冷軋界面油膜厚度對表面形貌轉印過程的影響
2017-02-08 06:50:28王曉晨李洪波
哈爾濱工業大學學報 2017年1期
徐 冬, 楊 荃, 王曉晨, 張 杰, 李洪波
(1.國家板帶生產先進裝備工程技術研究中心(北京科技大學),北京100083;2.北京科技大學 機械工程學院,北京100083)
?
冷軋界面油膜厚度對表面形貌轉印過程的影響
徐 冬1, 楊 荃1, 王曉晨1, 張 杰2, 李洪波2
(1.國家板帶生產先進裝備工程技術研究中心(北京科技大學),北京100083;2.北京科技大學 機械工程學院,北京100083)
為研究冷連軋過程中接觸界面潤滑油膜厚度對表面形貌轉印過程的影響,在跟蹤實際生產中帶鋼表面形貌的基礎上,結合軋輥表面磨損形貌以及潤滑分析確定的界面油膜分布,建立真實表面接觸的帶鋼形貌生成模型,用跟蹤測量軋輥服役期內生產帶鋼表面的粗糙度對模型進行驗證.利用模型分析在不同磨損狀態下電火花毛化軋輥油膜厚度對轉印形成帶鋼表面形貌的影響規律.結果表明:軋輥表面處于不同磨損狀態時,帶鋼表面Ra的轉印率隨著油膜厚度的增加而減小;軋輥表面磨損后轉印形成的帶鋼表面Pc的轉印率在油膜厚度增加的初期基本保持不變,而后急劇減小.
冷軋;帶鋼;表面形貌;轉印;潤滑
表面形貌對于帶鋼的沖壓、摩擦和涂鍍性能有著重要影響[1-2],因此對冷軋帶鋼幾何質量的要求從厚度、板形逐漸擴展到表面狀態.目前,軋制實驗[3-4]仍是研究軋制界面帶鋼表面形貌生成過程的主要手段.此外,一些學者采用生產過程測量的表面形貌數據,用函數回歸的方法提出了帶鋼表面粗糙度與軋輥粗糙度、軋制工藝參數之間的函數關系,進而用于指導現場生產[5-6].表面形貌轉印過程的數值模擬主要采用滑移線法和有限元法.Shi等[7]用滑移線法分析了帶有鋸齒狀粗糙峰軋輥的粗糙度轉印問題,總結了具有鋸齒狀剛體壓下并移開后帶鋼的表面特征.Shi等[8]在隨后的研究中使用有限元軟件仿真剛性鋸齒作用在彈塑性表面之后的自由表面的輪廓變化,利用滑移線方法分析平整過程粗糙度的轉印問題.Kijima等[9-10]將冷軋平整簡化為墩粗過程,通過建立這一平面應變問題的彈塑性有限元模型來分析冷軋界面表面形貌的轉印過程,軋輥表面由半圓形微凸體組成,通過統計學方法分析了不同法向壓力條件下以及法向力與切向力共同作用下的粗糙度轉印規律.
本文在軋制界面潤滑分析的基礎上,結合軋輥表面磨損形貌,建立真實表面接觸的帶鋼形貌生成模型,重點分析界面平均油膜厚度對形貌轉印過程的影響.
1 冷軋界面表面形貌轉印機理及規律
1.1 形貌轉印機理
在帶鋼冷軋過程中,軋輥工作在高速重載的情況下,軋輥表面凸峰與帶鋼表面相接觸,凸峰端部壓入帶鋼表面,使帶鋼表面產生塑性變形,形成與凸峰具有相似形狀的凹坑.同時,在凹坑的周圍金屬發生隆起,形成具有凸起特征的環形邊緣.毛化軋輥的表面形貌在帶鋼表面的這種轉印行為,是形成帶鋼表面形貌的主要過程.毛化工作輥在冷連軋機中主要應用于最后成品機架,其目的是使所軋制的帶鋼具有一定的表面粗糙度.冷連軋機前4機架的工作輥表面經過磨床磨削,上機表面光滑,帶鋼經過前4機架大壓下率的軋制,其粗糙度相對于成品機架電火花毛化輥形成的粗糙度小很多,因此可假設成品機架入口處的帶鋼表面光滑.1.2 形貌轉印規律分析
帶鋼表面形貌的測量是在軋機出口檢測臺上離線進行的,本文采用在德國馬爾M1便攜式粗糙度儀基礎上進行二次開發所搭建的形貌測量分析系統對帶鋼形貌進行檢測[11-12],每隔15卷測量一次.為了減少測量的偶然誤差,每次測量在展開鋼卷尾部的兩個不同斷面進行,每個斷面上分別在邊部及中心位置進行次測量,最終結果取6次測量的平均值.圖1為某廠145#電火花毛化工作輥在服役期內生產的帶鋼表面形貌參數.由圖1可知,帶鋼表面粗糙度(Ra)和表面峰密度參數(Pc)與軋制量的變化并沒有明顯的關系.這是因為,冷軋工藝參數對生成帶鋼表面形貌的影響很大,同時帶鋼的材質和厚度的影響也不可忽視,而在實際生產中,因為軋制計劃的編排原則,在軋輥服役期內所軋帶鋼的種類、規格和工藝參數都有較大區別.所以很難通過跟蹤測量軋輥服役期內生產帶鋼的形貌,并進行數據回歸分析的方法建立軋制界面形貌的轉印關系.因此,為了研究帶鋼表面形貌生成過程,以及軋輥形貌磨損和界面油膜分布對形貌轉印過程的影響,本文將建立表面形貌轉印過程的有限元模型.
