工藝參數對聚丙烯/聚酰胺6共混材料WAIM管件性能及微觀形態的影響
2018-11-28 10:40:48匡唐清潘俊宇柳和生
中國塑料 2018年11期
關鍵詞:工藝
徐 盼,匡唐清*,潘俊宇,柳和生
(1.華東交通大學機電與車輛工程學院,南昌 330013;2. 東華理工大學機電工程學院,南昌 330013)
0 前言
水輔注塑是一種先注入部分聚合物熔體,隨后向熔體內部注入高壓水來輔助型腔充填與保壓并生產出中空或者部分中空制品的新型注塑工藝[1]。水輔注塑因為水的熱導率、熱容量大,所以成型時間短,效率高。由于很多高分子塑料在高溫下容易與水發生反應而影響成型質量,很大程度上限制了WAIM工藝的應用范圍。復合材料是一類由多種材料經過復合工藝制備而成的多相材料,各種材料互相取長補短,產生協同效應使復合材料的綜合質量優于原組成材料而滿足不同的要求[2]。共混材料是復合材料的一種。目前,許多學者對不同成型工藝(WAIM、COIM等)下的共混材料成型機理進行了研究。Wang等[3]研究了PE-LLD/PE-HD共混物WAIM制件的晶體結構。Liu等[4-5]觀測了PE-HD/PA6、PE-HD/PC共混物的WAIM制件的相形態,發現分散相沿厚度方向明顯可分為皮層、內部區域、水道層;分散相形態的大小取決于其所處的厚度層及沿流動方向的所在位置;流體壓力越大分散相尺寸越小,變形越大。Wang等[6]研究了由PP與SAN為成核劑的原位纖維增強復合材料MFCS的WAIM制件的相形態,結果發現可通過控制SAN含量和熔體溫度這2個參數來實現對制件晶體結構的定制。Wu等[7]對以PS為分散相的PS/PE共混材料與純PE的COIM制件微形態進行觀察,發現皮層、芯層都出現皮/芯形態分布,相形態的分布特點與剪切率的雙峰分布一致,并建立了剪切場與離散相相形態、結晶形態之間的關聯。魯瀚元等[8]研究了以EPDM為分散相的PP-EPDM共混材料的WAIM制件的相形態、結晶形態和結晶度,分析了力學性能與相形態、結晶形態、結晶度以及工藝參數之間的關系。PA6具有力學性能好、耐磨損、耐腐蝕等優點,但其吸水性強,尺寸穩定性差并且低溫韌性低。而PP具有韌性好、易加工、價格便宜等優點。目前國內外已經有黃漢雄等[9]、穆亞君等[10]對PP/PA6共混材料及其成型工藝和機理進行了研究,結果顯示PP/PA6共混材料在綜合性能上具有巨大的潛力和廣闊的應用前景。PP/PA6共混材料力學性能好、尺寸穩定性好、易加工而且便宜,在汽車工業、航空航天及日常生活等領域都將有長足的應用空間和發展潛力。本文基于已有的流體輔助注塑實驗平臺,通過實驗探究工藝參數對PP/PA6共混材料WAIM管件性能和微觀形態的影響規律,從而為共混材料成型機理研究提供支持。
1 實驗部分
1.1 主要原料
PA6,TP-4208,中國臺灣集盛公司;
PP,PPH-T03,中國石油化工股份有限公司茂名分公司;
聚丙烯接枝馬來酸酐(PP-g-MAH),332K,韓國大林BASELL公司。
1.2 主要設備及儀器
全自動注塑機,TTI-250FT,東莞市東華機械有限公司;
模溫機,BTM-09W,深圳市博瑞克機械有限公司;
塑料干燥機,DATD12,深圳達安泰機械設備有限公司;
雙螺桿擠出造粒機,SHJ-20B,南京杰恩特機電有限公司;
電子萬能拉伸試驗機,AG-250KNISMO,島津公司;
掃描電子顯微鏡(SEM),Nova NanoSEM 450,荷蘭FEI公司;
偏光顯微鏡(PLM),XPV-600E,上海比目有限公司;
差示掃描量熱儀(DSC),Q2000,TA儀器公司。
1.3 樣品制備
PP、PA6和PP-g-MAH的相關屬性如表1所示。PP/PA6共混材料PP和PA6質量比為7∶3。因為PP和PA6為不相容材料,為了改善相容性,在共混材料制備過程中都加入了10份的PP-g-MAH相容劑。共混之前先將PA6置于塑料干燥機中以80 ℃干燥12 h,然后按比例與PP、PP-g-MAH混合均勻后投入雙螺桿擠出造粒機中;

