成型方法和工藝對不同結構MCOC導光板光學性能的影響
2018-11-28 10:35:22王鑫,張通,王靜
中國塑料 2018年11期
關鍵詞:溝槽
王 鑫,張 通,王 靜
(河南工程學院機械工程學院,鄭州 451191)
0 前言
導光板是背光源中同發光體熒光燈一樣極重要的部件,對背光源的要求主要通過導光板來實現。導光板作為典型塑料光學產品,一方面在成型時容易產生殘余應力,引起大雙折射率差等性能缺陷,另一方面導光板的透光性等光學性能也是人們十分關注的性能[1-4]。而衡量一種材料的透明性好壞,有很多性能指標都需要考慮,透光率和霧度就是其中2個常用的性能指標[5]。本文就以透光率和霧度為主要性能指標,考察了不同成型方法、主要工藝參數和制品結構對導光板的光學性能的影響,同時就殘余應力與光學性能之間的聯系進行了討論和研究。
1 實驗部分
1.1 主要原料
MCOC,MCOC-8007,德國TOPAS公司。
1.2 主要設備及儀器
透光率/霧度測試儀, WGT-S,上海精科實業有限公司;
偏光彈性儀,PJ20,大連工學院儀器廠。
1.3 樣品制備
導光板制品的結構如圖1所示,設計為2種厚度和2種表面微結構特征,厚度分別為0.4、0.6 mm,微結構特征分別為點槽(DV)和溝槽(GV)特征,微結構特征尺寸如圖2所示;
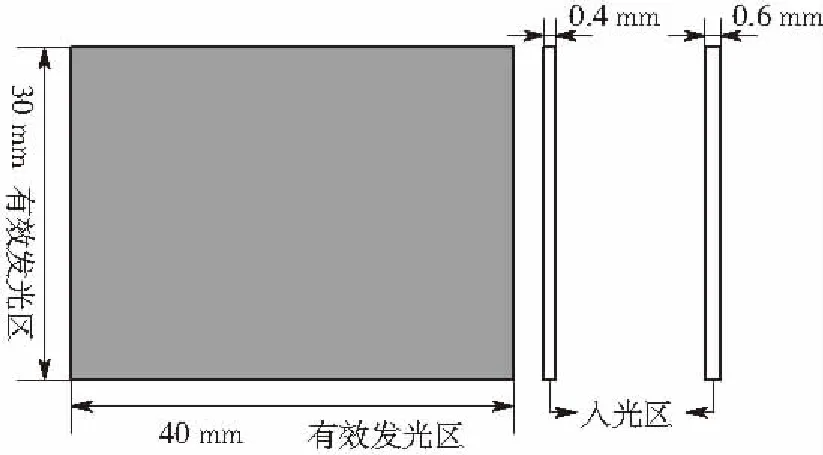
圖1 MCOC制品的結構示意圖Fig.1 Schematic diagram of MCOC products
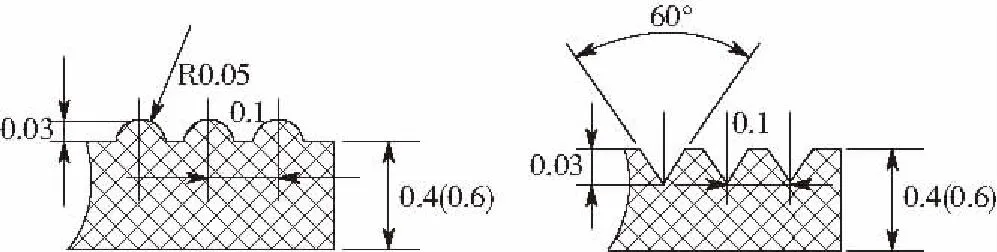
圖2 點槽(DV)和溝槽(GV)微結構特征Fig.2 Dot-slot (DV) and groove (GV) microstructure characteristics
為了測定不同成型方法對導光板光學性能的影響,實驗設計了3種成型方法,分別是注射成型、注壓成型(ICM)[6-7]和感應加熱(IH)[8];工藝參數的考察選擇了常規注射成型條件下的模具和熔體溫度作為對象進行實驗;另外還分別測定了表面結構、制品厚度對制品光學性能的影響,相關工藝參數如表1~3所示。
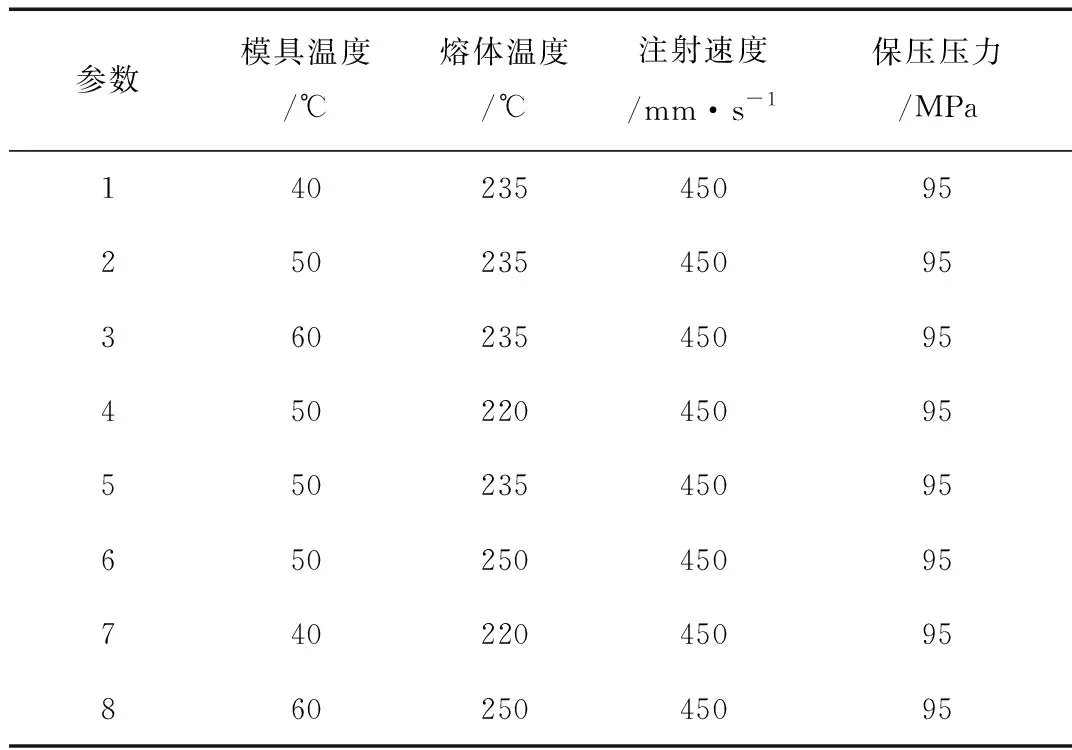