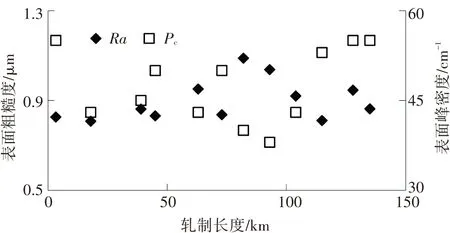
圖1 某廠145#軋輥服役期內帶鋼表面形貌參數
Fig.1 The roughness parameters of steel strip in the 145# roll service period
2 冷軋界面表面形貌轉印過程建模
2.1 界面潤滑分析
軋制潤滑的計算是在Sheu等[13]工作基礎上進行的,用由Patir和Cheng引入的平均雷諾方程計算粗糙表面的油膜壓力.對于穩定的、不可壓縮的一維問題,平均雷諾方程可以簡化為
(1)
式中:x為變形區位置,hn為名義油膜厚度,ht為平均油膜厚度,pb為平均油膜壓力,η為潤滑劑,u、ur分別為帶鋼和軋輥表面速度,φx、φs分別為壓力和剪切流量因子,Rq為軋輥和帶鋼的總粗糙度,定義為
(2)
式中Rqr、Rqs分別為軋輥和帶鋼表面的粗糙度.
Wilson和Sheu在帶鋼變形區建立了帶鋼有效硬度H和接觸面積A以及量綱一的應變速率E的半經驗半理論關系,同時建立了接觸面積A和平均油膜厚度ht的關系以及軋制界面的微觀摩擦模型.通過4階Runge-Kutta方法依次求解軋制入口區、過渡區、變形區以及出口區的微分方程組,可以求得輥縫處沿軋制方向平均油膜厚度分布,沿軋制方向平均油膜厚度的最小值定義為最小油膜厚度.
2.2 有限元模型
用有限元Marc 軟件建立真實表面接觸的帶鋼表面形貌生成模型.根據軋制界面潤滑分析建立軋輥表面磨損模型[14],某廠212#電火花毛化工作輥在實際服役過程中軋制不同長度帶鋼的磨損預測形貌如圖2所示.
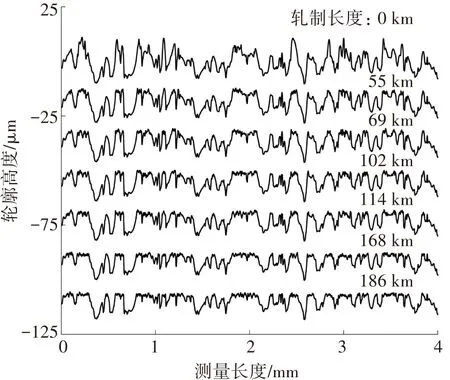
圖2 某廠212#電火花毛化工作輥磨損形貌
Fig.2 The worn surface topography of electrical discharge textured 212# roll
建模時,根據毛化軋輥表面磨損形貌,在模型中依次建立形貌的特征點,連接成連續曲線代表軋輥輪廓,并將帶鋼表面實體底面上所有節點的自由度均設置為零(如圖3(a)所示).帶鋼的材料選用普通碳素鋼Q235,材料彈性模量E=200 GPa,屈服強度σs=235 MPa,泊松比0.3,為減少單元數量,帶鋼厚度及單元尺寸根據工況條件調整.在壓入過程中,帶鋼表面單元發生較大位移的塑性變形,為提高計算精度,采用網格重劃分技術,不同油膜厚度條件下網格重劃分結果如圖3(c)所示.另外,在接觸的局部,軋輥的硬度遠遠大于帶鋼的硬度,因此把軋輥的形貌視為剛體,而把帶鋼視為塑性變形體.將求解過程定義為平面應變問題,當界面空隙平均值達到此工況最小油膜厚度時,終止計算.模型分析完成后,帶鋼表層單元由于局部塑性變形而在XY平面產生的位移,即帶鋼表層變形的結果如圖3(b)所示.