表1 PP,PA6和PP-g-MAH的相關屬性Tab.1 Properties of PP,PA6 and PP-g-MAH
采用正交實驗制備樣品,考察工藝參數對PP/PA6共混材料WAIM管件性能和微觀形態的影響。為考察不同工藝參數對PP/PA6共混材料WAIM管件的質量影響,根據WAIM工藝特點及以往經驗[11-14]選擇熔體溫度、模具溫度、注射壓力、注水壓力和延遲時間5個工藝參數為變量因素,分別用A、B、C、D、E代表,每個因素分4個水平,分別用1、2、3、4表示,如表2所示,注水保壓時間和注水溫度分別為20 s和室溫,工藝方法選用溢流法;對于5因素4水平的正交實驗采用L16(45)的正交表進行實驗安排,如表3所示。

表2 因素與水平劃分Tab.2 The division of factors and levels

表3 L16(45)正交設計表Tab.3 L16(45) orthogonal array
1.4 性能測試與結構表征
樣品制備殘余壁厚測量:塑件殘余壁厚是指水輔注塑過程中被高壓水穿透后形成的中空管件內壁(水穿透側)到外壁(模具側)的距離;殘余壁厚采集方案為:每組實驗取4個樣品,每個樣品沿流動方向取4個截面(P1、P2、P3、P4),每個截面取4個等分點(P5、P6、P7、P8)進行壁厚測量,如圖1所示;所有壁厚數據取算術平均值記錄為該組實驗樣品平均殘余壁厚;
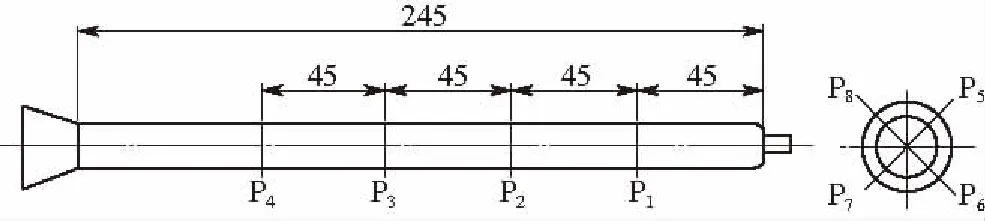
圖1 殘余壁厚測量方案(mm)Fig.1 Schematic diagram of the RWT measurement(mm)
拉伸強度測試:按照GB/T 1040—1992測試,采用V形圓棒專用夾具,拉伸速率為5 mm/min;
由于不同工藝下的WAIM管件殘余壁厚不同導致管件內徑也不同,從而影響樣品的裝夾。本文截取管件樣品中距離進水口60 mm、出水口40 mm的中間100 mm段(避免進水口和出水口水流不穩對樣品的影響)進行拉伸強度測試;裝夾方法采用整體拉伸法[15],如圖2所示;

圖2 整體拉伸樣品處理方法Fig.2 The sample for the whole tension experiment
SEM測試:樣品選取在距離樣品出水口45 mm處,截取寬約5 mm的圓環,如圖3所示,然后將圓環置于液氮中20 min后沿直徑方向脆斷(提前做好豁口),最后將斷面小心切下置于載物臺上,噴金(120 s)后置于SEM中觀察;

圖3 SEM樣品制取Fig.3 Sampling for the SEM observation
PLM測試:樣品制取同樣選擇距離出水口45 mm處,寬5 mm的圓環上包含整個壁厚的一個截面,區別在于不用液氮脆斷而是直接用刀將圓環沿直徑切開,然后在切口上再小心切下厚度大約0.01 mm的薄膜用于觀察;
DSC測試:選取距出水口45 mm處寬5 mm圓環,并截取圓環截面包括完整壁厚的小薄片,沿厚度方向從水道向模具壁分為內層、中間層和外層,分別對不同層進行測試;測試過程中,樣品在氮氣保護下溫度從20 ℃以25 ℃/min的速率上升到270 ℃保持3 min,然后以25 ℃/min的速率冷卻到20 ℃。
2 結果與討論
2.1 殘余壁厚結果分析
實驗測得殘余壁厚數據如表4所示。

