TRIZ理論在提高航空油管TA18鈦合金無縫管擴口率中的應用
2017-02-17 16:54:26李永林李修勇
科技創新與品牌 2017年1期
李永林++李修勇

摘要:航空油管TA18鈦合金無縫管材的擴口率要達到60%,目前這一指標國內無法突破,我國該材料也只能從國外進口。本文基于TRIZ解決技術問題的方法和流程,從TA18鈦合金無縫管材的整體工藝技術出發,運用TRIZ工具對技術系統進行深入的分析,找到解決問題的入手點。論述運用了小人法、因果鏈分析、功能分析、技術矛盾和物理矛盾、矛盾矩陣、發明原理、知識庫等工具的過程。最后通過實踐驗證和小批量生產驗證解決了這一行業難題,并通過分析現有專利狀況,形成了專利布局圖及知識產權保護建議。
關鍵詞: TRIZ理論; TA18鈦合金; 無縫管; 擴口率
引言
TA18鈦合金管材由于其良好的綜合性能,大量用于飛機和發動機液壓及燃油等管路系統,早在20世紀70年代就在美國高科技領域軍用、航天和民用飛機上作為液壓、燃油等管路應用[1-4]。用于航空液壓管的TA18鈦合金管材要求其擴口率達到60%,而目前企業實際達到的水平為30%而且不穩定,因此本文利用TRIZ理論解決TA18合金管材擴口率低的問題,攻克這一技術難題。
1 初始問題描述
1.1 TA18管制備過程
TA18鈦合金無縫管材的生產流程:海綿鈦+中間合金→熔煉→鑄錠→鍛造→棒坯→擠壓→管坯→軋制→熱處理→成品管材。
1.2 主要問題
采用目前的工藝技術生產得到的TA18管的擴口率經測試最好水平達到30%,而且批次產品之間的擴口率測試值不穩定,無法達到協議要求的60%,造成此產品一直無法滿足用戶使用要求。
2 TRIZ解題流程
2.1 系統分析
2.1.1 因果鏈分析
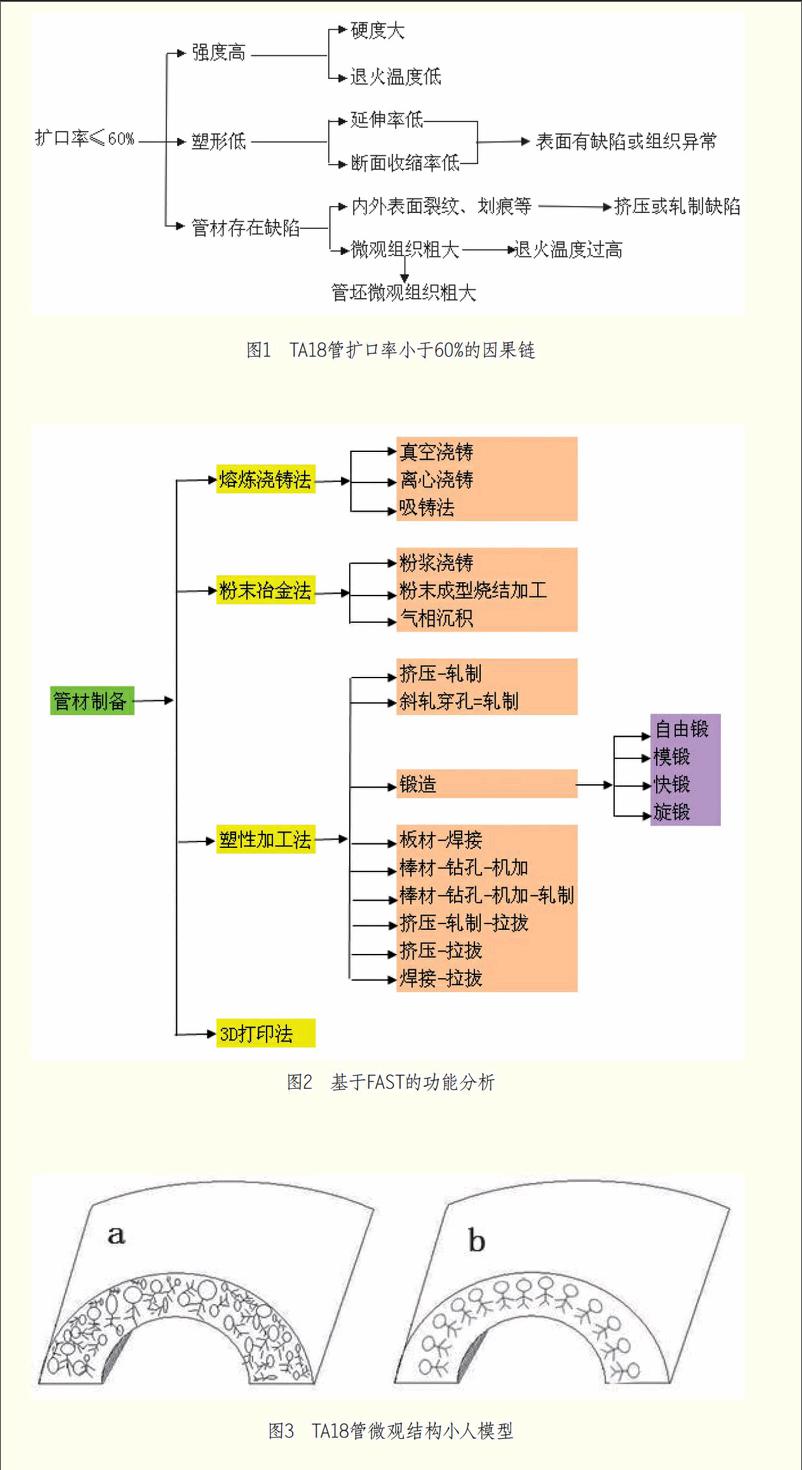
圖1為導致TA18管擴口率小于60%的因果鏈,從圖中可以看出直接原因:管材表面有缺陷或組織異常;退火溫度不適宜。
通過圖3因果鏈分析,可得到的啟示方案有:①控制退火溫度保證材料的強度和塑性匹配達到最佳;②在選擇擠壓管坯時,選取尺寸均勻的,這樣組織也比較均勻一致;③加強鏜孔和表面處理,確保管材表面無裂紋和劃痕等缺陷。
