緊密對接激光焊焊縫位置神經網絡預測
2016-12-13 06:53:22高向東蕭振林陳曉輝
電焊機 2016年3期
莫 玲,高向東,蕭振林,陳曉輝
(1.廣東工業大學機電工程學院,廣東廣州510006;2.廣州番禺高勛染整設備制造有限公司,廣東番禺511400)
緊密對接激光焊焊縫位置神經網絡預測
莫玲1,高向東1,蕭振林2,陳曉輝2
(1.廣東工業大學機電工程學院,廣東廣州510006;2.廣州番禺高勛染整設備制造有限公司,廣東番禺511400)
激光焊接過程中,控制激光束準確對中焊縫是獲得良好焊件的關鍵。以低碳鋼板緊密對接激光焊(焊縫間隙不大于0.1 mm)作為研究對象,利用磁光傳感法攝取焊接過程中焊縫區域磁光圖像。分析焊縫區域圖像特征,定義并提取緊密對接焊縫位置坐標,以前時刻的焊縫位置及其變化值作為輸入量,當前時刻焊縫位置坐標作為輸出量,應用神經網絡建立焊縫位置的預測模型。試驗結果表明,建立的前饋型神經網絡能夠較好地預測焊縫位置坐標,為激光焊縫及時糾偏和自動跟蹤奠定基礎。
激光焊;焊縫位置;神經網絡;預測
0 前言
隨著工業自動化的高速發展,高精度、復雜的焊接空間和工作環境對焊接技術提出了更高的要求。激光焊與傳統焊接方法相比,具有焊接速度快、焊縫熱影響區小和深寬比大等優點[1],可以保證高能量集中性,實現多種金屬和非金屬材料的焊接,因此,激光焊被廣泛應用于汽車、造船、航空航天和機械等行業。為保證獲得優良的焊件,必須實時控制激光束對準焊縫位置。常用的焊接過程檢測法有結構光視覺檢測法、同軸視覺檢測法和紅外傳感法等[2-4]。激光焊接過程能量密度大、焊接速度快,溫度變化程度劇烈,焊接現場產生大量的金屬蒸汽和飛濺,加上光源輻射的干擾和焊件的熱變形,很難通過攝像機直接攝取熔池的準確細節及焊縫周圍的有效信息。特別是對于不開破口、緊密對接的焊縫檢測方法還有待進一步深入研究。鑒于焊縫與母材在焊接過程中的物理特性的異同,可利用焊縫位置的溫度梯度、熱堆積等特點檢測緊密對接焊縫位置[5]。此外,利用磁光磁光傳感法獲取焊接區域圖像,針對緊密對接焊縫(焊縫間隙不大于0.1 mm)的低碳鋼板激光焊,研究一種基于神經網絡的焊縫位置預測模型,為激光焊縫及時糾偏和自動跟蹤奠定基礎。
1 試驗裝置
激光焊接驗裝置示意如圖1所示。試驗裝置為:激光YAG焊接機、保護氣體(氬氣)、磁光傳感器、磁場感應器、同軸攝像機和帶夾具的三軸運動控制工作平臺。采用平板緊密對接焊,焊縫間隙0~0.1mm,焊件尺寸100 mm×38 mm×1.84 mm,磁光傳感器采樣速率25 f/s,激光焊接速度4 mm/s,磁光圖像的像素當量102 pixel/mm。
