LTCC層壓工藝對垂直互聯柱錯位的影響
2017-01-16 10:20:14羅天宏廖志平周德儉
桂林電子科技大學學報 2016年5期
關鍵詞:工藝
羅天宏,廖志平,周德儉
(桂林電子科技大學機電工程學院,廣西桂林 541004)
LTCC層壓工藝對垂直互聯柱錯位的影響
羅天宏,廖志平,周德儉
(桂林電子科技大學機電工程學院,廣西桂林 541004)
針對垂直互聯柱在LTCC層壓過程中產生錯位的問題,采用ANSYS有限元仿真軟件建立了一種LTCC微波組件的三維模型,分析了LTCC層壓工藝參數與垂直互聯柱錯位的關系。分析結果表明:材料在層壓過程中產生的粘性變形是最終導致垂直互聯柱產生錯位的原因,壓力是導致垂直互聯柱產生錯位的主要因素;選用壓力10MPa、溫度50℃、時間6 min的層壓工藝參數組合,得到的直徑0.26mm的垂直互聯柱錯位度為1.39%。
LTCC;層壓工藝;垂直互聯柱;錯位
隨著電子信息產品向數字化、網絡化、集成化、便攜化方向發展,復合元件和集成無源元件已經成為電子元件發展的主要方向[1]。低溫共燒陶瓷(low temperature co-fired ceramic,簡稱LTCC)以其優越的電氣特性和先進的制作工藝在高密度和高頻應用領域備受關注。為適應高互聯密度電路的需要,現已開發出多種基于LTCC的精細互聯技術。采用垂直互聯柱進行電氣互聯、導熱的LTCC集成系統具備集成度高、互聯線短、高頻性能佳等優越特性。垂直互聯柱在實現系統高度集成的同時,利用其導熱連接可有效地解決系統散熱問題,近年來得到了快速發展與應用。然而,高密度互聯封裝對LTCC多層基板內部垂直互聯通孔的制作工藝提出了更高要求。在制作過程中,垂直互聯柱若產生錯位,將使得LTCC內部電氣互聯系統出現斷路或短路,并大大降低系統預期的導熱效果。
目前對LTCC內部垂直互聯柱錯位的研究主要集中在LTCC生瓷帶疊片工藝中對位精度不足所產生的錯位。張長鳳等[2]針對垂直互聯柱錯位失效問題,提出了容差布線設計方法,并通過增加光學對位系統對疊片工作臺進行改進,獲得了良好的對位效果。關志雄等[3]對生坯成型工藝進行改進,通過增加透光孔、充分排除層間空氣和進行二次層壓等方式,有效抑制了垂直互聯柱錯位的產生,提高了對位精度。
然而,即使在疊片工藝中已將垂直互聯柱精確對位,但垂直互聯柱在LTCC層壓過程中,也容易在壓力施加下產生錯位。為此,通過有限元軟件ANSYS,建立LTCC微波組件的三維模型,對LTCC層壓工藝過程進行仿真,分析LTCC層壓工藝參數對垂直互聯柱錯位的影響,以得到錯位度較小的LTCC層壓工藝參數。
1 LTCC層壓工藝
LTCC層壓采用溫水等靜壓:將制作好垂直互聯柱的生瓷片對齊疊放后,用真空袋包裹放入溫水等靜壓設備中進行等靜壓。溫水等靜壓是利用帕斯卡原理,將水或油加熱到一定溫度,并保持恒溫,然后使受壓工件置于液體中,使其各方向受到等值壓力。采用溫水等靜壓得到的產品密實性更好,強度也更高[4]。
本研究將層壓工藝中的LTCC生瓷片材料處理為線性粘彈性材料[5]。目前的ANSYS有限元軟件采用廣義的Prony模型描述材料的粘彈特性,廣義的Prony模型與廣義的Maxwell模型具有相同的數學描述,能很好地反映材料的粘彈特性。用Prony級數表示粘彈性屬性的基本形式為:

其中:G(t)為剪切松弛核函數;K(t)為體積松弛核函數;G∞為剪切模量的穩態值;Gi為第i階Prony級數的剪切模量;K∞為體積模量的穩態值;Ki為第i階Prony級數的體積模量;nG、nK為各Prony級數的階數;τiG、τiK為各Prony級數分量的松弛時間;t為當前時間。
2 仿真模型
LTCC微波組件由25層單層厚度為0.127mm的LTCC生瓷片疊層制作而成,總厚度為3.175 mm,長寬為50mm×40mm,如圖1所示。LTCC微波組件內含有垂直互聯柱與微通道結構。垂直互聯柱直徑為0.22mm,共有256條導電柱和256條導熱柱,導電柱將各層LTCC上的電路實現電氣互聯;導熱柱連接大功率芯片與支流道,將芯片產生的熱量導入支流道,起散熱作用。微通道是液冷散熱通道,含2條主流道和8條支流道。微通道內部填充犧牲材料,以防層壓過程中通道變形。由于該LTCC微波組件結構對稱,而層壓工藝的載荷與邊界條件也對稱,為節約仿真計算時間,采用整體的1/2模型進行仿真分析。

