數控車床刀尖半徑補償的應用分析
2016-12-28 12:24:21楊美娟
中國科技縱橫 2016年20期
楊美娟
【摘 要】分析了數控車削中因刀尖圓弧產生誤差的原因,介紹了糾正誤差的思路及半徑補償的工作原理,明確了半徑補償的概念。結合實際,系統介紹了刀具半徑補償的應用方法,及使用中的注意事項。在實際工作中,應該有目的的應用和掌握它,不應局限于工件基本尺寸的要求,要從加工中反映的提高分析能力,真正提高數控車床的操作水平。
【關鍵詞】數控車床 假想刀尖 半徑補償 程序輪廓 應用
在學習數控車床的過程中,一直有一個難點——刀尖半徑補償。一方面,因為它的理論知識性復雜,應用條件的嚴格性,使一些學生感覺無從下手;另一方面,在臺階軸類的加工過程中,通過幾何補償也能達到精度要求,刀尖半徑補償的特點就不能有效體現,從而使得一些學生對它不夠重視。事實上,在現代數控加工系統中,刀尖半徑補償,對于提高工件綜合加工精度具有非常重要的作用,是一個必須熟練掌握的功能。下面從以下幾方面進行分析:
1 刀尖圓弧半徑補償的定義
在加工過程中,由于刀具產生磨損及精加工的需要,常將車刀的刀尖修磨成半徑較小的圓弧,這時的刀位點為刀尖圓弧的圓心。為確保工件輪廓形狀,加工時不允許刀具刀尖圓弧的圓心運動軌跡與被加工工件輪廓重合,而應與工件輪廓偏移一個半徑值,這種偏移稱為刀尖圓弧半徑補償。
2 假想刀尖與刀尖圓弧半徑
在理想狀態下,我們總是將車刀的刀位點假想成一個點,該點即為假想刀尖。
在對刀情況下,也是以假想刀尖進行對刀。但實際加工中的車刀,由于工藝或其他要求,刀尖往往不是一個理想的點,而是一段圓弧(如圖中的BC圓弧)。所謂刀尖圓弧半徑是指車刀刀尖圓弧所構成的假想圓半徑。實踐中,所有車刀均有大小不等或近似的刀尖圓弧,假想刀尖在實際加工中是不存在的。
3 未使用刀尖圓弧半徑補償時的加工誤差分析
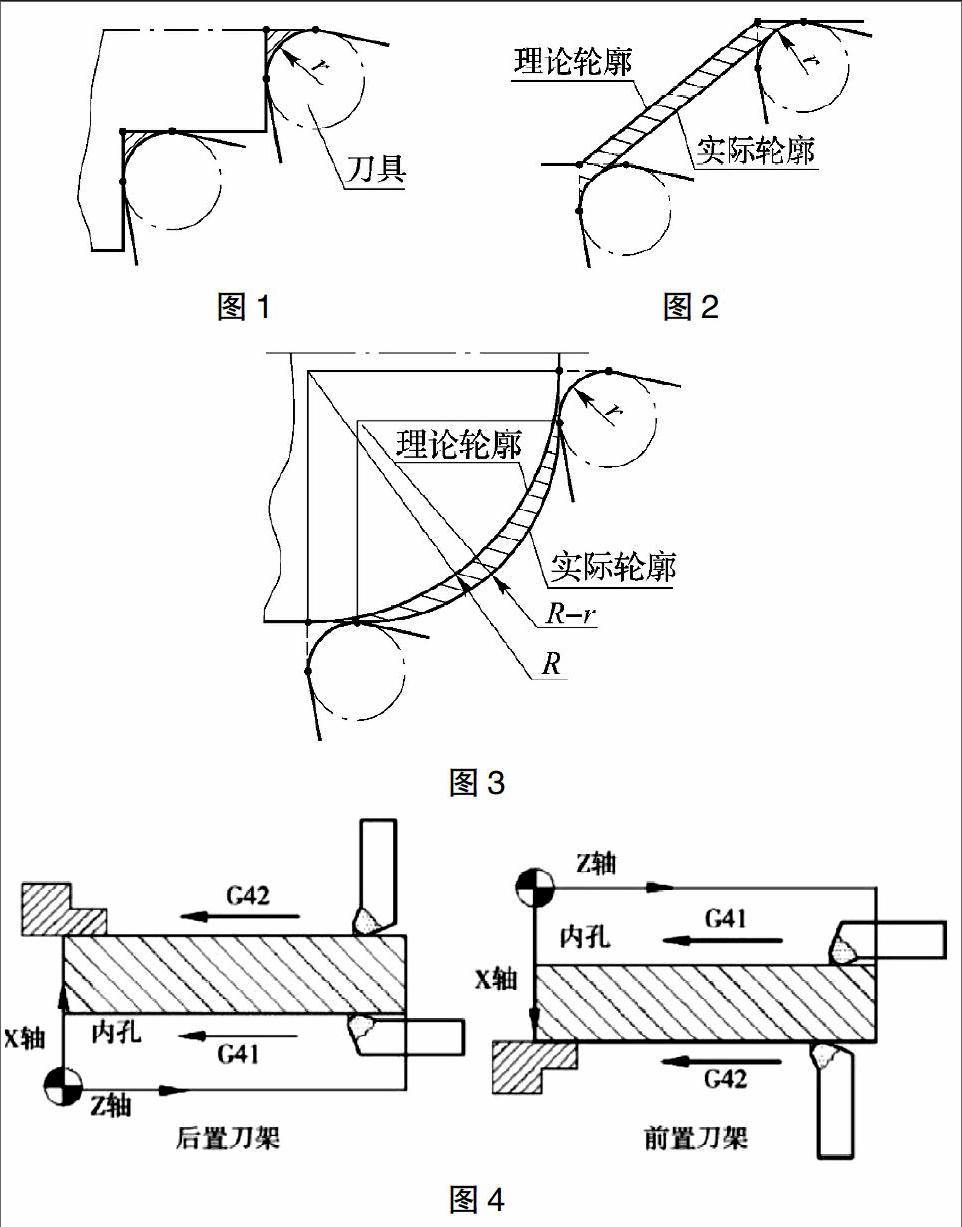
(1)加工臺階面或端面時,對加工表面的尺寸和形狀影響不大,但在端面的中心位置和臺階的清角位置會產生殘留誤差,如圖1所示。
(2)加工圓錐面時,對圓錐的錐度不會產生影響,但對錐面的大小端尺寸會產生較大的影響,通常情況下,會使外錐面的尺寸變大,而使內錐面的尺寸變小,如圖2所示。
(3)加工圓弧時,會對圓弧的圓度和圓弧半徑產生影響。加工外凸圓弧時,會使加工后的圓弧半徑變小,其值=理論輪廓半徑R-刀尖圓弧半徑r,如圖3所示。加工內凹圓弧時,則相反。
4 刀補的加入