表1 常規注射制品工藝參數Tab.1 Process parameters of conventional injection products

表2 注壓成型制品工藝參數Tab.2 Process parameters of injection-compression molding products
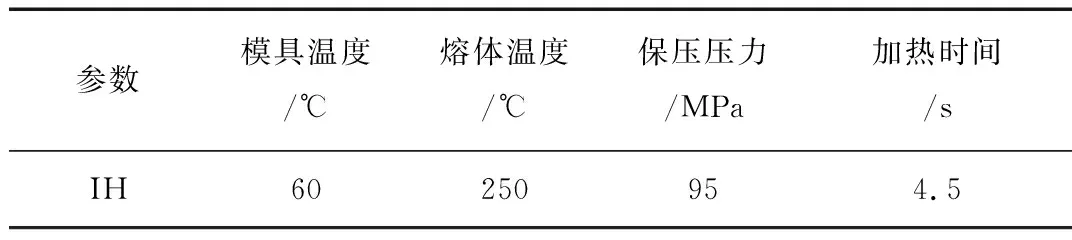
表3 感應加熱制品工藝參數Tab.3 Process parameters of induction heating products
1.4 性能測試與結構表征
光學性能指標采用透光度和霧度2項,測試時采用國際照明協會(CIE)規定的標準“C”光源,測定標準依據GB/T 2410—1980;偏光彈性儀測定制品的光彈應力,偏光系統光源采用白光源和鈉光源[9](波長為589.3 nm);所有實驗制品的標號以厚度和微結構特征為順序進行標注,即以“0.4(0.6)+DV(GV)”順序標注,光學性能以霧度和透光率為指標,透光率越大,霧度越小代表制品的光學性能越好。
2 結果與討論
2.1 制品的透光率和霧度
在模具溫度為60 ℃,熔體溫度250 ℃,如圖3所示,相同產品結構條件下,注壓成型制品的透光率總是要高于常規注塑制品和感應加熱制品的透光率,最高可達到93.73 %。注壓成型制品的霧度總是要低于常規注塑制品和感應加熱制品的霧度。
如圖4所示為0.6 mm點槽導光板在模具溫度60 ℃,熔體溫度250 ℃工藝條件下,不同成型方法的雙折射光彈應力條紋結果,光彈條紋的顏色越深和分布區域越大,說明該塑件的殘余應力越大,分布范圍越廣。從圖中可看出感應加熱和注射成型的光彈條紋都分布在澆口區域,但感應加熱的光彈條紋顏色更深,分布區域也大,注壓成型制品幾乎沒有光彈條紋,故從殘余應力的分布區域和大小來看,感應加熱>常規注塑>注壓成型。因此MCOC制品在3種成型方法下的光學性能與光彈殘余應力分布結果相互呼應[10-12],殘余應力對制品的光學性能確實有影響,殘余應力越大,分布區域越廣,制品的透光率越小,霧度越大,光學性能越差。
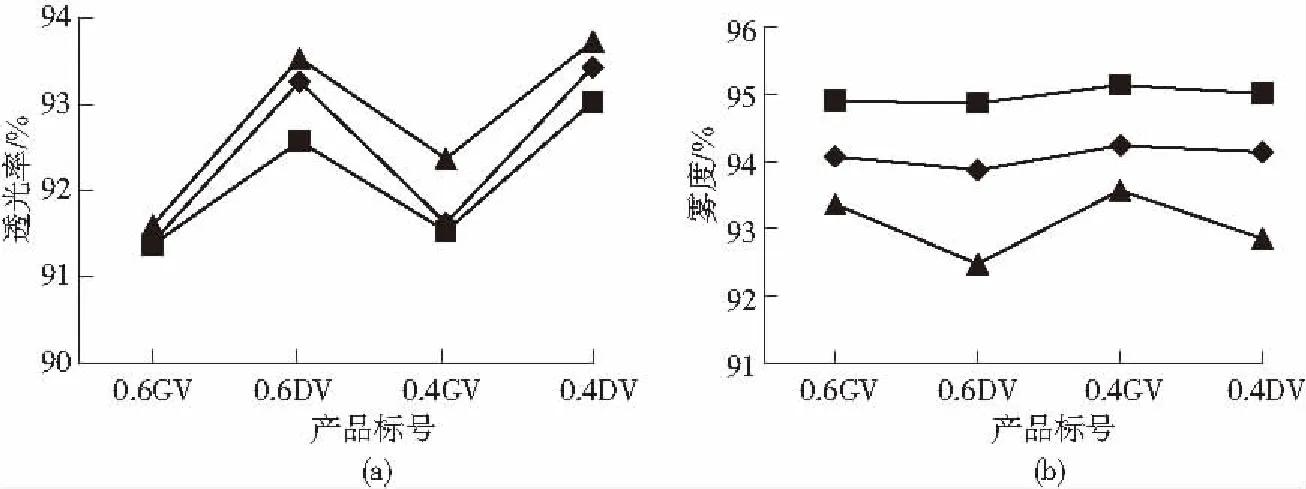
◆—常規注塑制品 ■—感應加熱制品 ▲—注壓成型制品
