采用高頻加熱方式制造不同結構竹木復合板穩定性的測試
2017-02-15 05:19:16曾春雷曹勝利王春明張長武于文吉黃海兵
林業科技 2017年1期
曾春雷 曹勝利 王春明 張長武 于文吉 黃海兵
(1.黑龍江省木材科學研究所,哈爾濱150081;2.黑河市愛輝區林業局,黑龍江黑河164300; 3.中國林科院木材工業研究所,北京100091)
采用高頻加熱方式制造不同結構竹木復合板穩定性的測試
曾春雷1曹勝利2王春明1張長武1于文吉3黃海兵1
(1.黑龍江省木材科學研究所,哈爾濱150081;2.黑河市愛輝區林業局,黑龍江黑河164300; 3.中國林科院木材工業研究所,北京100091)
竹材和木材都是由微小纖維排列組成的多孔型各向異性材料,在不同的方向有不同的強度性能和脹縮特性,本文利用竹材較高的硬度和楊木輕質的特點,采用高頻加熱方法,研制不同厚度(18~50 mm)的竹木復合板,其中較厚板材可用于桌臺面、門板等,較薄板材可用于家具板、櫥柜板等。竹材和木材在纖維紋理方向的強度大于弦向和徑向,濕脹干縮變化比弦向和徑向小。本研究研制的竹木復合板由3層或5層縱橫交錯的組合結構復合而成,竹材的表層、芯部為楊木,在厚度方向上采用奇數層;通過每層材料形式、種類和厚度的變化,考察復合后板材的尺寸穩定性和形狀變化。
1 試驗材料與方法
1.1 材料及設備
試件包括5.5 mm厚竹板,自然色;13 mm厚楊木條指接拼板,1.2 mm厚楊木單板;脲醛樹脂膠。設備有高頻壓機,KU-CPD0210型,最大壓力274 T;高頻發生器,FDY-2001型(木材用),額定輸出功率20 kW;恒溫恒濕箱;尺寸測量儀。
1.2 試驗方法
1.2.1 組坯方法
根據竹木復合板可能的用途,設計4種型結構:
(1)在復合板的厚度方向上采用5層結構,并且相鄰兩層的纖維方向相互垂直(下同);第1層和第5層為5.5 mm厚的竹板,第2、3、4層為13 mm厚楊木條指接拼板(a型)。熱壓后,竹木復合板的厚度約48 mm。
(2)在復合板的厚度方向上采用3層結構;第1層和第3層為5.5 mm厚的竹板,第2層為13 mm厚的楊木條指接拼板(b型)。熱壓后,竹木復合板的厚度約23 mm。
(3)在復合板的厚度方向上采用5層結構;第1層和第5層為5.5 mm厚的竹板,第2層和第4層為厚1.2 mm厚的楊木單板,第3層為13 mm厚的楊木條指接拼板(c型)。熱壓后,竹木復合板的厚度約25 mm。
(4)在復合板的厚度方向上采用5層結構;第1層為5.5 mm厚的竹板,第3層為13 mm厚的楊木條指接拼板,第2、4、5層為1.2 mm厚的楊木單板(d型)。熱壓后竹木復合板的厚度約21 mm。
1.2.2 穩定性檢測方法
1.2.2.1 尺寸(長度和厚度)穩定性檢測方法
國家標準GB/T17657-2013《人造板及飾面人造板理化性能試驗方法》中尺寸穩定性試驗有兩種方法:一是檢測試件相對濕度由65%+5%到8% +5%和35%+5%的尺寸變化;二是試件經過干熱和高濕處理后,測量試件的尺寸變化。考慮到方法一的檢測條件與實際應用狀態相對接近,故選擇方法一進行檢測。
1.2.2.2 翹曲度檢測方法
翹曲度是衡量板狀材料變形的重要指標,按照GB/T21128-2007《結構用竹木復合板》標準中要求的翹曲度檢測方法,同時依據國家標準GB/T17657-2013《人造板及飾面人造板理化性能試驗法》中的試件處理條件(30%+5%、65%+5%、85%+5%),試件需要在一定溫濕度條件下長時間(1~2個月)處理至恒重,處理設備的內部空間有限,所以本研究通過檢量相對濕度為30%+5%、65%+5%和85%+5%時,600 mm×600 mm(長×寬)試件的翅曲度,來考察不同組坯結構的竹木復合板形狀變化情況。
2 結果與分析
本研究中,600 mm×600 mm竹木復合板試件翹曲度與4×8呎板材所檢測的翹曲度不會完全相同,但由于翹曲度按百分比計算,所以二者的數值仍然具有一定的可比性。
