級干燥質量要求。終含水率均值存在顯著性差異,而厚度上含水率偏差和殘余應力差異不顯著。相比常規干燥,過熱蒸汽干燥柳杉心層含水率低于表層,這是由于在干燥結束后,終了調濕處理使得表層含水率較高所致。
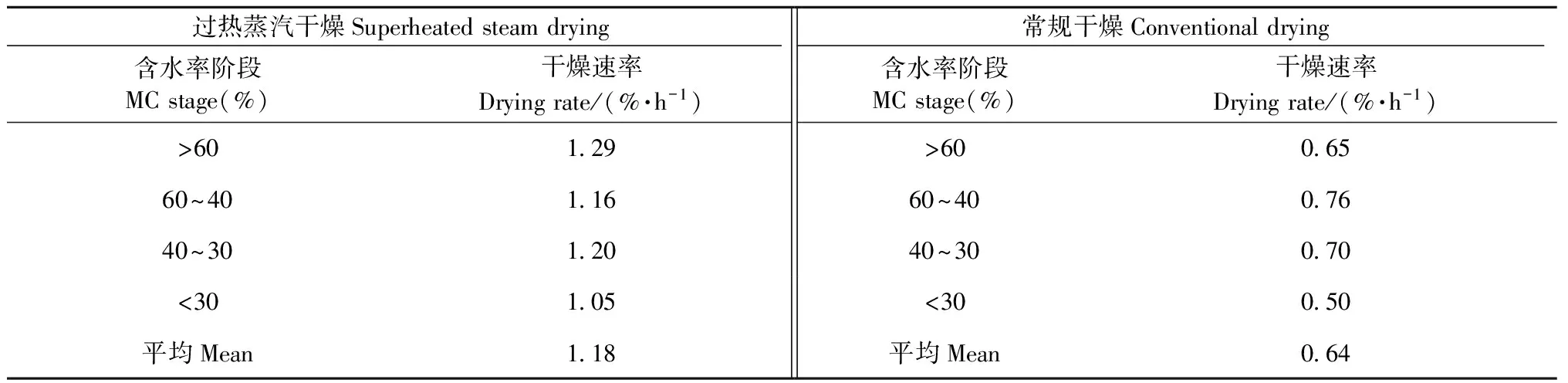
表3 不同含水率階段的柳杉鋸材干燥速率

表4 柳杉鋸材過熱蒸汽干燥和常規干燥后的含水率及干燥應力**表示在0.05水平顯著,—表示在0.05水平不顯著。下同。*means significant at 0.05 level, —means not significant at 0.05 level. The same below.
2.2.2 外觀干燥質量缺陷 鋸材外觀質量檢測結果如表5所示。2種干燥方法干燥后鋸材的外觀質量均達到標準規定的二級干燥質量要求,但翹彎程度存在顯著性差異。這是由于過熱蒸汽干燥過程中水分蒸發強度高,厚度上含水率偏差大導致干燥應力大,從而使翹彎較大。2種干燥方法干燥后鋸材的表面和端面均產生細小裂紋,但開裂寬度小于2 mm,根據標準可不計; 而原先有的細裂紋在干燥后都有所擴展,鋸材干燥后均無內裂和皺縮現象。
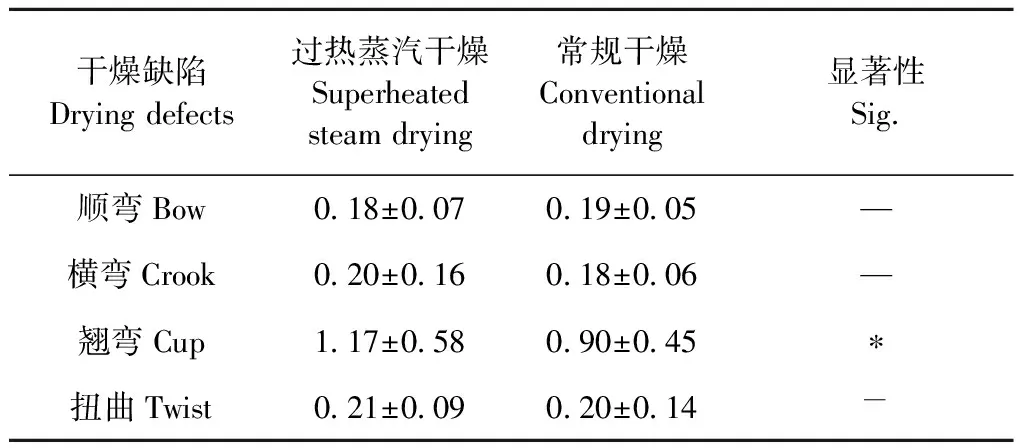
表5 柳杉鋸材過熱蒸汽干燥和常規干燥后的干燥缺陷及差異
2.3 力學性能
2種干燥方法干燥后鋸材的抗彎彈性模量(MOE)及抗彎強度(MOR)結果如表6所示。過熱蒸汽干燥鋸材的抗彎彈性模量(5 508.37 MPa)略高于常規干燥(5 237.52 MPa),而抗彎強度(32.35 MPa)略低于常規干燥(34.13 MPa),這可能是因為經高溫過熱蒸汽干燥處理后,木材的綜纖維素量有所減小,木質素含量相對增加,木材的剛度有所增加,彈性模量增大;但由于溫度較高,木材細胞壁結構物質出現一定程度的軟化,抗彎強度有所降低(齊華春等, 2005)。
2.4 微觀構造
經過熱蒸汽干燥的柳杉鋸材微觀構造如圖2a所示,其徑切面紋孔塞大量脫落,紋孔打開,孔隙大規模增加,與常規干燥后鋸材微觀構造(圖2b)的對比明顯。這可能是因為木材內水分蒸發產生的作用力以及熱應力打開了木材內的閉塞紋孔,破壞了紋孔膜(Zhangetal., 2008),而且在汽蒸過程中,木材內部水分迅速被加熱至沸點并發生汽化,木材內部會產生一個蒸汽壓力作用于紋孔膜等較薄弱的組織,也會破壞閉塞的紋孔膜,打通了木材內部水分移動的通道; 同時隨著汽蒸處理溫度的升高,水分汽化越劇烈,蒸汽壓力對紋孔膜的破壞程度也在加劇,增大、增多了有效滲透路徑的半徑和數量,從而在一定程度上提高了木材滲透性,增大了水分傳導途徑,導致木材干燥速率加快,有助于木材的干燥(彭毅卿, 2013)。

表6 過熱蒸汽干燥和常規干燥后柳杉木材力學強度及差異性
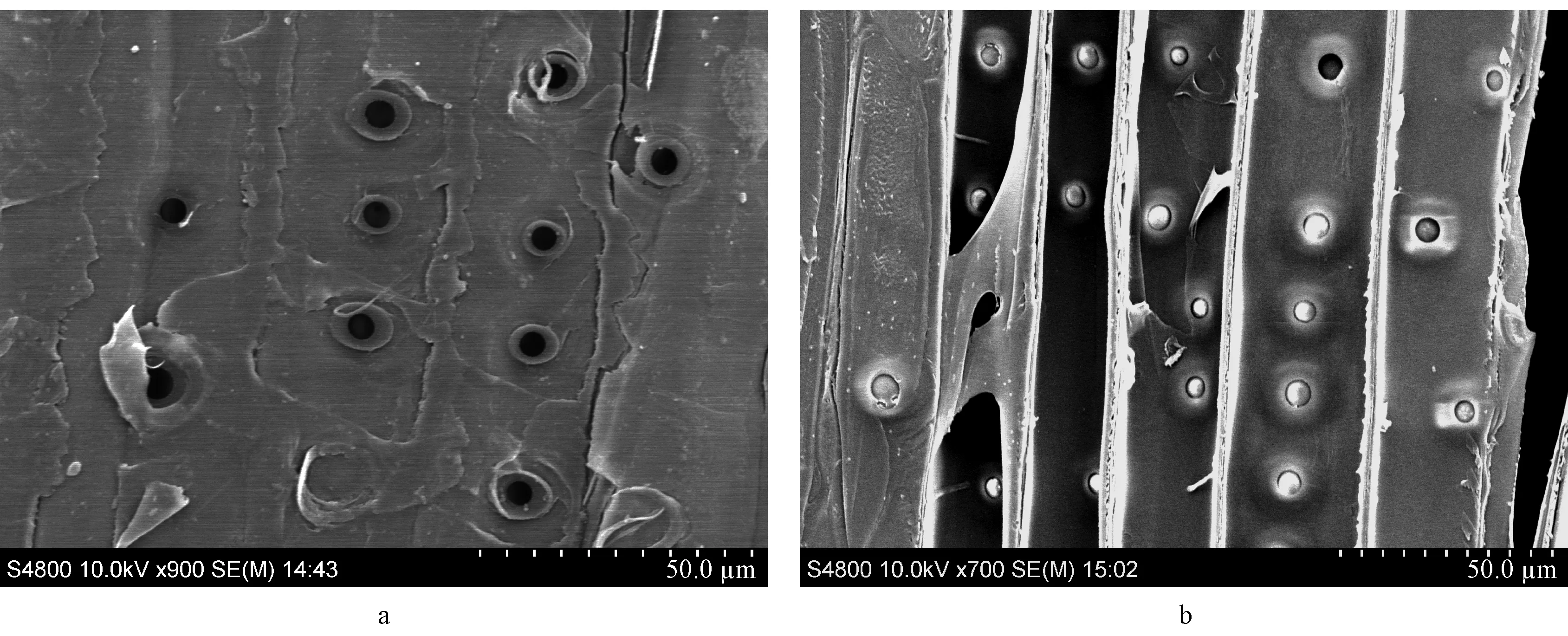