圖1 LTCC微波組件Fig.1 LTCC microwave component
3 仿真分析
3.1 典型LTCC層壓工藝中垂直互聯柱錯位分析
LTCC層壓工藝過程需考慮壓力、溫度和時間3個主要工藝參數。行業中普遍適用的典型層壓工藝參數為:壓力20MPa,溫度70℃,時間10min[6]。層壓工藝分為升溫升壓、保溫保壓、降溫降壓3個階段。在典型的層壓工藝下,對LTCC微波組件進行仿真,組件內部垂直互聯柱錯位度最大的部位如圖2所示。通過計算得到典型層壓工藝下垂直互聯柱最大錯位度為3.79%。

圖2 典型層壓工藝的錯位最大部位Fig.2 The biggest misalignment part of typical laminating process
提取層壓工藝中各載荷子步的最大錯位度,得到垂直互聯柱最大錯位度的變化情況,如圖3所示。從圖3可看出,在升溫升壓階段(載荷子步0~5),材料產生彈性變形和粘性變形,垂直互聯柱的錯位度隨著溫度和壓力的上升而顯著增大。當溫度與壓力上升到設定值后,進入保溫保壓階段(載荷子步5~25),此時雖然溫度與壓力不再繼續增加,但溫度與壓力都持續保持在最大值狀態,垂直互聯柱產生蠕變,使得錯位度隨著時間的增加而緩慢增大。最后進入降溫降壓階段(載荷子步25~30),隨著壓力的下降,材料發生回彈現象,垂直互聯柱由于彈性變形產生的錯位消失,最終僅留下了因粘性變形產生的錯位,這說明材料在層壓過程中產生的粘性變形是導致垂直互聯柱產生錯位的原因。

圖3 垂直互聯柱錯位度變化圖Fig.3 Change of vertical interconnection column misalignment
3.2 正交試驗優化層壓工藝
正交試驗設計與分析方法是目前最常用的工藝優化試驗設計與分析方法,是一種高效處理多因素優化問題的科學計算方法[7]。正交表不僅能大大減少試驗次數,而且還能通過試驗分析找到較優的試驗點(即使不包含在正交表中)[8]。
LTCC層壓工藝中,壓力的主要作用是提高機械嚙合強度,壓力太小,生瓷片壓合不好,會出現分層,壓力過大,則排膠時會起泡分層,故壓力一般取10~30MPa。溫度的主要作用是提高粘結劑的活性,溫度太低,生瓷片粘結不好,會出現分層,溫度過高,則生瓷片在壓力下容易變形,故溫度一般取50~90℃。時間的主要作用是提高層間膠結程度,時間太短,生瓷片壓合程度不夠,會出現分層,時間太長,生瓷片容易蠕變,故時間一般取6~14min。符合取值范圍的層壓工藝,層壓后所得產品粘結強度較好,不易產生分層與變形。依據層壓工藝參數取值范圍,并增加垂直互聯柱直徑參數,設計的L9(34)正交試驗表如表1所示。
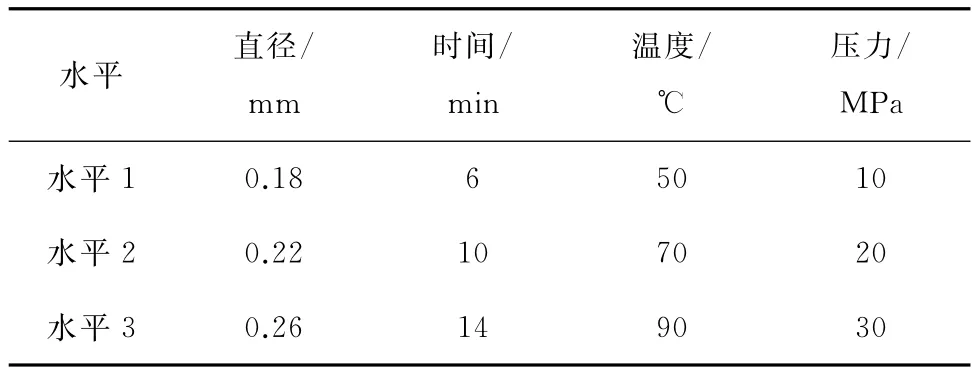
表1 正交試驗表Tab.1 Orthogonal experiment table
依據設計的正交試驗,對9組試驗進行仿真分析,分別提取各組試驗LTCC組件中垂直互聯柱最大錯位度為試驗結果,并對試驗結果進行極差分析,結果如表2所示。表2中K1、K2、K3分別為水平1、2、3的某參數所對應的平均錯位度,R為極差。