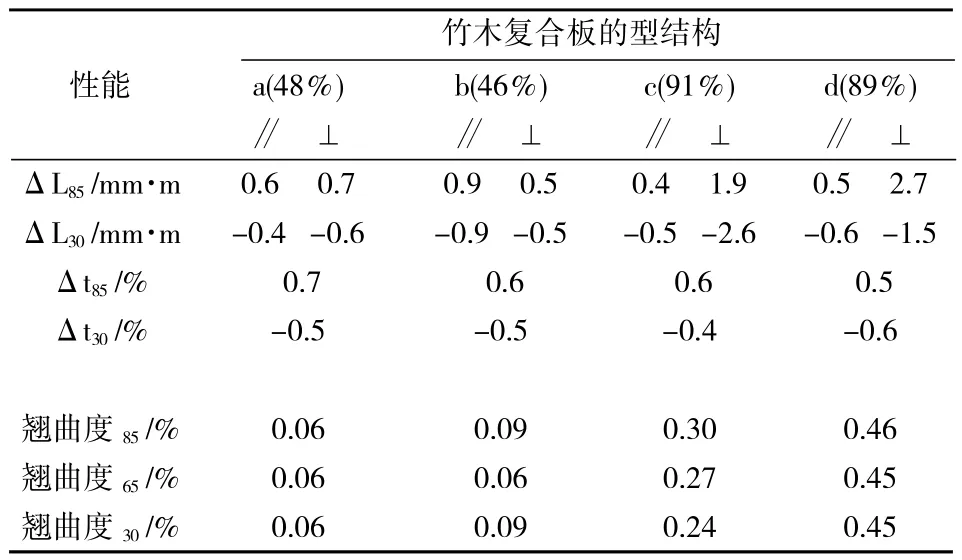
表1 不同結構竹木復合板穩定性能測試結果
表1中,c型結構和d型結構的縱橫向試件線性膨脹率ΔL值相差較大,而a型和b型結構的ΔL值相差相對較小,這是由于竹材和木材都是各向異性的非均質材料,弦徑向的脹縮比縱向大得多,竹材和楊木條指接拼板在a型結構和b型結構竹木復合板中為互相垂直分布,濕度變化時縱向制約了弦徑向上的脹縮,在一定程度上牽制了尺寸的變化,改善了材料的穩定性;從順紋理材料在厚度方向上所占的百分率(48%、46%)也可以看出同樣的結果,垂直交叉分布也使材料的承載能力在板面內更均衡。竹材和楊木條指接拼板在c型和d型結構中都是縱向分布,弦徑向上的脹縮集中在一個方向較多,并且僅由2張橫向單板牽制,致使整個復合材料縱橫向線性膨脹率相差較大,從順紋理材料在厚度方向上所占的百分率(91%、89%)也可看出這一結果。
在厚度方向上順紋理材料的分布比率,50%是個理想的數值,越接近這個值,縱橫向上的性能越均衡;越偏離50%,單一方向性能增強,而另一方向性能會有所下降。
3 結論
3.1 本研究中,4種型結構竹木復合板的翹曲度最小0.06%、最大0.46%,都比標準規定值小許多倍(GBT21128-2007《結構用竹木復合板》中規定翹曲度不超過1.5%),由此可見,與接觸式加熱比較,高頻加熱可使板的整體同時受熱,板材內部溫度相對均勻,不存在較大含水率梯度,因此大大降低了內在因素對竹木復合板變形的影響,穩定性更好。
3.2 d型結構材料種類和厚度都不對稱,翹曲度雖然比其它結構高,但符合標準要求,完全可以滿足實際使用要求;而且用單板代替一側竹材,降低了竹木復合板成本并仍可具有竹材的外觀。這種不對稱結構產品的意義在于:兩個不同材質的表面會帶來不同的質感和外觀,產品成本降低,可進一步拓展開發廉價材代替優質材,所以高頻加熱制造非對稱結構板具有一定優勢。
3.3 順紋理材料占比為91%和89%的c型和d型結構的線性膨脹率橫向明顯大于縱向,表明可以通過調整組坯方向,制造單一方向性能突出的竹木復合板,即單一方向的線性膨脹率和強度兼優的定向竹木復合材料,以滿足特殊用途需要。
[1]周曉燕.國外結構人造板尺寸穩定性的研究技術[J].林產工業,2000(6):6-10.
[2]ISO/TC 89.ISO 16985-2003木質板材-隨相對濕度改變板材尺寸變化的測量[S].國際標準化組織,2003.
[3]鮑甫成,江澤慧.中國主要人工林樹種木材性質[M].北京:中國林業出版社,1998.
[4]劉君良.酚醛樹脂處理楊木、衫木尺寸穩定性分析[J].木材工業,2004(11):5-8.
[5]楊小軍.熱處理對實木地板尺寸穩定性影響的研究[J].木材加工機械,2004,15(6):18-19.
[6]王坤,于志明.幾種實木地板和單板層積材尺寸穩定性的初步研究[J].木材加工機械,2005,16(1):25-27.
[7]岳金方.竹木復合材是良好的家具和家裝用材[J].人造板通訊,2004(5):17-18.
[8]中華人民共和國質量監督檢驗檢疫總局.GB/T17657-2013人造板及飾面人造板理化性能試驗法[S].北京:中國標準出版社,2013.
[9]楊亮慶,畢克新,閆超.組坯層數對集成材彎曲性能的影響[J].林業科技,2014,39(3):50-52.
第1作者簡介:曾春雷(1963-),男,研究員,主要從事木質復合材料、木質功能材料、環境友好材料等方面的研究。
(責任編輯:潘啟英)
1001-9499(2017)01-0047-02
2016-11-01
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
哲學評論(2021年2期)2021-08-22 01:53:34
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50