圖2 柳杉鋸材過熱蒸汽干燥(a)和常規干燥(b)后徑切面的微觀構造Fig.2 The microstructure of radial section of Chinese cedar lumber after superheated steam drying(a) and conventional drying (b)
3 結論
1) 干燥方法對鋸材干燥速率有極其顯著的影響,過熱蒸汽干燥比常規干燥的干燥周期縮短了43%,干燥速率提高了84%。
2) 從干燥后的終含水率及殘余應力分析,過熱蒸汽干燥和常規干燥后鋸材均達到干燥質量二級指標要求。2種干燥方法干燥后鋸材的終含水率存在顯著性差異,厚度上含水率的偏差以及殘余應力無顯著差異。
3) 從干燥后的干燥缺陷角度分析,過熱蒸汽干燥和常規干燥后鋸材的外觀質量均達到干燥質量二級指標要求。2種干燥方法的翹彎翹曲度差異性顯著,其余無顯著差異。
4) 從干燥后的力學性能分析,過熱蒸汽干燥鋸材的MOE大于常規干燥,而MOR小于常規干燥,但差別不大,二者無顯著差異。
5) 從干燥后的微觀構造角度分析,過熱蒸汽干燥柳杉鋸材的紋孔發生大量破裂,孔隙程度增加,遠遠大于常規干燥,是造成過熱蒸汽干燥速率顯著提升的原因之一。
總體來看,采用過熱蒸汽干燥柳杉鋸材的干燥質量與常規干燥差別不大,能滿足國家標準二級以上質量要求,且干燥效率顯著提高。
高利祥.2014.柳杉木材干燥工藝及其對物理性能的影響.北京: 中國林業科學研究院碩士學位論文.
(Gao L X. 2014 Drying and its influence to physical properties ofCryptomeriafortuneilumber. Beijing: MS thesis of Chinese Academy of Forestry. [in Chinese])
馬世春. 2004. 荷木厚板材干燥工藝的探索. 林業科學,40(1):189-192.
(Ma S C. 2004. Research on drying technology forSchimasuperbathick timber. Scientia Silvae Sinicae, 40(1):189-192. [in Chinese])
馬世春,楊文斌. 2006. 人工林杉木板材高溫和常溫組合干燥研究. 林業科學,42(3):125-128.
(Ma S C, Yang W B. 2006. Study of high temperature and normal temperature drying of Chinese fir board in plantation. Scientia Silvae Sinicae, 42(3):125-128. [in Chinese])
