基于Petri網的PLC控制系統設計研究
2017-03-02 05:29:35焦志剛楊慧遠
自動化儀表 2017年2期
焦志剛, 楊慧遠, 杜 寧
(1.沈陽理工大學裝備工程學院,遼寧 沈陽 110159;2.大連理工大學機械工程學院,遼寧 大連 116033)
基于Petri網的PLC控制系統設計研究
焦志剛1, 楊慧遠2, 杜 寧1
(1.沈陽理工大學裝備工程學院,遼寧 沈陽 110159;2.大連理工大學機械工程學院,遼寧 大連 116033)
我國中大口徑榴彈廣泛采用分步壓裝藥法,該方法裝藥效率高、質量好、穩定,但分步壓裝藥機機電控制系統以繼電器為控制主體,該機電系統存在控制過程不可靠、變品種變工藝適應能力差、接線復雜和維修維護困難等問題。而PLC控制系統由于采用大規模集成電路和先進的抗干擾技術,具有可靠性高、抗干擾能力強、功能完善、容易改造、維護方便、體積小、能耗低等優點,因而能很好地解決上述問題。但PLC梯形圖編程困難,且傳統的PLC編程方法無法滿足諸如協調控制、競爭控制等復雜工業控制要求。針對以上問題提出了一種新型PLC梯形圖設計方法——Petri網法,詳細介紹了Petri網控制模型的建立方法以及Petri網模型與梯形圖的轉換關系,采用該編程方法完成了分步壓裝藥工藝流程的Petri網建模,并將該控制模型轉換為PLC控制程序。實際仿真測試表明,該控制系統能很好地滿足生產控制要求。
PLC; Petri網; 控制; 建模; 可靠性; 仿真
0 引言
分步壓裝藥法是我國中大口徑榴彈廣泛采用的裝藥方法,具有裝藥質量好、密度大、效率高、穩定性好等優點[1]。但分步壓裝藥機的機電控制系統仍以繼電器邏輯控制為主,其可靠性、擴展性以及柔性、變品種生產能力較差,且接線復雜、維修維護困難,難以滿足現代化的控制要求[2-3]。
可編程邏輯控制器(Programmable logic controller,PLC)作為工業控制計算機,以其優越的性能,已廣泛應用于生產控制的各領域[4]。PLC程序常用的設計方法有經驗法、狀態表法和功能圖法等。但隨著工業控制復雜性的增加,傳統的設計方法已難以滿足諸如協調控制、競爭控制等控制要求,且PLC梯形圖可讀性差、修改升級困難,不能用數學方法對其進行評估和分析[5]。基于帶抑制弧的Petri網法能很好地滿足以上控制要求。
1 Petri網模型的建立
1.1 Petri網模型的建立方法
Petri網由庫所(place,P)、變遷(transition,T)、有向線段(arc)構成[6]。為建立控制系統的Petri網模型,需建立P、T與實際控制對象的對應關系。
將實際信號輸入/動作輸出與庫所P相對應。當有控制信號輸入或變遷激發時,P得到標志并輸出相應的控制動作;當控制信號消失或與P相連的下一個T激發時,P失去標志并終止相應輸出[7]。
將控制條件(由事件輸入與上一級P輸入構成)和T相對應。當滿足控制條件時,T立即激發,并將標志傳送到下一級P。
可編程邏輯控制器(programmable logic controcler,PLC)有順序、并行、同步三種基本控制模型,這三種控制模型的Petri網描述如圖1所示。其中,庫所P1、P4、P8、P9各含有一標志,分別為系統的初始狀態;P2、P7、P11為實際控制信號;P3、P5、P6、P10為實際輸出;變遷T1~T3為實際控制條件。圖1(a)中,由于P1含有一標志,系統運行后,當有信號輸入時,P2得到標志,T1立即激發并將標志傳送到P3,P3被激發后輸出實際動作。圖1(b)中,當P7得到標志時,控制條件得到滿足,T2激發并由P4分別將標志傳送到P5和P6;P4失去標志后被抑制,P5、P6得到標志后被激發。圖1(c)中,只有當P8、P9和控制條件P11同時含有標志時,T3才被激發,并將標志傳送到P10。
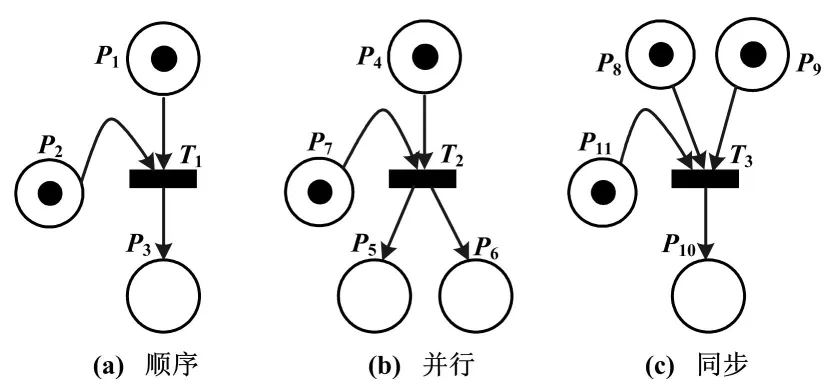
圖1 Petri網模型圖
1.2 Petri網控制模型的梯形圖轉換
在Petri網中,托肯(token,T)在P中的分布情況構成了Petri網的標志,標志的變化過程則反映了整個系統的控制過程[8]。為描述Petri網中標志的變化規律,定義以下表達式:
式中:Ci(t) 和Ej(t)分別為與Ti(t)相對應的控制條件和輸入事件。
根據Petri網標志的運行規則,描述變遷激發的表達式為:
(1)
式中:Ti為T輸入P的集合。

(2)
式中:Pi為P的輸入T的集合;Po為P輸出T的集合;
將式(1)與式(2)中的“·”和“+”分別與邏輯運算中的“與”和“或”相對應,則圖1中描述三種Petri模型的邏輯表達式分別如下。
①順序。P1=P1·T1、T1=P1·P2、P3=P3+T1。
②并行。P4=P3·T2、T2=P4·P7、P5=P5+T2
P6=P6+T2。
③同步。P8=P8·T3、P9=P9·T3、T3=P8·P9·P11、P10=P10+T3。