表4 正交實驗殘余壁厚結果Tab. 4 The RWT results from orthogonal experiment
采用直觀分析判斷各個實驗參數對WAIM管件殘余壁厚的影響。結果如表5所示,根據極差值大小可知工藝參數對壁厚的影響從大到小依次是:注水延遲時間>熔體溫度>注水壓力≈模具溫度>射膠壓力。

表5 工藝參數對WAIM管件殘余壁厚影響直觀分析結果Tab.5 The mean value analysis result of parameters effect on WAIM products

■—熔體溫度 ●—模具溫度 ▲—注水壓力▼—注水延遲時間 ◆—射膠壓力圖4 工藝參數對WAIM管件殘余壁厚影響規律Fig.4 The effect of parameters on RWT
如圖4所示為不同工藝參數下塑件的平均殘余壁厚。可以看到,隨著熔體溫度和模具溫度升高WAIM管件平均殘余壁厚逐漸減小(圖中A、B),并且熔體溫度對壁厚的影響明顯更大。隨著注水壓力增大殘余壁厚也越來越小(圖中C),而隨著注水延遲時間的增加,塑件殘余壁厚呈逐漸增大的趨勢(圖中D)。隨著射膠壓力的增加,塑件殘余壁厚小范圍變化(圖中E)。
2.2 拉伸強度結果分析
如表6所示,不同工藝參數下的實驗樣品最大拉伸載荷在2 184 N(13#樣品)到4 623 N(16#樣品)之間變化,斷裂伸長率變化范圍從7.68 %(13#樣品)到67.41 %(16#樣品)。圖5是16#樣品和13#樣品的拉伸曲線,對應拉伸強度分別為63.90 MPa和39.16 MPa。

表6 工藝參數對拉伸強度的影響Tab.6 Effect of parameters on tensile strength

●—16# ■—13#圖5 16#、13#樣品拉伸載荷-形變曲線Fig.5 The tensile load-deformation curves of samples 16# and 13#
采用直觀分析對表6結果進行分析,結果如表7所示。發現工藝參數對PP/PA6的WAIM管件拉伸強度的影響從大到小依次是:熔體溫度>模具溫度>注水壓力≈注水延遲時間>射膠壓力。
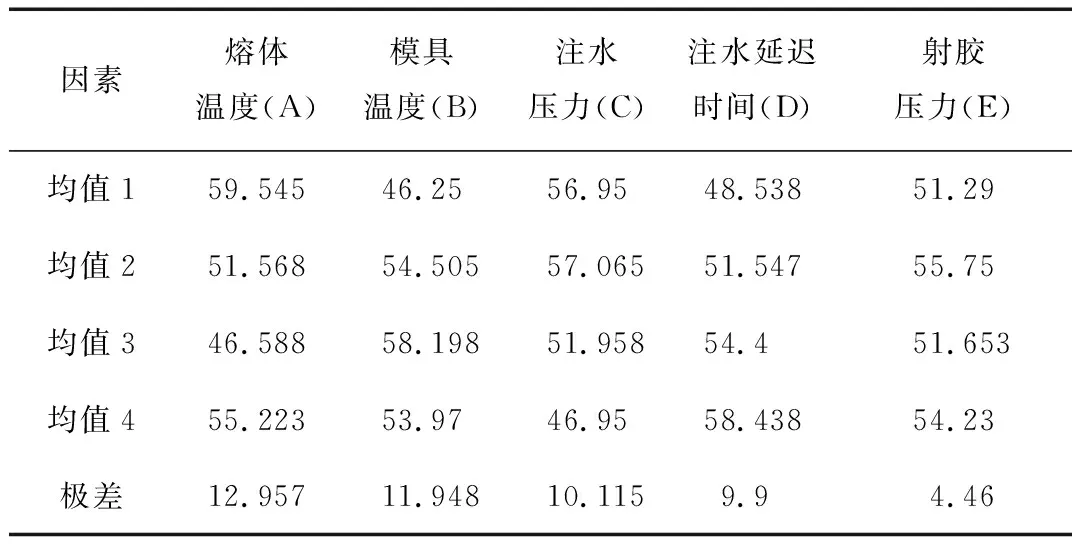
表7 工藝參數對拉伸強度的影響Tab.7 Effect of parameters on tensile strength
圖6是不同工藝參數對樣品拉伸強度影響規律。隨著熔體溫度升高PP/PA6共混材料WAIM管件拉伸強度逐漸降低(圖中A);隨著模具溫度的升高,管件拉伸強度也逐步增大(圖中B);隨著注水壓力的增大,管件拉伸強度逐步減小(圖中C);圖中D顯示,隨著注水延遲時間的增加拉伸強度隨之提高(圖中D);隨著射膠壓力的增加,拉伸強度呈無規律波動,對拉伸強度影響不大(圖中E)。