彭毅卿. 2013. 汽蒸預處理對楊木性質及真空干燥速率的影響. 北京: 北京林業大學碩士學位論文.
(Peng Y Q. 2013. Effects of pre-steaming on the characteristics and vacuum drying rate of poplar. Beijing: MS thesis of Beijing Forestry University. [in Chinese])
齊華春,程萬里,劉一星. 2005. 高溫高壓過熱蒸汽處理木材的力學特性及化學成分變化. 東北林業大學學報,33(3):44-46.
(Qi H C, Cheng W L, Liu Y X. Mechanical characteristics and chemical compositions of superheated steam-treated wood under high temperature and pressure. Journal of Northeast Forestry University, 33(3):44-46. [in Chinese])
阮興盛. 2004. 柳杉的生態學特性及栽培技術. 林業勘察設計,(1):12-13.
(Ruan X S. 2004. Ecological characteristics and cultivation technology ofCryptomeriafortunei. Forestry Prospect and Design,(1):12-13. [in Chinese])
韋鵬練,李永忠,符韻林,等. 2012. 柳杉木材干燥特性研究. 林業實用技術,5(2):54-56.
(Wei P L, Li Y Z, Fu Y L,etal. 2012. Study on drying characteristics ofCryptomeriafortunei. Forest Science and Technology,5(2):54-56. [in Chinese])
張璧光, 謝擁群. 2008. 國際干燥技術的最新研究動態與發展趨勢. 木材工業, 22(2):5-7.
(Zhang B G, Xie Y Q. 2008. Progress of research and development of drying technology in the world. China Wood Industry, 22(2):5-7.[in Chinese])
Bovornsethanan S,Wongwise K. 2007. Drying parawood with superheated steam. American Jounral of Applied Science,4(4):215-219.