在系統的刀具參數中,即使已經賦值刀尖半徑,但是在執行刀具補償號調用時,系統沒有半徑補償的同步性,而是必須借助相應的指令才能同步執行,刀具補償指令-G41、G42。必須注意的是,應用刀具補償指令時,必須根據刀架位置、刀尖與工件相對位置來確定補償方向,是依據第三坐標軸的方向判定的。(圖4)
G41:沿著刀具運動方向看,刀具位于工件左側時,稱為刀具半徑左補償,使用G41指令(后置刀架)。
G42:沿著刀具運動方向看,刀具位于工件右側時,稱為刀具半徑右補償,使用G42指令(后置刀架)。
在使用第三軸判斷刀補方向是一件困難的事,為了方便,我們可以這樣記憶:
后置刀架,所見即所得(看到的是左補償,用G41,看到的是右補償,用G42);
前置刀架,所見非所得(看到的是左補償,用G42,看到的是右補償,用G41)。
5 刀具進行半徑補償時應注意的事項
(1)刀具圓弧半徑補償模式的建立與取消不能與圓弧切削指令G02或G03寫在一個程序段中,只能用G00或G01移動指令,即它是通過直線運動來建立或取消刀具半徑補償的。
(2)在使用G41/G42之后的程序段,不能出現連續兩個不移動的指令,否則G41/G42會失效,會產生過切或少切。
(3)在調用新刀具或更換刀具補償方向時,中間必須取消刀具補償,目的是為了避免產生加工誤差。
(4)如果在補償模式中,改變補償量,只有在換刀后新的補償量才有效。
(5)在錄入(MDI)方式下,不能執行刀具半徑補償。
(6)在調用子程序前(即執行M98前),系統必須在補償取消模式,進入子程序后,可以啟動補償,但在返回主程序前(即執行M99前),必須為補償取消模式,否則報警。
6 結語
刀尖圓弧半徑補償是一個獨特的概念,是一個非常實用的功能。它能有效解決圓弧面和錐面加工中由于刀尖圓弧引起的加工誤差。在實際工作中,我們應該有目的的應用和掌握它, 真正提高數控車床的操作水平。
參考文獻:
[1][美]斯密德著,羅學科,等譯.數控編程手冊[M].北京:化學工業出版社,2005,4.
[2]沈建峰編.數控機床編程與操作[M].中國社會勞動出版社,2012年4月.
猜你喜歡
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年4期)2017-06-22 11:18:05
考試周刊(2016年76期)2016-10-09 08:45:44
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
科技視界(2016年20期)2016-09-29 11:02:20
大眾理財顧問(2016年8期)2016-09-28 13:45:18
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52