■—熔體溫度 ●—模具溫度 ▲—注水壓力▼—注水延遲時間 ◆—射膠壓力圖6 工藝參數對拉伸強度的影響Fig.6 Effect of parameters on tensile strength
2.3 微觀形態結構分析
2.3.1 分散相形態
SEM實驗觀察13#和16#樣品的分散相形態(放大4 000倍),如圖7所示。

(a)13#,內層 (b)13#,中間層 (c)13#,外層 (d)16#,內層 (e)16#,中間層 (f)16#,外層圖7 SEM照片Fig.7 SEM of various samples
可以看到16#樣內層和中間層PA6分散相都呈均勻分散的橢球狀,外層分散相是長條狀;均勻分布的橢球狀PA6對裂紋擴展有抑制作用,長條狀的PA6分散相可以起到“纖維增強”的效果,所以其拉伸強度高[16]。而13#樣品的內層、中間層、外層PA6呈較大連續相狀態分布在PP基體上,少數PA6以小尺寸橢球狀分布于PP中;連續的PA6相對PP基體有很強的“割裂”作用,容易發生應力集中產生裂紋,所以拉伸強度低[17]。
結合表3的工藝參數信息可以看到13#樣和16#樣具有相同的高熔體溫度(270 ℃),這樣高的熔體溫度下高分子材料具有較強的活動能力,變形后松弛和回復都比較容易,所以16#樣品內層熔體即使受到剪切也能保持橢球狀就是因為高溫下松弛和變形回復都比較快。同時高溫也使PA6分散相容易聚合長大,也就更容易形成連續相。
通過對表6工藝參數對拉伸強度影響的分析發現,在相同熔體溫度下13#樣品有更低的模具溫度(13#樣品25 ℃,16#樣品85 ℃)、更大的注水壓力(13#樣品9 MPa,16#樣品3 MPa)和更短的延遲時間(13#樣品4s,16#樣品8 s)。低模溫和高水壓意味著13#樣品熔體受到更強的剪切作用,也就意味著PA6分散相被拉得更長,相互之間越容易接觸形成連續相。而更短的延遲時間意味著注水之前熔體向模具散熱越少,內部保留溫度越高,PA6分散相也就越容易聚集長大形成連續相。