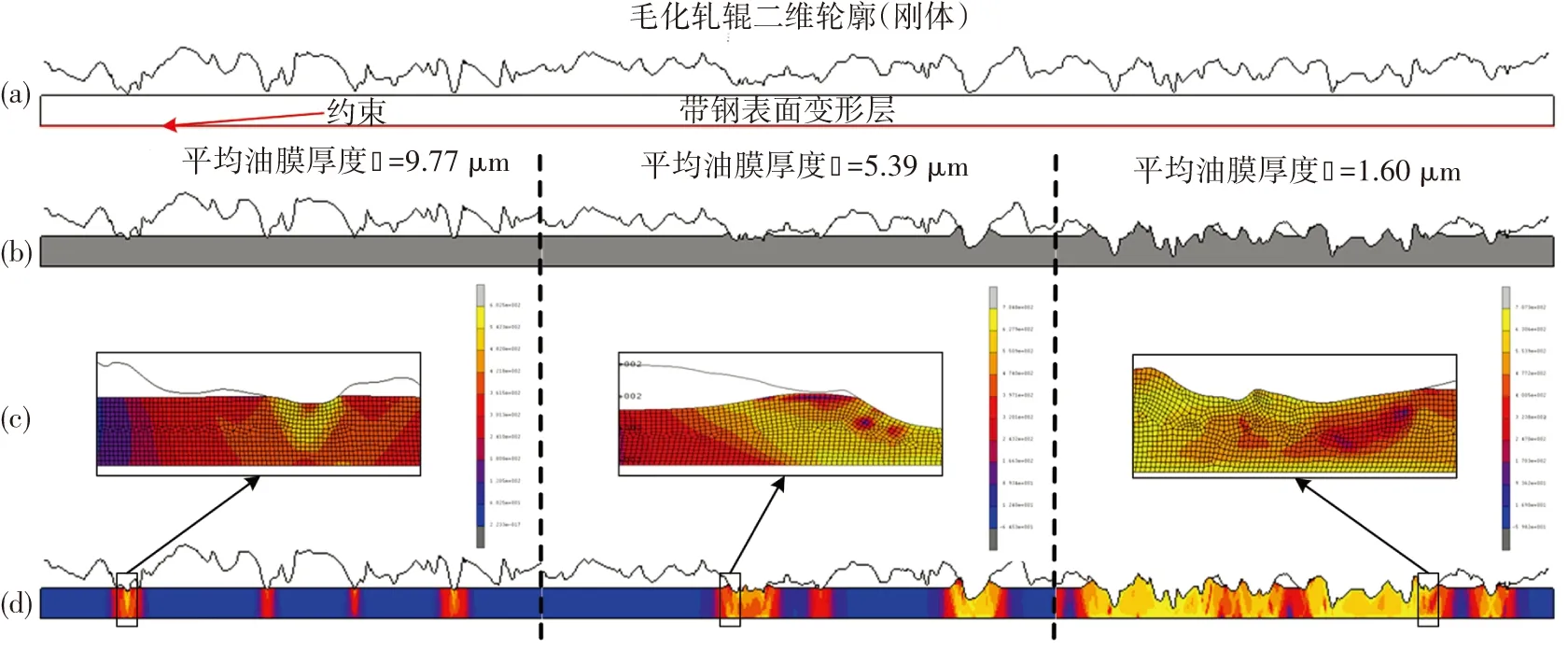
(a)幾何模型; (b)帶鋼表面輪廓;(c)局部網格重劃分;(d)等效應力分布
2.3 模型驗證
為了驗證模型的準確性,對某廠212#軋輥服役期內生產帶鋼表面形貌參數進行跟蹤測量,根據生產軋制工藝參數通過潤滑模型[13]計算得到了軋制界面處最小油膜厚度,同時根據實際工況修改模型中軋件的材料屬性,采用所建立的模型預測了軋制不同長度處帶鋼表面形貌.測量及預測表面的粗糙度如圖4所示,粗糙度的預測誤差在±0.1 μm以內,相對誤差<10%.
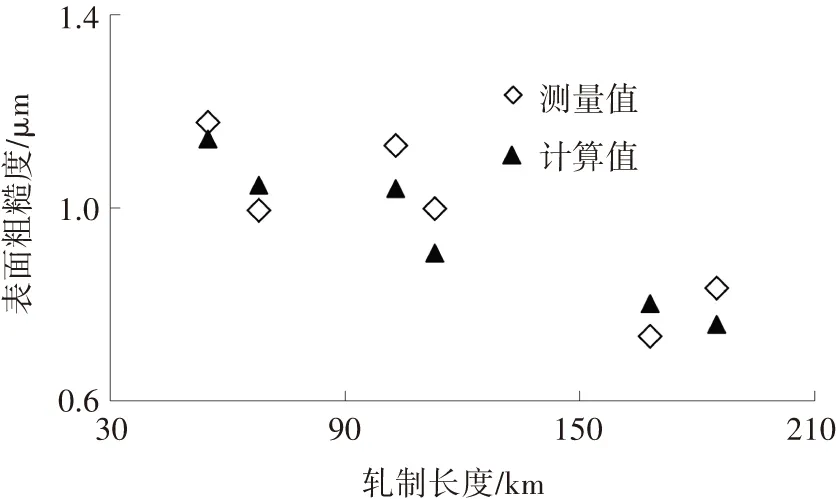
圖4 帶鋼表面粗糙度預測及測量值比較
Fig.4 The roughness of the measured and predicted stripsurface topography
3 冷軋帶鋼形貌成形特征分析
采用建立的轉印過程有限元模型,以某廠212#毛化工作輥軋制不同長度帶鋼的磨損形貌為初始條件,研究軋制界面不同油膜厚度條件下轉印形成的帶鋼表面形貌.圖5為通過模型計算得到的在軋制長度分別為0、102、186 km時的帶鋼形貌.