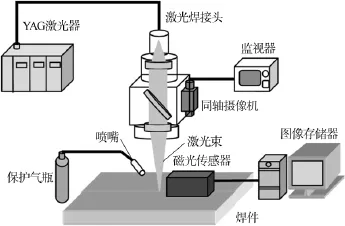
圖1 激光焊接試驗裝置示意
2 緊密對接焊縫磁光成像原理
磁光傳感法的檢測原理基于法拉第磁光效應,利用光的偏振狀態實現傳感器的功能。當一束偏振光通過磁光介質時,若在光束傳播方向外加一個磁場,光通過偏振面后將旋轉一個角度,這個角度稱作法拉第旋轉角[6]。磁光成像焊縫邊緣檢測方法利用磁場發生器在焊件周圍產生感應磁場,兩塊焊件進行激光平板對接焊時,由于焊縫間隙的存在,焊縫位置處的磁場分布將發生畸變,并引起該處的垂直磁場分布變化。磁光傳感器將激光經起偏器后變為一束線偏振光,線偏振光通過磁光介質并被底部的反射鏡反射回CMOS攝像機,由于焊縫間隙的存在,在磁光效應作用下,線偏振光有一定的角度偏轉,磁光傳感器通過捕獲光強度的變化經CMOS攝像機轉換為“暗”或“亮”的圖像,即實現了對接焊縫的實時磁光成像。
3 焊縫位置參數
3.1焊縫磁光圖像
圖2為隨機選取一幅磁光傳感器采集的緊密對接焊縫區域圖像,圖像大小512×512 pixel。圖2a為RGB格式的磁光圖像,圖2b為經過轉換的灰度圖。由圖2可知,兩塊母材(一塊母材呈較亮圖像,另一塊母材呈較暗圖像)拼接處存在一個過渡區域,過渡區域蘊藏著焊縫位置信息,但肉眼無法分辨焊縫位置,需要進一步分析磁光焊縫圖像特征。焊縫磁光圖像三維效果如圖3所示,兩塊對接母材的過渡區域為一傾斜灰度平面,無法直接從灰度圖中準確提取焊縫位置。

圖2 焊縫區域磁光圖像
3.2焊縫位置提取
利用圖像分割法可將焊縫圖像像素按照特性不同進行分類,根據閾值將圖像分成背景和焊縫兩類。對焊縫區域磁光圖像的灰度梯度圖進行分析,圖4a為磁光圖像的灰度梯度圖,可以看出焊縫位置處的灰度梯度與過渡區域母材的灰度梯度不同。為了更直觀地觀察焊縫位置處灰度梯度特點,圖4b給出了圖4a相應所有列的灰度梯度分布曲線,掃描圖像所有列灰度梯度分布可知,在區間[300,400]行位置的灰度梯度值出現一個峰值,定義該位置即為焊縫位置橫坐標值。通過計算整組試驗的每一幅磁光圖像灰度梯度峰值出現的行數可以得到焊縫位置變化曲線。

圖3 焊縫區域磁光圖像三維效果
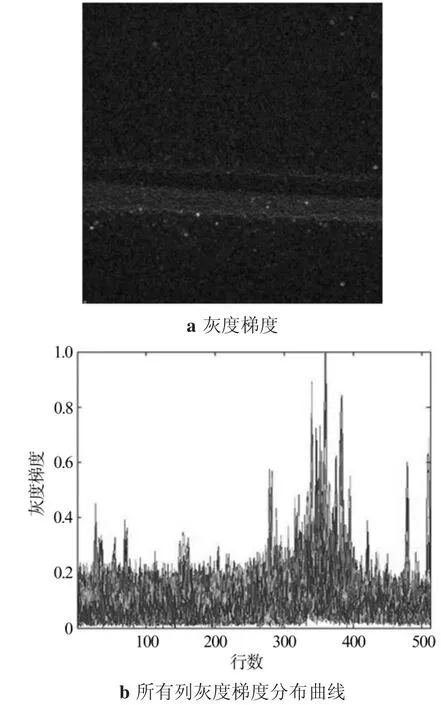
圖4 磁光圖像灰度梯度
