影響數碼噴墨印花分辨率的因素
2017-03-01 13:29:40任雪楚建安
紡織導報 2017年1期
任雪+楚建安
摘要:數碼噴墨打印頭是數碼噴墨印花機最重要的配置,本文以SG1024打印頭為研究對象,分析了影響噴墨印刷分辨率的幾個主要因素,以及如何控制這些因素以提高印花質量。
關鍵詞:分辨率;印花質量;打印頭
中圖分類號:TS194.3 文獻標志碼:A
Influential Factors for Resolution of Digital Inkjet Printing
Abstract: Print head is the most important component of digital inkjet printing machine. Taking SG1024 print heads for instance, this paper analyzed the influential factors for resolution of inkjet printing. Some countermeasures were also put forward to improve inkjet printing quality.
Key words: resolution; printing quality; print head
打印分辨率表示直線方向上每英寸內的墨點數,用于衡量噴墨精度,即印刷的質量,是噴墨印花機最重要的性能指標之一。分辨率越高,印花質量也就越精細。當然,最終的印花質量是由設備整體來決定的,任何一個細節都可能影響最終印花的精度,本文就幾個主要的影響因素進行探討。
1 噴頭技術
噴墨印花根據噴墨系統中墨水噴射是否連續,可以將噴墨技術分為連續噴墨技術和按需噴墨技術。按需噴墨技術又可分為氣泡式、壓電式和閥門式等方式。
數碼噴墨印花設備的關鍵部件是噴頭,主要應用的有壓電式、熱氣泡式和連續噴墨噴頭。
壓電式噴頭的印花圖案精細度高,色彩均勻自然,使用壽命長,且墨點的噴射速度和墨量可控,是當前精細噴墨印花設備中應用最多的噴頭技術。
熱氣泡式噴頭打印速度快,缺點是墨滴受慣性影響,容易與打印頭拉扯不清,霧化嚴重,易產生飛墨,且僅用于水墨,壽命短。
連續噴墨噴頭印花速度快,適應性廣泛,系統穩定,噴頭的使用壽命長,噴射力、噴射距離和噴墨量都可以很大,但該噴頭分辨率相對較低、易漏墨,墨量固定,一般只能適用于噴印地毯等分辨率低、上墨量大和生產量大的厚重織物印花領域。
通過對國外Zimmer(齊瑪) Colaris、MS LaRio、Reggiani(美佳尼) ReNOIR等 3 款數碼印花機噴墨技術的對比,發現它們均采用壓電式噴頭,可以看出壓電式噴頭廣泛運用于現代紡織工業領域中。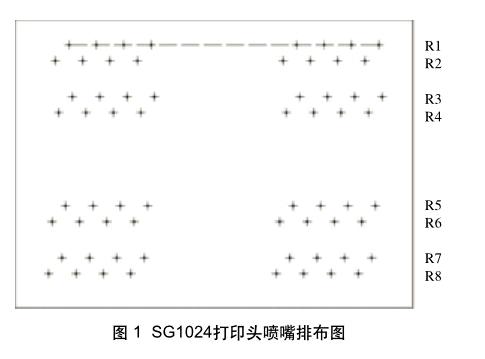
本文的研究對象是FUJIFILM(富士膠片)Dimatix公司推出的星光SG1024/MA噴墨打印頭,是一種壓電噴墨裝置,工作于切變模式,打印頭的噴嘴由壓電陶瓷片所驅動。該打印頭系列具有400 dpi的噴繪精度,共有 4 組激勵噴墨噴頭,每組噴頭有兩行,每行128個噴嘴,所有噴嘴的出口都在同一片噴嘴面板上。其噴嘴排布情況如圖 1 所示,噴嘴8 行的標記從上到下依次為R1、R2、R3、R4、R5、R6、R7、R8。根據不同需求,所有1 024個噴嘴可以同時或分別激勵噴墨。
2 墨滴大小