2.3.2 結晶形態及分布
圖8為拉伸強度最大和最小的16#樣品及13#樣品內層、中間層和外層的晶體在PLM下放大200倍時的晶體形態及分布的照片。
通過對圖8的分析發現外層和內層晶體16#樣品比13#樣品更粗大,而中間層晶體的大小和分布差異不大。熔體結晶主要受溫度影響比較大,從表3可知13#樣品和16#樣品有相同的熔體溫度,但13#樣品有更低的模具溫度(13#,-25 ℃; 16#,-85 ℃)和更大的注水壓力(13#,-9 MPa; 16#,-3 MPa),也就是說模具壁對13#樣品有更強的冷卻作用,所以其外層熔體更容易成核,并且成核數量很多,在模具壁的強烈冷卻作用下迅速固化形成細小致密的晶體分布。而13#樣品內層熔體在強大注水壓力下受到強烈的剪切作用,誘導成核,所以也可以形成更致密的晶體分布。但是從圖5也可以看出13#、16#樣品晶體形態和分布差異都不大,所以其對力學性能的影響非常有限。
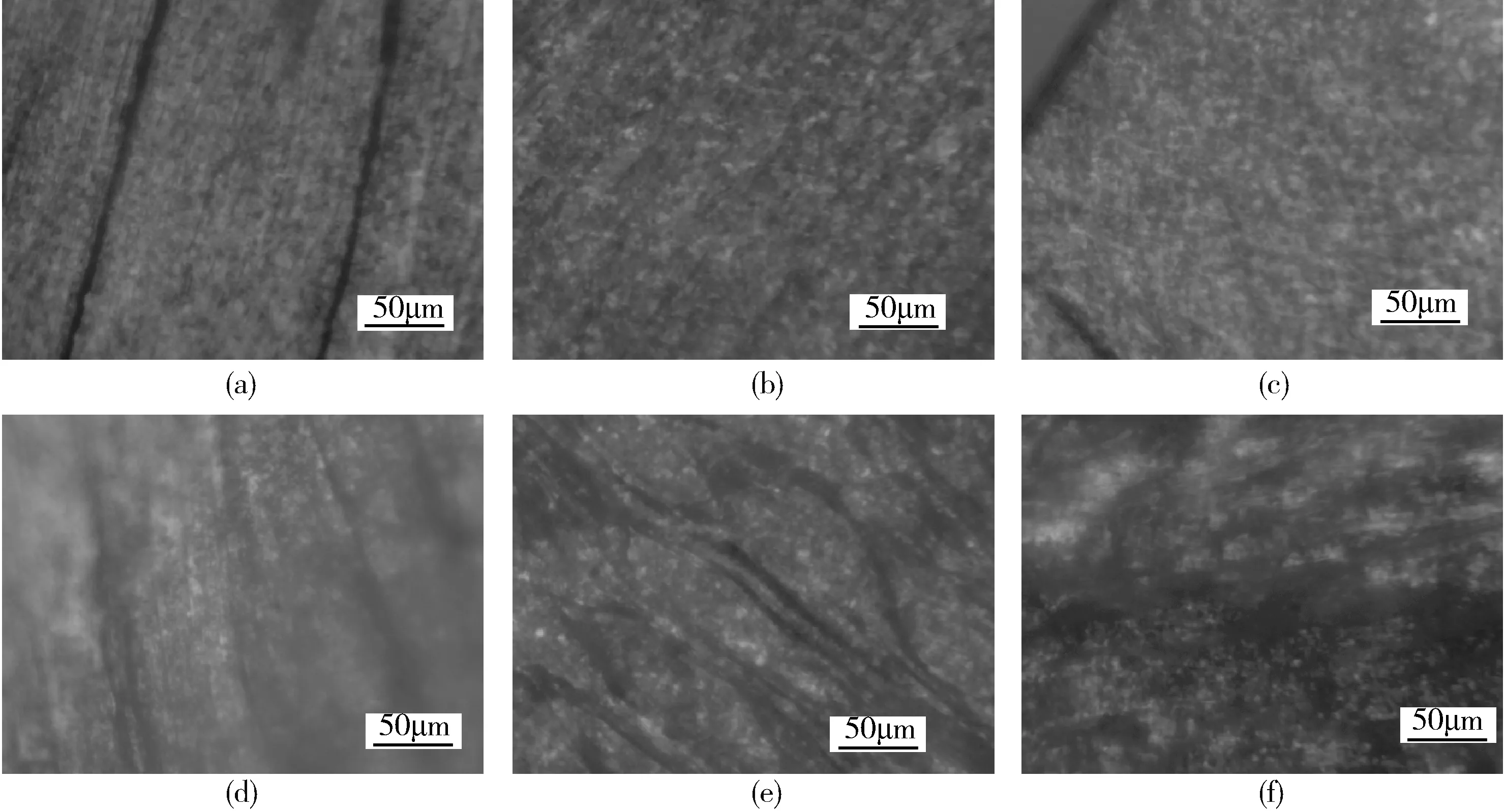
(a)13#,內層 (b)13#,中間層 (c)13#,外層 (d)16#,內層 (e)16#,中間層 (f)16#,外層圖8 PLM照片Fig.8 PLM of various samples
2.3.3 結晶度觀測
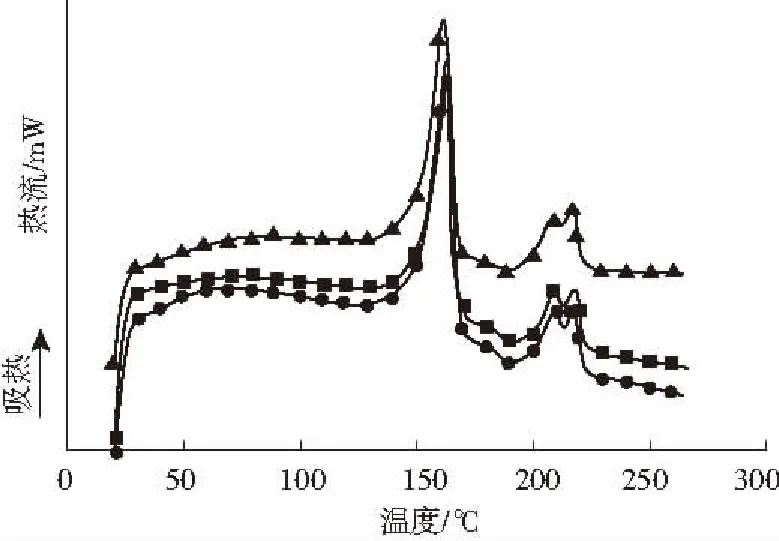
●—內層 ■—中間層 ▲—外層圖9 13#樣品的DSC熔融曲線Fig.9 DSC melt curves of sample 13#