圖4a中灰度梯度最大值位置對應第360行,即為該幅圖像的焊縫位置橫坐標。對整組試驗合計593幅焊縫區域磁光圖像進行計算其焊縫位置,可以得到如圖5所示的焊縫位置橫坐標隨著圖像序列變化的曲線。由圖5可知,焊縫位置為一條傾斜的近似直線。
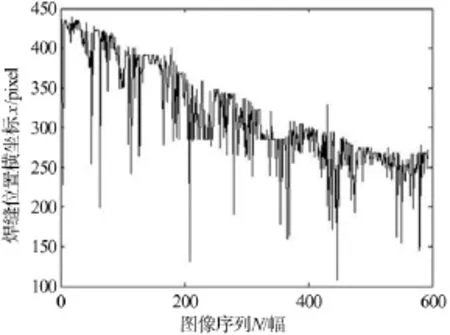
圖5 焊縫位置橫坐標隨圖像序列變化曲線
4 焊縫位置神經網絡預測
4.1人工神經網絡
人工神經網絡是目前應用較多的一種建模方法,利用工程技術手段模擬人腦神經網絡的結構和功能,具有較強的容錯性、非線性、自適應、自組織和實時學習能力。設計一種前饋型神經網絡(前向網絡)焊縫位置預測模型,通過計算前一時刻的焊縫位置和焊縫位置差值來估算當前時刻焊縫位置。通過試驗采樣獲取了593個樣本數據,選取第1~300個樣本作為神經網絡訓練樣本,200個作為測試樣本。在確定訓練樣本后,建立神經網絡模型,如圖6所示。主要包含三個部分:輸入層、隱含層以及輸出層。輸入量為:k-2時刻焊縫位置橫坐標、k-1時刻焊縫位置橫坐標和兩時刻焊縫位置差值;輸出量為k時刻焊縫位置。隱含層數選取為一層,因為三層神經網絡具有對任意函數的逼近能力,經反復試驗,選取隱含層節點為3個。
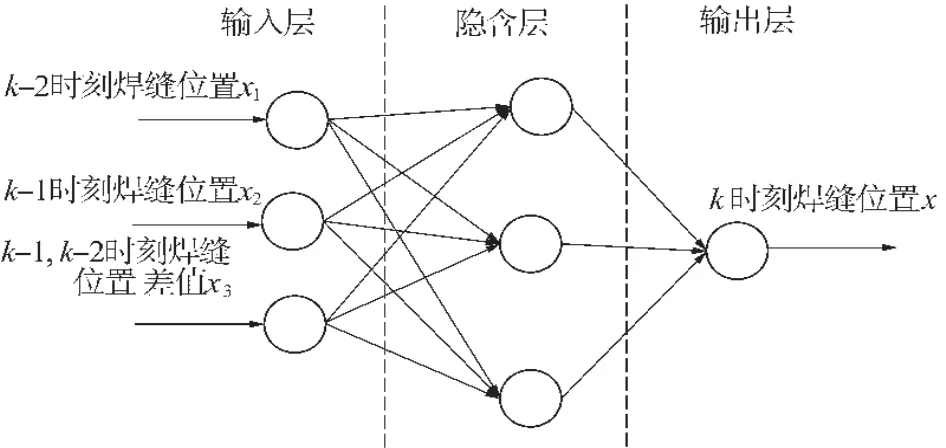
圖6 焊縫位置前饋神經網絡模型
4.2神經網絡預測結果與分析
選擇[1,300]幀作為訓練樣本,對原始數據進行歸一化處理后,焊縫位置橫坐標被約束到[0,1]之間。神經網絡的訓練過程如圖7所示,當訓練步數為618步時,網絡訓練誤差趨于穩定,目標值為0.01,訓練精度已達到要求,網絡收斂速度快。訓練后的網絡輸出值與試驗實際焊縫位置如圖8a所示。選取[201,500]幀作為測試樣本,圖8b為測試結果,表1給出了間隔為10幀的連續圖像序列焊縫位置測量值和預測值比較結果。從測試結果可以看到網絡預測輸出值與焊縫位置橫坐標實際值能夠較好的吻合。網絡誤差曲線如圖9所示,誤差均方差為0.01。
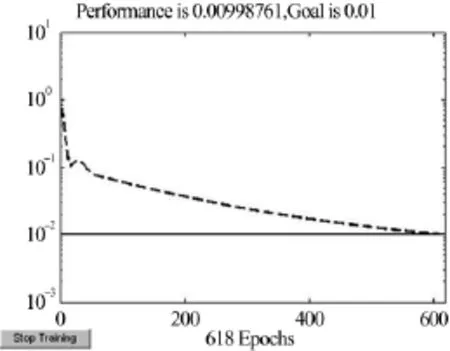
圖7 神經網絡訓練過程
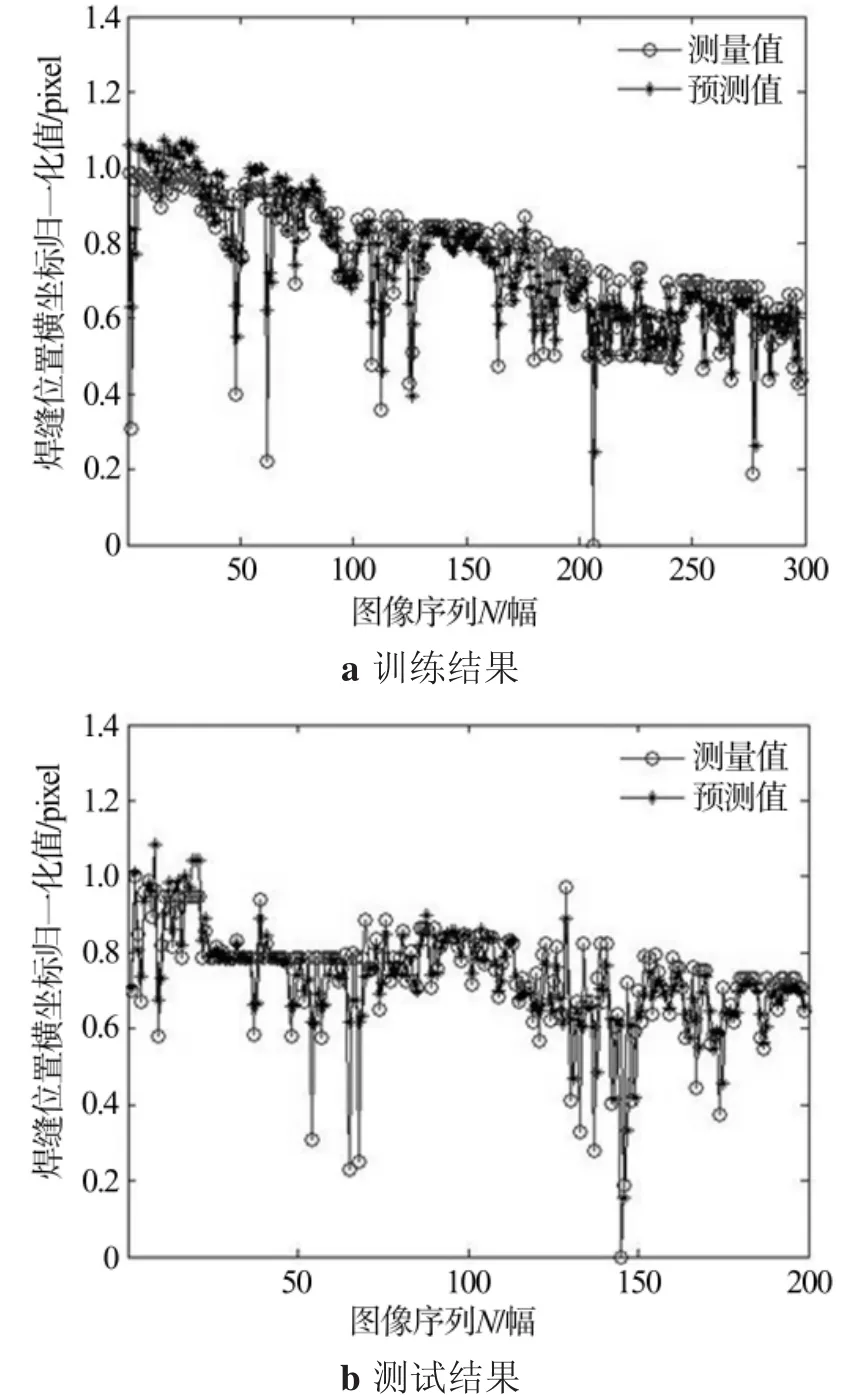
圖8 神經網絡訓練結果和測試結果
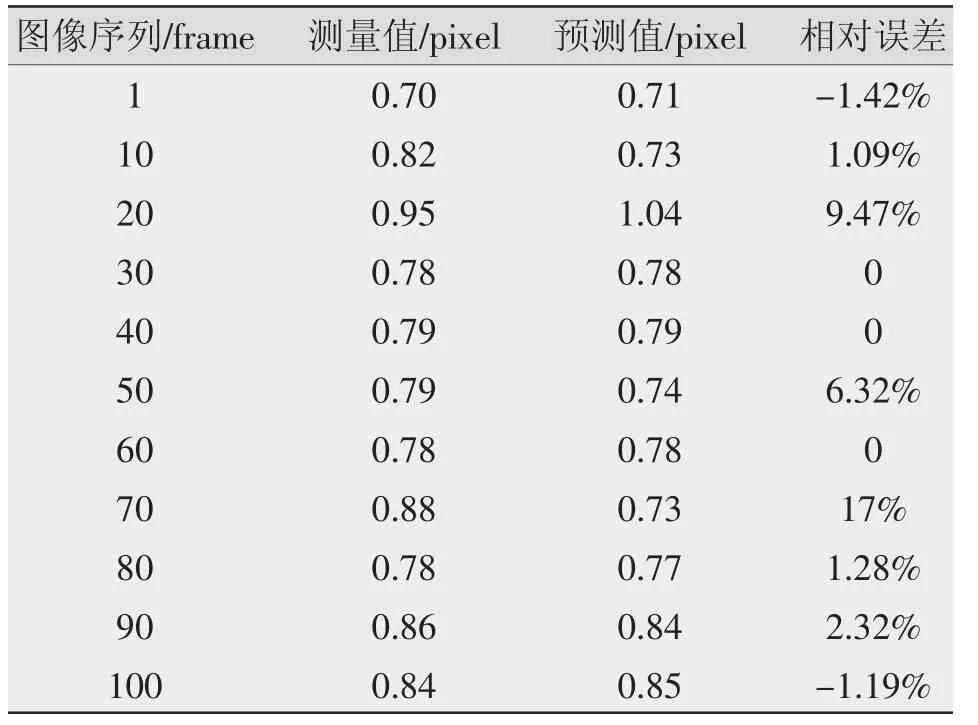
表1 焊縫位置測量值和神經網絡預測值歸一化后比較結果
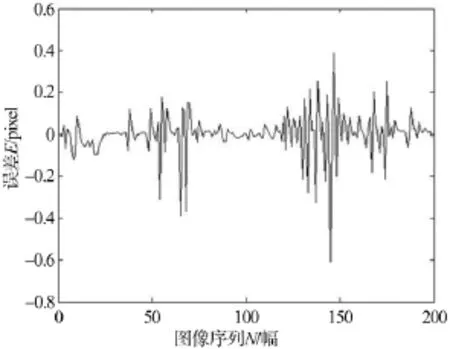
圖9 焊縫位置預測誤差分析曲線
5 結論