表2 正交試驗仿真結果Tab.2 Simulation result of orthogonal experiment
從表2的極差分析可看出,LTCC層壓工藝參數中,極差值從大到小的順序為:壓力>直徑>溫度>時間,且壓力的極差遠大于時間與溫度的極差,所以在LTCC層壓工藝參數中,壓力參數對垂直互聯柱錯位度的影響程度最大,且遠大于時間與溫度的影響程度。
LTCC層壓工藝參數水平與垂直互聯柱平均錯位度關系如圖4所示。從圖4(a)可看出,垂直互聯柱錯位度隨直徑的增加而減小,表明在滿足互聯密度的前提下應盡量采用大直徑的垂直互聯柱。從圖4(b)可看出,垂直互聯柱錯位度隨層壓時間的增加而增大,這是因為在保溫保壓階段,層壓時間的增加使得材料變形增大,因此,可適當降低層壓時間來降低錯位度。從圖4(c)可看出,垂直互聯柱錯位度隨層壓溫度的增加而有所增大,但增大的幅度很小,當溫度≥70℃時,錯位度幾乎不再增大。從圖4(d)可看出,垂直互聯柱錯位度與層壓壓力近似成正比,當壓力增加到30MPa時,平均錯位度為5.48%,錯位較為嚴重,表明要降低壓力以減少錯位度,但壓力不宜低于10MPa,因為壓力過低會產生分層。

圖4 LTCC層壓工藝參數與垂直互聯柱錯位度的關系Fig.4 The relationship between LTCC lamination process parameters and vertical interconnection column misalignment
3.3 LTCC層壓工藝參數優選
通過正交試驗分析得到的最佳層壓工藝參數組合為:時間6min,壓力10MPa,溫度50℃,垂直互聯柱直徑0.26mm。根據所得最佳LTCC層壓工藝參數組合,對該LTCC微波組件進行仿真驗證,結果如圖5所示。
通過計算得到垂直互聯柱的最大錯位度為1.39%,相比典型LTCC層壓工藝參數組合下3.79%的錯位度,減小了2.4%,且將錯位度降低到了2%以下。這表明,采用優選的工藝參數,降低了本LTCC微波組件在層壓工藝后垂直互聯柱產生的錯位度。

圖5 最佳層壓工藝的錯位最大部位Fig.5 The biggest misalignment part of best laminating process
4 結束語
利用ANSYS有限元仿真軟件建立了一種LTCC微波組件的三維模型,分析了LTCC層壓工藝參數與垂直互聯柱錯位度的關系,并對LTCC層壓工藝進行了優化。分析結果表明,采用優化的層壓工藝參數可以將垂直互聯柱的錯位度降低到2%以下。然而,相同層壓工藝對不同材料的垂直互聯柱錯位度影響不同,研究未考慮材料參數對垂直互聯柱錯位的影響。下一步將結合垂直互聯柱的材料參數對LTCC層壓工藝參數作進一步優化。
[1] 楊邦朝,胡永達.LTCC技術的現狀和發展[J].電子元件與材料,2014,33(11):5-13.
[2] 張長鳳,郭繼華,賀志新.LTCC基板垂直互連失效模式分析及應對措施[C]//中國電子學會第十六屆電子元件學術年會論文集,2010:157-161.
[3] 關志雄,郭繼華,劉曉暉.生坯成型過程對LTCC基板連通性的影響[C]//中國電子學會第十六屆電子元件學術年會論文集,2010:162-165.
[4] 李曉燕,馮哲,張建宏.LTCC層壓工藝及設備[J].電子工業專用設備,2012,10(10):24-26.
[5] JONES W K,LIU Y,WANG P,et al.Chemical structural and mechanical properties of LTCC tapes[J].Micro Electron Packaging,2000:23(4):669-674.
[6] MALECHA K,MAEDER T,JACQ C.Fabrication of membranes and micro channels in low-temperature cofired ceramic(LTCC)substrate using novel water-based sacrificial carbon pastes[J].Journal of the European Ceramic Society,2012,32(12):3277-3286.
[7] 劉瑞江,張業旺,聞崇煒,等.正交試驗設計和分析方法研究[J].實驗技術與管理,2010,27(9):52-55.
[8] 郭新梅.正交試驗設計應用要點及其DPS實施[J].現代農業科技,2012(3):40-44.
編輯:張所濱
Impact of LTCC laminating process on vertical interconnection column misalignment
LUO Tianhong,LIAO Zhiping,ZHOU Dejian
(School of Mechatronic Engineering,Guilin University of Electronic Technology,Guilin 541004,China)
During LTCC laminating process,the vertical interconnection column will generate misalignment.A three-dimensional model of LTCC microwave component is established by finite element software ANSYS,and the influence of LTCC laminating process on vertical interconnection column misalignment is studied.The results show that during LTCC laminating process,the viscous deformation on material eventually leads to vertical interconnection column misalignment.Pressure is the main factor that leads to the misalignment of vertical interconnection column.Laminating process parameters are combined by pressure of 10MPa,temperature of 50℃,time of 6min and diameter of 0.26mm,the vertical interconnection column misalignment is 1.39%.
LTCC;laminating process;vertical interconnection column;misalignment
TN605
:A
:1673-808X(2016)05-0421-05
2016-03-05
國防973項目“多能量***研究”
周德儉(1954-),男,浙江金華人,教授,博士,研究方向為微電子組裝與封裝。E-mail:emezdj@guet.edu.cn
羅天宏,廖志平,周德儉.LTCC層壓工藝對垂直互聯柱錯位的影響[J].桂林電子科技大學學報,2016,36(5):421-425.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52