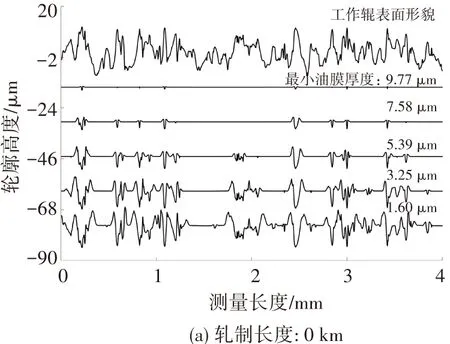
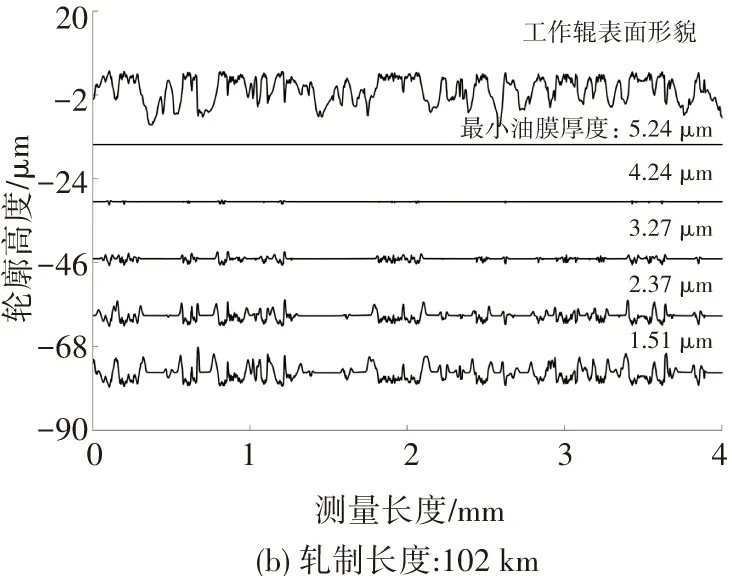
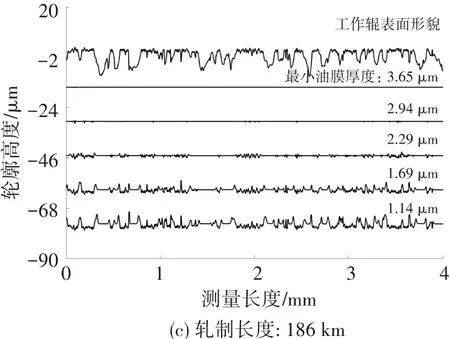
圖5 不同油膜厚度轉印生成的帶鋼形貌
Fig.5 Surface topography of steel strip with different thickness of oil film
3.1 幅度特性
描述輪廓垂直方向結構特征的參數為幅度參數, 主要包括:算術平均粗糙度(Ra)、凸峰最大高度(Rp)、輪廓最大高度(Rt)、偏斜度(Rsk)、峰度(Rku)和高度分布密度函數(ADF)[15].圖6為不同軋制長度處不同油膜厚度條件下生成帶鋼表面形貌的幅度特性.
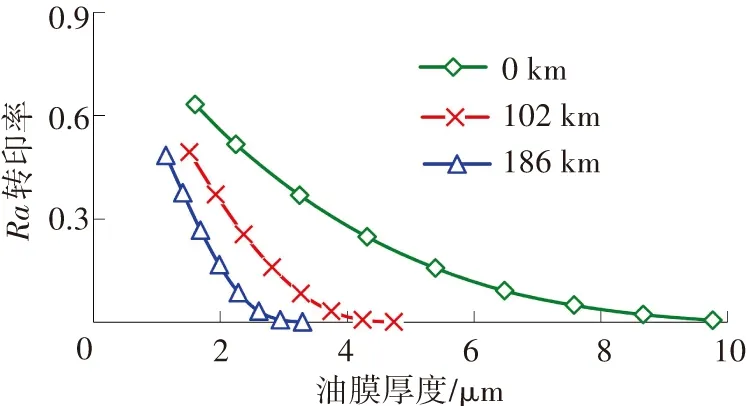
(a) Ra轉印率
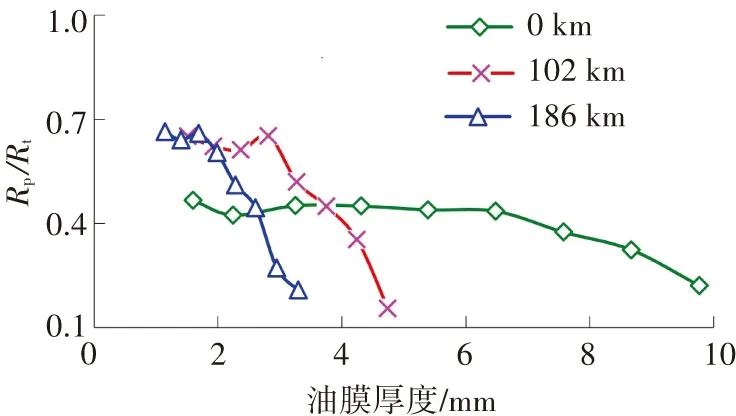
(b) Rp/Rt
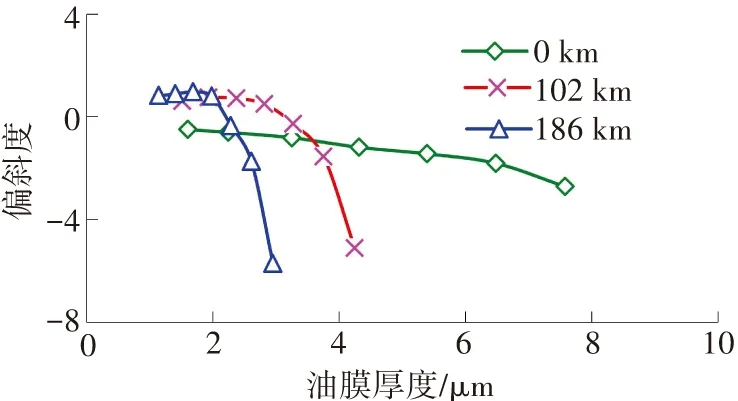
(c) 偏斜度Rsk
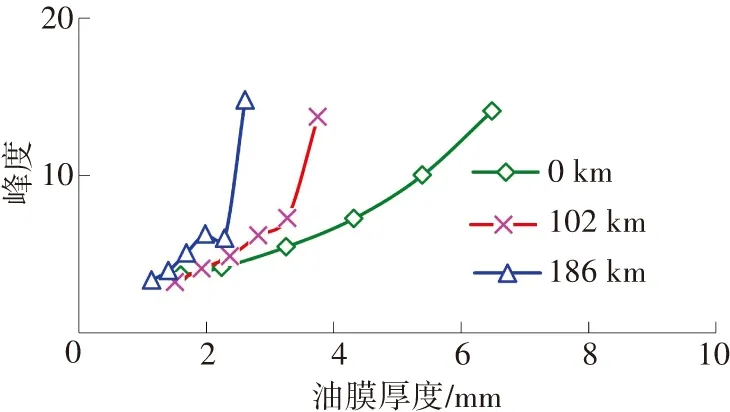
(d) 峰度Rku
Fig.6 The amplitude parameters of steel strip with different thickness of oil film