●—內層 ■—中間層 ▲—外層圖10 16#樣品的DSC熔融曲線Fig.10 DSC melt curves of sample 16#
圖9、10是13#樣品和16#樣品不同壁厚層的DSC測試結果,表8是13#、16#樣不同壁厚位置結晶度計算結果;可以看到兩個樣品中PP和PA6都出現了內外層結晶度高中間層結晶度低的現象[18]。
對比13#、16#樣品不同壁厚層結晶度結果發現,不管是PP還是PA6,它們在內層和中間層的結晶度差異不大,主要區別在外層:16#樣品外層中PP和PA6結晶度都大于13#樣品。由于熔體結晶度的大小主要取決于晶核的生成和晶體的長大,溫度較低時過冷度大,晶核生成較快,但此時分子鏈活動能力較弱,晶體生長緩慢所以結晶度低;溫度較高時雖然晶核生成相對較慢但晶體長大較快所以結晶度也可以很大。對外層熔體結晶影響最大最直接的工藝參數是模具溫度。結合表3的工藝參數發現13#樣品的成型模溫25 ℃遠小于16#樣品的85 ℃。在較低的模具溫度下,13#樣品外層還來不及結晶就冷卻凝固了,致使13#樣品外層結晶度低于16#樣品。

表8 13#、16#樣品不同壁厚位置結晶度Tab.8 The crystallinity of sample 13# and 16# at different location
3 結論
(1)隨著熔體溫度、模具溫度、注水壓力的增加,塑件殘余壁厚逐漸減小;隨著注水延遲時間的增加,塑件殘余壁厚逐漸增大;熔體溫度對拉伸強度影響最大,其次是模具溫度,然后是注水壓力和注水延遲時間,射膠壓力對拉伸強度幾乎沒有影響;
(2)分散相PA6在剪切場的作用下外層和內層呈長條狀或長片狀分布,中間層呈橢球狀;外層分散相長厚比大于內層分散相的長厚比;隨熔體溫度增加,晶體有長大的趨勢;PP/PA6共混材料WAIM管件壁厚外層和內層都有形成致密的結晶區,晶體尺寸小而密,而中間層晶體相對更粗大;內外層晶體在剪切作用下都有沿流動方向排列的趨勢;
(3)工藝參數通過溫度場的變化影響熔體的成核和晶體長大達到影響結晶度的目的,拉伸強度最大和最小的樣品在結晶度上的區別主要在外層,更大的結晶度有利于提高樣品的拉伸強度。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