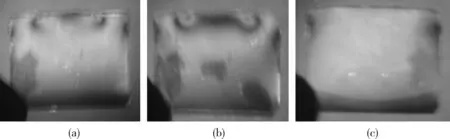
(a)注射成型 (b)感應加熱 (c)注壓成型圖4 0.6 mm厚制品在3種成型方法時的光彈照片Fig.4 Photoelastic image of 0.6 mm thick product under three molding methods
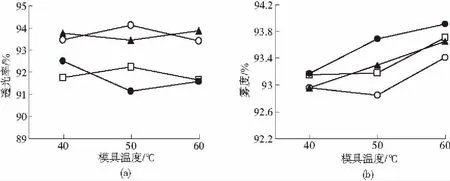
○—0.6 DV □—0.6 GV ▲—0.4 DV ●—0.4 GV
從表面不同微觀結構角度來看,3種成型方法下,相同厚度的點槽制品透光率總是大于溝槽制品,其霧度也略小于溝槽制品。對于透光率,0.6 mm注壓成型制品相差最大,達1.93 %。0.4 mm感應加熱制品相差最大,達2.5 %。對于霧度,0.6 mm常規注塑制品相差最大,達1.52 %,0.4 mm注壓成型制品相差最大,達0.72 %。
從制品壁厚角度來看,3種制程方法下點槽微觀結構制品的透光率,薄壁制品的透光率總是大于厚壁制品,感應加熱制品相差最大,達0.46 %。對于溝槽微觀結構制品,也發現同樣的規律,注壓成型制品相差最大,達0.77 %。霧度未發現明顯規律。
2.2 模具溫度對制品透光率和霧度的影響
如圖5(a)所示,表面微觀結構為點槽的制品透光率較高,隨著模具溫度由40 ℃上升到60 ℃,0.6 mm制品透光率先上升后下降,模具溫度為50 ℃時,透光率最高,點槽制品為94.12 %,溝槽制品92.23 %。0.4 mm制品透光率先下降后上升,模具溫度為60 ℃時,點槽制品的透光率最高,達到93.87 %,模具溫度為40 ℃時,溝槽制品的透光率最高,達到92.5 %。
如圖5(b)所示,隨著模具溫度由40 ℃上升到60 ℃,制品的霧度基本上處于增長趨勢,模具溫度為40 ℃時,制品的霧度最低,0.6 mm和0.4 mm點槽制品最低,為92.96 %。0.6 mm溝槽制品為93.15 %,0.4 mm溝槽制品為93.17 %。
2.3 熔體溫度對制品透光率和霧度的影響
如圖6(a)所示,表面微觀結構為點槽的制品透光率較高,隨著熔體溫度由220 ℃上升到250 ℃,除了0.6 mm點槽制品外,其它制品透光率基本上變化平穩,受熔體溫度影響不大。0.6 mm點槽制品的透光率在熔體溫度為235 ℃時最大,達到94.11 %,熔體溫度為250 ℃時最低,低至92.53 %。