由圖6可知,不同磨損表面轉印得到的帶鋼的轉印率隨著油膜厚度的增加而減小,而且在油膜厚度增加初期下降較快隨后基本穩定.參數Rp/Rt和Rsk變化趨勢基本一致,電火花毛化原始表面轉印形成的帶鋼表面參數隨著油膜厚度的增大緩慢下降,而磨損后的表面(軋制長度102、186 km)形成的帶鋼表面參數在油膜厚度增大初期基本保持不變,后期急劇下降,且磨損越嚴重(軋制距離越長)保持期所占的油膜厚度范圍越小,造成這種變化的原因是軋輥在軋制過程中,磨損主要發生在粗糙峰的頂部,轉印到帶鋼上則表現為谷底較為平坦,而參數Rp/Rt和Rsk對凸峰和凹谷的形式比較敏感,所以表現出了較大的差別.處于不同磨損狀態的軋輥生成帶鋼的表面參數Rku則隨著油膜厚度的增大而快速增大.
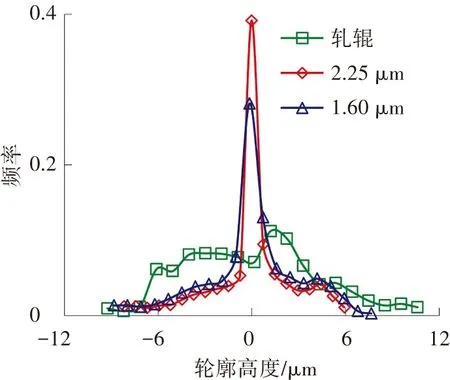
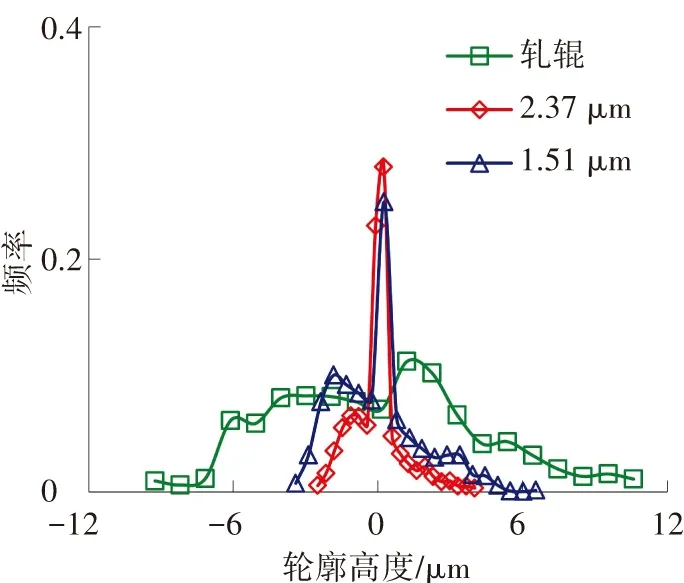
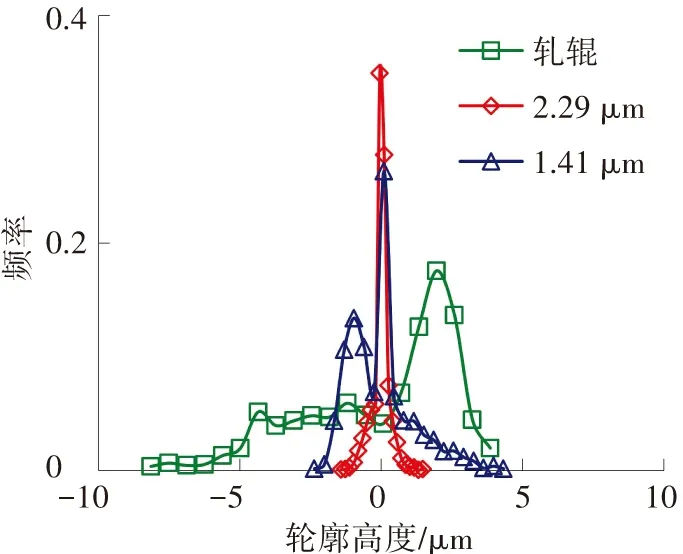
如圖7所示,隨著油膜厚度的減小,帶鋼表面高度分布與軋輥表面高度分布呈現明顯的對稱特性,且軋制長度越長,相同油膜厚度下的對稱性越為明顯,這是因為磨損后帶鋼表面大量凸峰被削平,產生了高度分布在正高度某處的極大值,相同的油膜厚度時此高度的凸峰首先轉印到帶鋼表面.另外,因為毛化軋輥表面存在一部分較大的凹坑,相對應的帶鋼表面存在部分沒有形貌的區域,因此帶鋼表面高度分布在高度為0處產生較大的峰值.