(1)在緊密對接激光焊接過程中,利用磁光傳感法可以實時獲取焊縫區域圖像信息,通過分析焊縫磁光圖像灰度梯度圖,定義并提取焊縫位置坐標。
(2)利用前饋型神經網絡預測焊縫位置,可以得到較準確的焊縫位置信息,為焊接自動化過程中緊密對接焊縫位置識別與跟蹤提供一種新方法。
[1]孫燕,高向東.大功率盤形激光焊匙孔特征提取[J].電焊機,2014,44(4):97-100.
[2]王含宇,馬惠敏,閆春航.一種結構光式焊縫跟蹤系統的設計[J].電焊機,2010,40(4):25-29.
[3]陳武柱,賈磊,張旭東,等.CO2激光焊同軸視覺系統及熔透狀態檢測的研究[J].應用激光,2004,24(3):130-134.
[4]蔡志勇,張華,蔣劍,等.焊接溫度場圖像的獲取及焊縫提取[J].數據采集與處理,2004,19(1):87-90.
[5]XiangdongGao,DeyongYou,Seiji Katayama.Infrared image recognition for seam tracking monitoring during fiber laser welding[J].Mechatronics.2012,22:370-380.
[6]劉公強,樂志強,沈德芳.磁光學[M].上海:上海科學技術出版社,2001.
Prediction of weld position by neural network during micro-gap butt joint laser welding
MO Ling1,GAO Xiangdong1,XIAO Zhenlin2,CHEN Xiaohui2
(1.School of Electromechanical Engineering,Guangdong University of Technology,Guangzhou 510006,China;2.Guangzhou Panyu Gofront Dyeing&Finishing Machinery Manufacturer Ltd.,Panyu 511400,China)
It is critical to control the laser beam focus position accurately aligning the weld seam to obtain good welding quality in the laser welding process.The micro-gap butt joint(weld gap is less than 0.1 mm)laser welding of low-carbon steel was chosen as the research object,and a magneto optical sensor was used to capture the weld region images during welding.The feature of weld images was analyzed and the coordinates of micro-gap joint weld position was defined and extracted.A weld position prediction model was established using the neural network whose inputs were the weld position coordinate value and the coordinate changing value at previous sampling time,and output was the weld position coordinate value at current sampling time.Experimental results indicate that the proposed feed forward neural network can predict the weld position accurately,which provides a foundation for real time correcting weld deviations and automatic seam tracking.
laser welding;weld position;neural network;prediction
TG456.7
A
1001-2303(2016)03-0075-04
10.7512/j.issn.1001-2303.2016.03.16
2014-09-18
國家自然科學基金資助項目(51175095);廣東省自然科學基金資助(10251009001000001);廣東省學科建設科技創新資助項目(2013KJCX0063)
莫玲(1985—),女,廣西人,博士,主要從事焊接自動化的研究工作。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