墨滴大小直接影響到噴墨印花的清晰度,噴墨印刷工業采用pL(1 pL=10-12 L )來計量噴墨墨滴的大小,通常噴墨印花機的印刷分辨率是按機器自身能夠達到的最小墨滴來進行計算的。最小墨滴越小,印花精度越高。
SG1024噴墨打印頭有 3 個規格的基礎墨滴分別是12、25和50 pL,液滴體積和直徑的關系如式(1):
式(1)中,D為所產生墨滴的直徑,V為所產生墨滴的體積。
墨滴大小與噴嘴的直徑大小、墨水的粘度和表面張力、墨盒內部的激勵頻率等相關。噴嘴的直徑越小,它所噴出來的墨滴的直徑也就越小;低粘度、高表面張力的墨能夠保證墨滴的良好形態;而墨盒內對墨刺激頻率越高,所產生的墨滴的直徑越小。
3 噴頭小車與承印物運動
噴墨打印頭分布在直線方向上的一行緊密排列的噴孔如圖 2 所示,此線段稱為噴孔線,相鄰噴孔間的距離決定該噴墨打印頭的固有分辨率,星光SG1024/MA噴墨打印頭相鄰噴嘴之間的距離為0.063 5 mm,相應的分辨率應為:
對于采用圖 2 的工業打印結構,確定噴孔線方向為縱向,與之垂直的方向為橫向(與承印物方向垂直,即噴頭小車掃描運動方向),打印頭和承印物交替運動,以來回掃描方式完成打印。
想要能完整地表達設備的打印質量,同時需要縱向分辨率和橫向分辨率兩個指標,兩個分辨率的實質是設備在兩個特定的、互相垂直方向上打印的兩條直線的分辨率。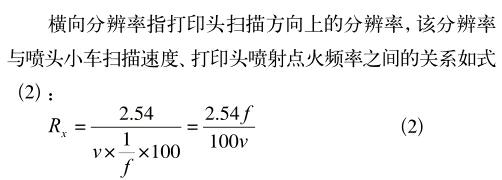
式(2)中,Rx為橫向分辨率,單位是dpi;f為打印頭噴射頻率,也稱為點火頻率,單位是Hz;v為噴頭小車掃描速度,單位是m/s。
由式(2)可知為保證打印系統的橫向分辨率恒定,當噴頭小車運動線速度發生變化時必須相應調整打印頭噴射頻率。
縱向分辨率由噴印模式來決定,有時候為了得到所需的噴印圖像,噴頭需要對相同圖像進行多次的噴印,噴印的次數即為Pass數。Pass數越高,噴印的圖像越清晰,分辨率越高。縱向分辨率實質上是由伺服電機所控制的承印物步進距離的精度來決定。
4 噴頭排列方式與安裝
4.1 噴頭排列
噴頭的安裝往往采用交錯排列方式,呈現“品”字型,該拼接方式的第 2 個噴墨頭排在第 1 個噴墨頭的前面,第3 個噴墨頭排在第 2 個噴墨頭的后面,并與第 1 個噴墨頭在一條線上,相鄰兩個噴墨頭的頭尾噴嘴銜接。噴頭位置之所以交錯排列,是為了使每次打印的縱向寬度增大,為了充分發揮每個噴頭的打印能力,從而提高打印速度。圖 3 是C、M、Y、K 4 種顏色噴頭組的排列示意圖。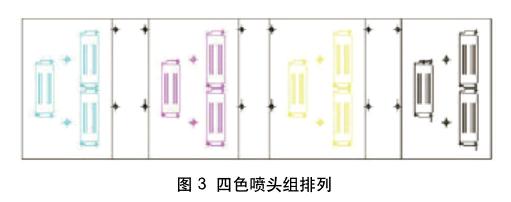
噴頭交錯安裝時必須要注意噴頭銜接處噴嘴的間隙,保證間隙的精度才能保證組合噴頭的噴印精度不變。相鄰噴頭的噴嘴銜接方式有以下兩種。
(1)噴頭重疊
受限于噴頭的結構,如果使兩組噴頭以上下對齊方式同列安裝,機械安裝精度可能無法保證上邊噴頭的最低位置的噴嘴和下邊噴頭的最高位置的噴嘴之間的間距能與其它噴嘴間距保持一致,故必須交錯安裝如圖 4。
重疊噴嘴數最少為每個打印頭只重疊 1 個噴嘴,1 個打印頭的末端與下 1 個打印頭的始端之間重疊的噴嘴越多越好。為了方便理解,給出SG1024打印頭的噴嘴標記如表 1所示。
當每一個打印頭重疊 4 個噴嘴時,圖 4 中打印頭A對應打印頭B所重疊的噴嘴標記如表 2 所示,對于多個噴嘴重疊時的方法同理。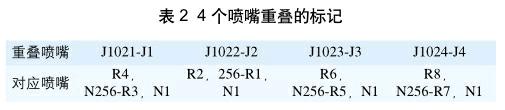
在這種交錯安裝方式下,在重疊噴嘴之間采用A、B打印頭交替打印的方式打印,或是采取A打印頭和B打印頭只有一個進行打印工作。