對上述邏輯表達式中的P、T分配相應的PLC地址,并將其中的“與”、“或”邏輯連接關系分別與梯形圖中的串、并聯觸點相對應,便可將上述邏輯表達式轉化為梯形圖。變遷激發梯形圖如圖2所示。
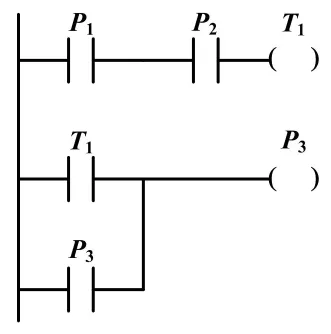
圖2 變遷激發梯形圖
2 分步壓裝藥控制過程實現
2.1 工藝過程
分步壓裝藥工藝過程為: ①炸藥裝入漏斗→運彈小車將彈體運送到裝藥位置→大小閘門關閉→裝藥器下降,夾緊彈體→提升電機反轉,壓藥壓頭下降到位→主傳動離合器閉合,壓藥工作頭上、下運動并旋轉,開始裝藥、壓藥;②壓藥工作頭向上運動→全給料開,攪拌器啟動,沖頭旋轉,向彈底輸送炸藥→壓藥工作頭向下運動→沖頭停轉,壓藥工作頭帶動螺桿沖頭對彈體內炸藥施加壓力→螺桿沖頭與炸藥之間的相互作用力大于主油缸溢流閥設定值→液壓油溢出主油缸,沖頭逐漸退出彈體藥室;③沖頭上升到設定位置→主傳動離合器斷開并停止壓藥→提升電機正轉,壓藥壓頭上升回到原位→裝藥器上升,松開彈體→大小閘門打開→運彈小車退出抗爆間[9-10]。
2.2 Petri網建模
為建立分步壓裝藥的Petri網模型,須將開關輸入信號、傳感器信號及壓藥機的動作輸出與Petri網的P相對應,將控制條件及動作輸入與Petri網的T相對應,然后將P和T按照壓裝藥工藝流程用弧線順序連接,便可得到分步壓裝藥的Petri網模型,如圖3所示。
以循環壓裝藥過程T5~T9為例(如圖3虛線框所示),當壓頭下降到位(P35得到標志)且充油閥打開后(P6得到標志),T5滿足控制條件立即激發并將標志傳送至P7、P8、P9,從而開啟循環壓裝藥過程。壓藥離合器閉合后,壓藥工作頭在曲柄滑塊機構帶動下作上、下往復運動。當P9得到標志后,工作頭向上運動,經T6激發,P10、P11、P12得到標志,全給料開、攪拌器啟動、沖頭旋轉,向彈底輸送炸藥。T7激發后,P13得到標志,壓藥工作頭向下運動,沖頭停轉、全給料關、攪拌器停轉,壓藥工作頭帶動沖頭對彈體內炸藥施加壓力。T8激發后,P9得到標志并開始下一個壓藥循環。當螺桿沖頭上升到位即炸藥裝滿時,P14得到標志,T8被抑制,P13經T9激發,將標志傳送到P15,從而退出循環裝藥過程。
2.3 Petri網模型的PLC梯形圖轉換
根據Petri網模型與邏輯表達式的轉換規則,描述循環壓裝藥過程T5~T9的邏輯表達式如下:

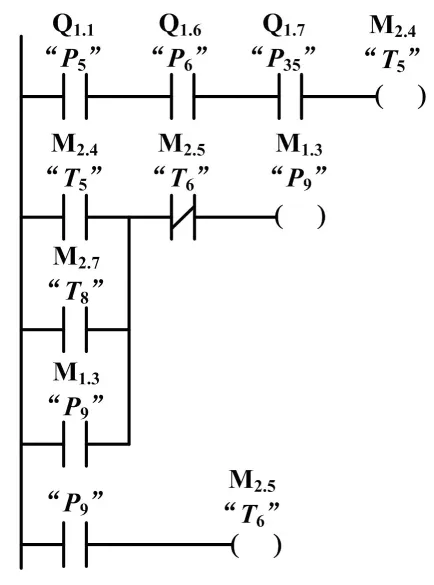
圖4 循環壓裝藥PLC梯形圖
2.4 PLC控制梯形圖的仿真與調試
為驗證分步壓裝藥PLC程序的運行控制性能,使用S7-300 PLC仿真軟件S7-PLC-SIM1對該程序進行仿真。測試結果表明,該控制程序完全滿足設計要求。
3 結束語
在工業自動化過程中,隨著控制復雜性的提升,人們越來越需要采用系統工程的方法來完成控制系統的設計,基于Petri網的梯形圖設計方法是完成上述任務的有效工具[3]。該設計方法將PLC程序編譯流程化,降低了編程難度,提高了復雜工況下的編程效率和可靠性。經仿真調試,利用該設計方法完成的分步壓裝藥控制程序完全滿足生產的控制要求。
[1] 張恒志,王天宏.火炸藥應用技術[M].北京:北京理工大學出版社,2010:121-122.
[2] 張方宇.我國彈藥生產技術和裝備技術現狀及其發展對策初探[J].兵工自動化,2008,27(4):1-7.
[3] 馬云富.我國彈藥裝配技術現狀及其發展對策[J].兵工自動化,2009,28(9):1-14.
[4] 王阿根. 電氣可編程控制原理與應用[M].北京:電子工業出版社,2013:80-81.
[5] 李占山,侯國強,都會敏.基于Petri網的PLC程序設計[J].河北理工學院學報,2002,24(S1):95-99.
[6] 江志斌.Petri網及其在制造系統建模與控制中的應用[M]. 北京:機械工業出版社,2004:39-40.
[7] 謝南.基于 Petri 網的可重組制造系統建模_調度及控制方法研究[D].上海:同濟大學.2006.
[8] 日本電器學會.順序控制[M]. 韓生廉,吳惠仙,譯.上海:同濟大學出版社,1998:104-105.
[9] 李琳琳,張欲立,張宏光,等.分步壓裝藥工藝及裝藥參數的實驗研究[J].兵工自動化,2009,28(10):33-35.
[10]張欲立,李琳琳,張宏光,等.基于分步壓裝工藝技術的新型裝藥設備[J].兵工自動化,2009,28(6):1-5.
[11]林惠標.機構合件柔性裝配系統的Petri網建模及其控制系統設計[J].測控技術,2011,40(4):73-75.
Design and Research on PLC Control System Based on Petri Net
JIAO Zhigang1, YANG Huiyuan2, DU Ning1