(a) 軋制長度0 km
(b) 軋制長度102 km
(c) 軋制長度186 km
Fig.7 The amplitude density function of steel strip with different thickness of oil film
3.2 空間特性
描述輪廓水平方向結構特征的參數為空間參數.主要包括:表面峰密度(Pc)、微凸峰平均間距(S)[15].圖8為不同油膜厚度條件下轉印形成帶鋼表面的空間特性.原始的電火花毛化軋輥表面轉印形成的帶鋼表面空間參數S隨著油膜厚度的增加逐漸增大,而磨損后的表面轉印形成的帶鋼表面S則基本不隨油膜厚度的改變而變化.未磨損的軋輥加工的帶鋼表面參數Pc的轉印率隨油膜厚度的增加而減小,磨損后Pc的轉印率在油膜厚度增加的初期基本保持不變,甚至出現Pc轉印率的增加,而后急劇減小到0.這主要是因為隨著軋制距離的增加,軋輥表面磨損程度加大,軋制界面隨機磨粒的存在使得在軋輥凸峰的頂部出現了大量密集的微小高度波動,在油膜厚度較小時這些形貌容易轉印到帶鋼表面,使得Pc變化較小甚至略有增大;另一方面,由于磨損的原因凸峰整體的高度下降,且趨于一致,當油膜厚度達到一定值時,軋輥表面微凸體將不再與帶鋼表面接觸,帶鋼表面Pc將急劇減小到0.
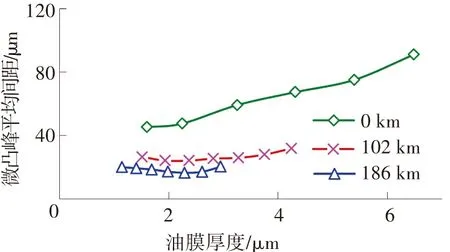
(a) 微凸峰平均間距S
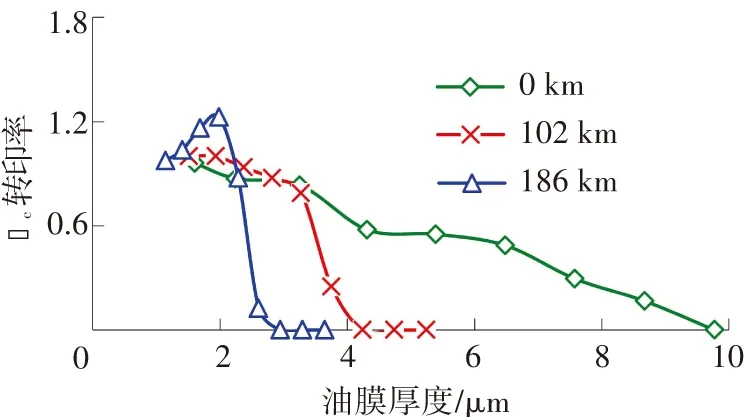
(b) Pc轉印率
Fig.8 The spacing parameters of steel strip with different thickness of oil film
3.3 頻域特性
頻域參數描述輪廓頻域的特征,包含了幅度和間距兩方面的信息,包括衰減自相關長度(Ral)和功率譜密度(PSD)[15].圖9為不同油膜厚度條件下轉印形成的帶鋼表面Ral,由圖9可知,隨著油膜厚度的增加,Ral的值逐漸減小.并且軋制長度越長,磨損越嚴重的軋輥表面轉印形成的帶鋼形貌Ral隨油膜厚度增加的衰減速度越快.
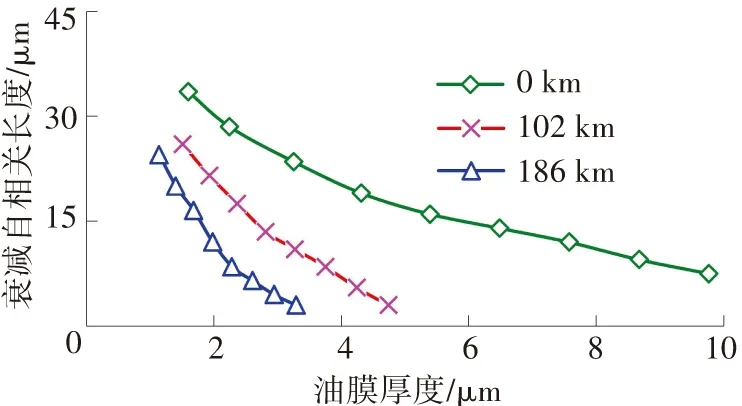
圖9 不同油膜厚度轉印生成帶鋼表面Ral
通過圖10不同油膜厚度轉印形成帶鋼表面形貌功率譜密度函數可以發現,隨著油膜厚度的減小,軋輥表面的高頻成分首先轉印到帶鋼表面,且轉印率比較高,主要因為高頻成分主要集中在峰頂部分,而難以轉印的凹坑主要由低頻成分組成.隨著磨損的加劇,相同油膜厚度對應形成的帶鋼表面無論是高頻成分還是低頻成分轉印效果均有所下降.