Haque M N,Sargent R. 2008. Standard and superheated steam schedules for radiata pine single-board drying: model prediction and actual measurements.Drying Techonlogy,26(2): 186-191.
Kuroda N. 2007. Development of fundamental research on drying of boxed-heart square timber of Sugi (Cryptomeriajaponica). Journal of the Japan Wood Research Society, 53(5) :243-253.
Mujumdar A S, Law C L. 2010. Drying technology: trends and applications in postharvest processing. Food & Bioprocess Technology, 3(6):843-852.
Obataya E, Shibutani S, Hanata K,etal. 2006a. Effects of high temperature kiln drying on the practical performances of Japanese cedar wood (Cryptomeriajaponica) I: changes in hygroscopicity due to heating. Journal of Wood Science, 2006, 52(1):33-38.
Obataya E, Shibutani S, Hanata K,etal. 2006b. Effects of high temperature kiln drying on the practical performances of Japanese cedar wood (Cryptomeriajaponica) II: changes in mechanical properties due to heating. Journal of Wood Science, 52(2):111-114.
Pang S S. 2004. External heat transfer in moist air and superheated steam for softwood drying. Chinese Journal of Chemical Engineering, 6(6):762-766.
Pakowski Z, Adamski R. 2011. On prediction of the drying rate in superheated steam drying process. Drying Technology, 29(13): 1492-1498
Yamashita K, Hirakawa Y, Saito S,etal. 2012. Internal-check variation in boxed-heart square timber of sugi (Cryptomeriajaponica) cultivars dried by high-temperature kiln drying. J Wood Sci, 58(5):375-382.
Zhang Y L, Cai L P. 2008. Impact of heating speed on permeability of sub-alpine fir. Wood Science and Technology, 42(3): 241-250.
(責任編輯 石紅青)
Comparation between Superheated Steam Drying and Conventional Drying of Chinese Cedar Lumber
Bao Yongze Zhou Yongdong
(ResearchInstituteofWoodIndustry,CAFBeijing100091)
【Objective】In order to provide basis for the high value-added utilization, reducing energy consumption and improving production efficiency of Chinese cedar, superheated steam drying and conventional drying of Chinese cedar (Cryptomeriafortunei)lumber were investigated in this study. Drying quality, microstructure and mechanical properties were compared between two kinds of drying wood. The applicability of superheated steam drying on Chinese cedar lumber was also discussed.【Method】The drying quality and mechanical properties of dried lumber were analyzed by national standards. Furthermore, microstructure of Chinese cedar wood under two kinds of drying methods were observed by scanning electron microscope.【Result】As for 50 mm thickness lumber, the drying time and drying rate was 110 h and 1.18%·h-1in superheated steam drying, and 193 h and 0.64%·h-1in conventional drying, respectively. Final moisture content (MC), MC deviation in thickness and residual drying stress of lumber with superheated steam drying met the requirements of the 1stgrade of national standard for lumber drying quality. The corresponding quality index obtained by conventional drying met the 1stgrade, but the final MC was in 2ndgrade. There was no significant difference in MC distribution and residual drying stress between the two drying methods. As for drying defect, the crook, cup and twist of lumber after superheated steam drying met the requirements of the 1stgrade, however, warp index only met the requirements of the 2ndgrade. All defects’ index of conventional drying lumber met the requirements of the 1stgrade. As for mechanical properties, the average MOE value of superheated steam drying and conventional drying lumber was 5 508.37 MPa and 5 237.52 MPa, respectively. However, the average MOR value of superheated steam drying and conventional drying lumber was 32.35 MPa and 34.13 MPa, respectively. The observation of cell wall showed that the extent and number of splits in pits membrane after superheated steam drying was greater than that after conventional drying. Thus, the moisture was easier to transfer and the permeability of wood was improved, and led to the increased drying rate. 【Conclusion】Drying rate of Chinese cedar lumber was extremely affected by drying methods. Compared with the conventional drying, the drying time was shortened by 43% and drying rate was improved by 84% in superheated steam drying. There was no significant difference in drying quality and mechanical properties between the two drying methods, except for the final MC and warp. Porosity in wood after superheated steam drying was greater than that of conventional drying, and this is one of the reasons for improving the wood drying rate. All of these results indicated that the application of superheated steam drying for Chinese cedar lumber would be reasonable, and the drying quality could meet the requirements of wood products.
superheated steam drying; conventional drying; chinese Cedar lumber
10.11707/j.1001-7488.20170111
2015-11-10;
2016-01-13。
林業公益性行業科研專項(201404502)。
S782.31
A
1001-7488(2017)01-0088-06
*周永東為通訊作者。