2.1.2 功能分析
本研究是關于產品生產過程中的技術性能問題,而不是單純的某一個機械產品或加工制造類產品,因此沒有進行基于組件的功能分析,而是進行基于FAST的功能分析。
定義功能:制備管材(改變形狀,改變內部結構排列)
搜索可用的方法:澆鑄法、擠壓法、拉拔法、軋制法、鍛造法(旋鍛、快鍛、模鍛和自由鍛)、焊接法、機加鉆孔法、斜軋穿孔法、粉末成型法、激光快速成型法。
功能分類:熔煉澆鑄法、粉末冶金法、塑性加工法、3D打印法。
通過以上的基于FAST的功能分析發現,制備管材的方法很多,每種方法都有各自的特點,因此可以利用這些特點進行對本研究課題有利的組合和借鑒。
2.2 小人法
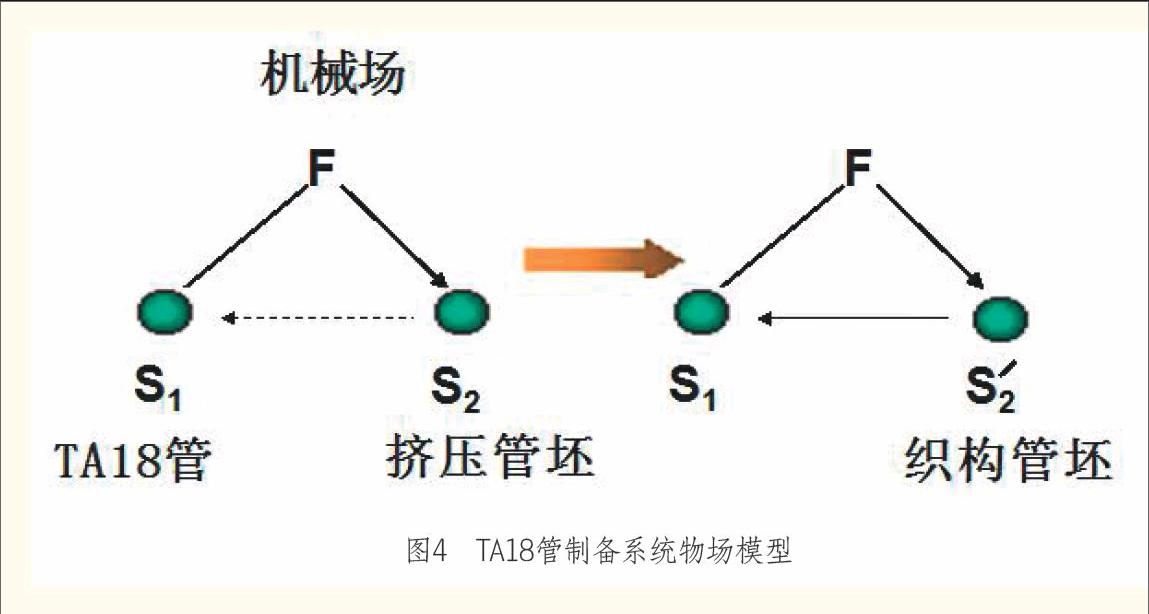
對TA18成品管的微觀結構進行小人模型圖的繪制,具體見圖3。圖3a為目前實際管材橫截面的微觀組織小人模型,在該小人模型圖中每個小人的大小不一樣,而且每個小人之間的排列也是雜亂無章的,每個小人之間沒有緊密結合,這樣在受到外力作用時,如擴口或壓扁時,每個小人之間由于結合力低,容易被外力突破,也就造成擴口率僅維持在30%左右,滿足不了客戶要求的60%的指標。圖3b為通過小人法得到的理想的TA18成品管橫截面的微觀組織小人模型圖,這一模型的好處是每個小人大小一樣,而且每個小人之間互相連接在一起,這樣在受到外力作用時,每個小人受力比較均勻,而且會互相之間協調和分配力,這樣能進一步提高擴口率,有望達到60%的目標。
依據小人模型圖3b,可得到的啟示為管材具有明顯的織構,工程中用軸向和徑向的塑性變形率比值來表示這一織構指數,具體被稱為收縮應變率或CSR。由于鈦合金管材方向性極強的微觀組織和顯著的晶體學織構,在工程設計液壓系統過程中可以表現出一系列優異的性能。徑向織構的管材比切向的具有更高的屈服強度和延伸率。
通過小人法,可得到的啟示方案有:①制備鑄錠時,通過調整坩堝澆注系統,得到晶粒細小的鑄錠;②通過改變熔煉方式得到有織構傾向的鑄錠;③通過鍛造+機加的方式選擇組織均勻、晶粒大小一致的管坯;④選擇擠壓管坯尺寸、組織均勻部位,在后續加工過程中,產生管材織構;⑤軋制過程中增加兩輥軋制道次,縮減多輥軋制道次,控制好Q值,產生周向織構。