對于安裝時兩噴頭組噴頭銜接的相對位置誤差,其測試方法是:通過打印實測,以噴頭A為基準,令其重疊噴嘴中的 1 個噴嘴打印 1 條線段,再令噴頭B中與該重疊噴嘴對應的噴嘴也打印 1 條線段,然后比較其是否在同一直線上,多測幾個重疊噴嘴。
(2)噴嘴不重合
在圖 5 的這種方式中,噴嘴沒有一個是重合的,只需將上方噴頭的每一列第128個噴嘴與下方噴頭的每一列第 1個的噴嘴之間的間隔設置為0.508 mm,這樣的銜接方式會節省噴嘴,使得每一個噴嘴都能發揮作用,但缺點是機械調節難度大且精度并不能保證,所以通常使用多噴嘴重疊的方式。
4.2 噴頭安裝
在承印物方向上的墨點排列精度是400 dpi,為了保證所有相鄰噴嘴噴射的墨點間距均勻排列,則打印頭必須相對于承印物的移動方向精密地直線排列。
圖 6 中,整個噴頭從底部看是逆時針偏轉α角度,實際上從上往下看打印頭是發生順時針偏轉,可見相鄰噴嘴的間隔發生明顯的偏移,噴相鄰噴嘴之間垂直距離 。SG1024噴墨打印頭相鄰噴嘴間的距離為0.063 5 mm,所以當噴頭存在有偏轉時,打印出來的圖像如同條紋布圖案一樣,正是由于相鄰像素間距偏移造成的,這種相鄰像素間距的不均勻性改變了密實填充的外觀。
SG1024打印頭偏轉校準的主要步驟如下:
(1)將打印頭固定在機架上,在承印物的前進方向上以0.5 m/s的速率400 dpi的精度,用間隔 9 個像素的噴嘴(R3,N1和R1,N2)作為相鄰的噴嘴噴繪得到打印偏移測試圖;
(2)然后通過放大鏡進行觀測,比較確定這些數值與額定值的差值,這些偏移線之間的額定間隔距離應當保持在571.5 μm(或 9 個像素間隔,或9/400 dpi),選取不同位置進行多次觀測;
(3)通過總結得出表 3,可以以此對打印頭進行偏轉校正。
圖 7 是按照上述方法打印出的偏移測試圖,每一行末端的點數表明這一行是哪一個模塊噴印的。從圖中可以很明顯的看出線條間隔不均勻,通過放大鏡觀測并對應表 3 可以發現,M2→M1測量距離大于額定值,M3→M4、M1→M3和M4→M2測量結果分別是小于、小于和大于,即可判斷出打印發生了順時針方向的旋轉,需要作一個逆時針方向的旋轉來調整。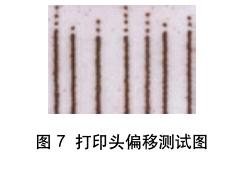
5 結語
通過對以上幾個因素的研究發現,不可一味地追求高分辨率,一方面由于安裝精度和控制精度等原因無法達到理論要求,另一方面因為人眼的最高分辨率取決于視網膜上相鄰視覺細胞之間的最小距離,觀看距離越遠,分辨率越低。在30 cm的觀察距離處,人眼最高可以分辨出間距為0.087 mm的兩個點,小于此間距的點,人眼無法分辨而默認為是一個點了,此時的分辨率,約300 dpi。所以當間隙小到人眼無法分辨且印刷品已滿足了設計要求時,就無需過分追求精度。
參考文獻
[1] 付少海,張麗平,譚瑩,等. 紡織品數碼噴墨印花噴頭及整體設備的研究進展[J]. 紡織導報,2014(11):36-37.
[2] 王燦才. 噴墨印刷質量的分析與研究[J]. 包裝工程,2008,29(2)55-57.
[3] 占紅武. 工業噴墨打印控制系統研究[D]. 杭州:浙江工業大學,2008.
[4] 杜威,魯國濤,李玉光. 噴墨數碼印刷機噴墨頭拼接方式及整體調節機構[J].數碼印藝,2010(9):70-72.
[5] Product Manual of StarFire SG1024/A Printheads[Z]. USA: FUJIFILM DIMATIX Inc,2014.
[6] 陳黎明. 噴墨印刷機的分辨率[J].印染,2013,39(3):18-19.