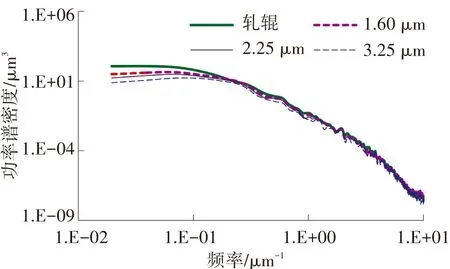
(a) 軋制長度0 km
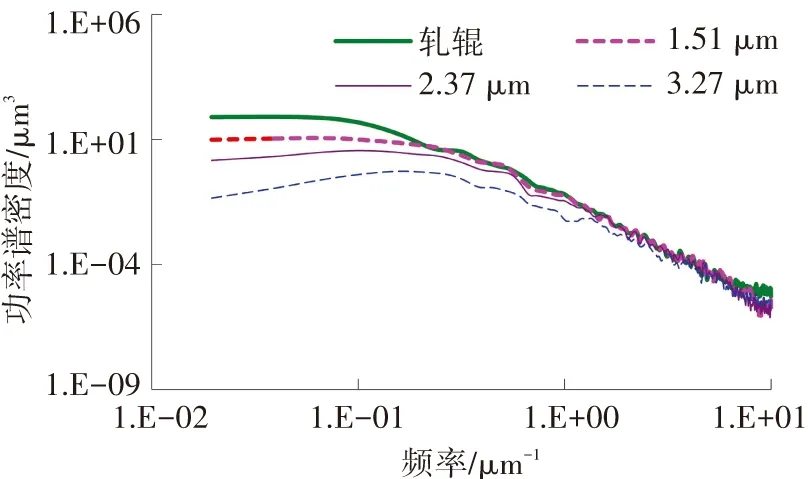
(b) 軋制長度102 km
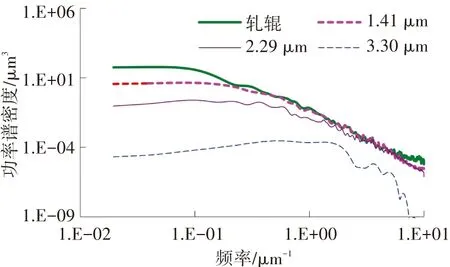
(c) 軋制長度186 km
Fig.10 The power spectral density of steel strip with different thickness of oil film
4 結 論
1)帶鋼表面Ra的轉印率隨著油膜厚度的增加而減小;參數Rp/Rt和Rsk在軋輥形貌磨損前后表現出了不同的變化規律;處于不同磨損狀態的軋輥轉印生成帶鋼的表面參數Rku隨著油膜厚度的增大而快速增大.
2)未磨損的軋輥表面轉印形成的帶鋼表面S和Pc的轉印率,分別隨著油膜厚度的增加逐漸增大和減小;磨損后的表面轉印形成的帶鋼表面S基本不隨油膜厚度的改變而變化,而Pc的轉印率在油膜厚度增加的初期基本保持不變,而后急劇減小.
3)隨著軋輥表面形貌磨損的加劇,轉印形成帶鋼形貌Ral隨油膜厚度增加的衰減速度加快;無論在何種磨損條件下,隨著油膜厚度的減小,軋輥表面的高頻成分首先轉印到帶鋼表面,且轉印率較高.
[1] SCHEERS J, VERMEULEN M, DE M C, et al.Assessment of steel surface roughness and waviness in relation with paint appearance[J].International Journal of Machine Tools and Manufacture, 1998, 38(5/6): 647-656.DOI:10.1016/S0890-6955(97)00113-2.
[2] XU D, ZHANG J, LI H B, et al.Effect of surface spacing parameters on mixed lubrication condition[J].Journal of Engineering Tribology, 2014, 228(5): 577-583.DOI: 10.1177/1350650114521404.
[3] MA B, TIEU A K, LU C, et al.An experimental investigation of steel surface characteristic transfer by cold rolling[J].Journal of Materials Processing Tech, 2002, 125: 657-663.DOI: 10.1016/S0924-0136(02)00377-1.
[4] SHESTAKOV A V, TRAINO A I, RUSAKOV A D.Formation of the microgeometry of the body surface of cylindrical work rolls during texturing and mat finishing of precision strips[J].Russian Metallurgy (Metally), 2011(1): 19-24.DOI: 10.1134/S0036029511010150.
[5] 周慶田,白振華,王駿飛.冷連軋過程板面粗糙度模型及其應用的研究[J].中國機械工程, 2007, 18(14): 1743-1746.DOI:10.3321/j.issn:1004-132X.2007.14.026.