2.3 理想解
系統IFR定義見表1。
通過IFR,可得到的啟示方案有:①選擇擠壓管坯尺寸、組織均勻部位,精整除去內外表面缺陷,軋制過程沿一個順序軋制;②開坯軋制和中間道次軋制都采用兩輥軋制,而且每道次軋制Q值控制在0.5~1.8范圍內,成品軋制采用多輥軋制,Q值控制在>3范圍內。
2.4 運用TRIZ工具
2.4.1 技術矛盾-矛盾矩陣
(1)原問題技術矛盾
改善:采用目前的熔煉、鍛造、擠壓、軋制和熱處理工藝技術可以得到尺寸、表面、力學性能滿足要求的TA18管材。
惡化:目前生產的工藝技術中管材表面會產生微缺陷,晶粒雜亂分布,工藝性能難以符合期望值。
(2)問題模型
對應的39個通用工程參數
改善的參數:10力
惡化的參數:31物體產生的有害因素
(3)解決方案模型
對應查看阿奇舒勒矛盾矩陣表得到參考創新原理為4個,經篩選,保留3個創新原理(表2)。
2.4.2 物理矛盾-分離原理
(1)物理矛盾:
為了高擴口率,應該多增加兩輥軋制;為了力性指標和降低表面缺陷,又不應該多使用兩輥軋制。
為了提高表面質量,應該多增加多輥軋制;為了提高擴口率,又不應該多使用多輥軋制。
(2)物理矛盾分離法:
時間分離。
(3)解決方案模型
根據10預先作用原理,可以在坯料上預先形成帶有織構的特征。這樣可以延伸出的解決問題解決方案有三個:
①鑄錠在熔鑄時形成樹狀枝方向一致的鑄態組織。
②軋制用的管坯直接用帶有所需織構的棒材鉆孔制得。
③擠壓管坯用的管坯錠具有所需的織構要求。
2.4.3 物場模型-標準解
分析目前的技術系統為效應不足,通過S2的變形,將原先的擠壓管坯改為帶有織構傾向的其他管坯,來增強效應,從而得到效應完全的物場模型。
3 結論
通過TRIZ結題中小人法的模型,找到了解決這一行業技術難題的突破口,再通過因果鏈分析、功能分析、技術矛盾和物理矛盾、矛盾矩陣、發明原理、知識庫等工具的應用,豐富了解題思路。最終選用兩個組合方案:①選用擠壓管坯尺寸、組織均勻部位,二輥和多輥組合軋制工藝;②鍛造制備特殊要求管坯,二輥和多輥組合軋制工藝進行驗證。結果兩個方案都得到了滿意的效果,TA18管材的擴口率都大于60%。
責編/劉紅偉