(1. School of Equipment Engineering, Shenyang University of Technology, Shenyang 110159, China;2. School of Mechanical Engineering, Dalian University of Technology , Dalian 116033, China)
In China, for middle and large sized grenades, the widely used detonator loading method is the procedure press-charge detonator method. This method features high efficiency, good quality, and stable; but the electromechanical control system of existing procedure press-charge detonator machine is mainly using relays, so it is not reliable and poor in adaptability for variable species and technological processes, as well as complex wiring and difficult maintenance. The PLC control system, due to using the large scale integrated circuits and advanced anti-interference technology, is highly reliable and provides advantages of anti-interference capability, comprehensive functions, easy to reconstruct and maintain, compact, low power consumption, etc., so it can well solve the problems above. Anyhow, the programming for ladder diagram of PLC is difficult, and the traditional PLC programming method cannot meet the requirements for some of the complex industrial controls, such as coordinated control and competition control. Aiming at these problems, a new design method of PLC ladder diagram is put forward, i.e., the Petri net method. The building method of Petri net control model and the conversion relationship between Petri net model and ladder diagram are introduced in detail, and the Petri net modeling for procedure press-charge detonator technology is achieved by using this programming method; and this control model is converted into PLC control program. The practical simulation tests show that the control system can well meet the control requirements of production control.
PLC; Petri net; Control; Modeling; Reliability; Simulation
國家科技計劃資助項目(2015BAK16B04)
焦志剛(1963—),男,碩士,教授,碩士研究生導師,主要從事彈箭現代設計方法與仿真、彈箭遠程技術尾翼穩定技術、彈藥終點效應、自動裝配技術等方向的研究。E-mail: f1912356@163.com。
TH86;TP271+.4
A
10.16086/j.cnki.issn 1000-0380.201702005
修改稿收到日期:2016-07-19
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
光學精密工程(2016年6期)2016-11-07 09:07:19
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