ZHOU Q T, BAI Z H, WANG J F.Research and application of strip surface roughness model about tandem cold mill[J].China Mechanical Engineering, 2007, 18(14): 1743-1746.DOI:10.3321/j.issn:1004-132X.2007.14.026.
[6] 張曉峰,李瑞,張勃洋,等.平整軋制過程中帶鋼表面形貌的生成模型[J].機械工程學報, 2013, 49(14): 38-44.DOI: 10.3901/JME.2013.14.038.
ZHANG Xiaofeng, LI Rui, ZHANG Boyang, et al.Model for the generation of surface topography in steel strip temper rolling[J].Journal of Mechanical Engineering, 2013, 49(14): 38-44.DOI: 10.3901/JME.2013.14.038.
[7] SHI J Y, MCELWAIN D L S, DOMANTI S A.Some surface profiles of a strip after plane-strain indentation by rigid bodies with serrated surfaces[J].Journal of Materials Processing Technology, 2002, 124(1/2): 227-237.DOI: 10.1016/S0924-0136(02)00177-2.
[8] SHI J Y, MCELWAIN D L S, DOMANTI S A.Some plastic deformation modes for indentation of half space by a rigid body with serrated surface as a model of roughness transfer in metal forming[J].Journal of Engineering Materials and Technology, Transactions of the ASME, 2002, 124(2): 146-151.DOI: 10.1115/1.1446864.
[9] KIJIMA H, NIELS B.Skin-pass rolling I: Studies on roughness transfer and elongation under pure normal loading[J].International Journal of Machine Tools and Manufacture, 2008, 48(12/13): 1313-1317.DOI: 10.1016/j.ijmachtools.2008.06.005.
[10]KIJIMA H, BAY N.Skin-pass rolling II: Studies of roughness transfer under combined normal and tangential loading[J].International Journal of Machine Tools and Manufacture, 2008, 48(12/13): 1308-1312.DOI: 10.1016/j.ijmachtools.2008.06.006.
[11] 徐冬,李洪波,張杰,等.冷軋平整機毛化輥表面形貌特征多參數對比分析[J].中南大學學報(自然科學版), 2014, 45(3): 734-741.DOI:1672-7207(2014)03-0734-08.
XU Dong, LI Hongbo, ZHANG Jie, et al.Surface topography multi-parameter analysis of textured rolls in cold temper mill[J].Journal of Central South University (Science and Technology), 2014, 45(3): 734-741.DOI:1672-7207(2014)03-0734-08.
[12]XU D, ZHANG J, LI H B, et al.Design of 3-D functional characteristic parameters of rolling interface measurement system[C]//2nd International Conference on Recent Trends in Materials and Mechanical Engineering.Durnten: Trans Tech Publications Ltd, 2013: 56-61.DOI: 10.4028/www.scientific.net/amm.420.56.
[13]SHEU S, WILSON W R D.Mixed lubrication of strip rolling[J].Tribology Transactions, 1994, 37(3): 483-493.DOI: 10.1080/10402009408983321.
[14]XU D, ZHANG J, LI H B, et al.Research on surface topography wear of textured work roll in cold rolling[J].Industrial Lubrication and Tribology, 2015, 67(3):269-275.DOI: 10.1108/ILT-09-2014-0092.
[15]GADELMAWLA E S, KOURA M M, MAKSOUD T M A, et al.Roughness parameters[J].Journal of Materials Processing Technology, 2002, 123(1): 133-145.DOI: 10.1016/S0924-0136(02)00060-2.
(編輯 楊 波)
Influence of lubrication film thickness on transfer of surface topography at cold rolling interface
XU Dong1, YANG Quan1, WANG Xiaochen1, ZHANG Jie2, LI Hongbo2
(1 National Engineering Research Center of Flat Rolling Equipment( University of Science and Technology Beijing), Beijing 100083,China; 2 School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Based on the measurement of the surface topography of rolled steel strip, the phenomenon and rules of surface topography transfer were analyzed.Combining with the worn surface topography of roll and the distribution of lubrication oil, the transfer model of surface topography in cold rolling was established, and by which the simulation results were verified by measured data.A set of roughness parameters were introduced to analyze the effect of lubrication film thickness on the transfer performance of electrical discharge textured roll surface topography.Numerical examples show that the roughness parameters Ra of transfer ratio decreases with the increase of oil film thickness, when the surface topography of roll under different worn condition.Furthermore, with the surface topography wear of roll, Pcof transfer ratio remains when the oil film thickness is thin, but rapidly decreases with the increase of oil film thickness when the oil film thickness is thick.
cold rolling; steel strip; surface topography; transfer; lubrication
10.11918/j.issn.0367-6234.2017.01.024
2016-01-31
國家科技支撐 (2015BAF30B01);國家自然科學基金 (51604024,51404023);中央高校基本科研業務費專項 (FRF-TP-15-001A1)
徐 冬(1986—),男,博士,助理研究員; 楊 荃(1964—),男,研究員,博士生導師
徐 冬,xudong@ustb.edu.cn
TG335.12
A
0367-6234(2017)01-0160-06
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
當代陜西(2020年13期)2020-08-24 08:22:02
數學物理學報(2020年2期)2020-06-02 11:29:24
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