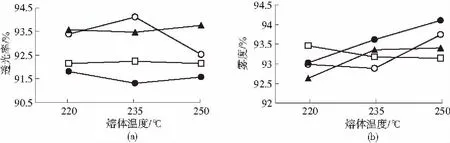
○—0.6 DV □—0.6 GV ▲—0.4 DV ●—0.4 GV
如圖6(b)所示,隨著熔體溫度由220 ℃上升到250 ℃,0.4 mm制品的霧度基本上呈增長趨勢,0.6 mm制品的霧度在235 ℃時緩慢下降,然后也開始增長。0.6 mm制品的霧度在熔體溫度為235 ℃時最低,點槽制品低至92.89 %,溝槽制品低至93.18 %。0.4 mm制品的霧度在熔體溫度為220 ℃最低,點槽制品低至92.64 %,溝槽制品低至93.03 %。
3 結論
(1)3種成型方法中,注壓成型制品的透光率普遍要高于其他2種方法成型制品,霧度也要低于其他方法成型制品,這與注壓成型的殘余應力分布和大小相對應;
(2)隨著熔體溫度的升高,制品的透光率變化不明顯,不同厚度的制品霧度變化規律不一樣;最高透光率94.11 %出現在熔體溫度為235 ℃時0.6 mm點槽制品,最低霧度92.64 %出現在熔體溫度為220 ℃時0.4 mm點槽制品;隨著模具溫度的升高,所有制品的霧度基本上呈增長趨勢,在40 ℃時霧度最低;而不同厚度制品的透光率呈現不同的規律;
(3)相同表面結構下,薄壁制品的透光率要高于厚壁制品;相同厚度下,點槽制品透光率高于溝槽結構制品,霧度要低于溝槽結構制品;從影響制品透光率程度大小來說,表面微觀結構要大于厚度的影響。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:28
西北工業大學學報(2022年2期)2022-05-11 07:50:12
建材發展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(2021年10期)2021-12-24 17:23:35
機械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(2020年3期)2020-12-25 05:22:30
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學學報(2015年3期)2015-12-22 05:26:21
