生料分料CAMCAM智能控制系統的研發與應用
2016-12-10 02:32:41歐陽昆翔袁亦斌歐丹林梁逸敏
水泥技術 2016年5期
關鍵詞:智能
歐陽昆翔,袁亦斌,歐丹林,梁逸敏
生料分料CAMCAM智能控制系統的研發與應用
歐陽昆翔,袁亦斌,歐丹林,梁逸敏
懸浮預熱器裝置是水泥企業必備的生產配套裝置。預熱器可分為單系列和雙系列,本文主要針對雙系列預熱器。預熱器的預熱作用對水泥熟料生產有著不可忽視的作用。本文以CAM(Cement's Automation and Management System,即水泥自動化與管理系統)智能控制系統為平臺,創建神經網絡模型,開發出生料分料控制模塊,并在水泥企業實際應用,實時控制分料閥,調整左右預熱器的喂料量,保證物料與熱風量相協調,穩定預熱器左右兩側溫度平衡,提高熱效率。經現場長期使用表明,生料分料控制器控制效果良好,能夠有效地減少左右預熱器的溫度差異,提高預熱器熱效率,提升預熱器預熱效果,在水泥企業生產中有重要的推廣意義。
預熱器;雙系列;CAM;智能控制;預熱效果
1 引言
近十幾年來,我國水泥生產以新型干法生產技術為主導[1],在預分解窯爐煅燒工藝、節能粉磨技術、環境保護技術等方面,從設計到裝備制造都迅速達到了國際水平[2]。
懸浮預熱器是一種將生料與分解爐出口排出的氣體相混合,并使生料懸浮在熱氣中進行熱交換的設備。懸浮預熱器主要分旋風預熱器、立筒預熱器以及混合型預熱器三大類。近年來,隨著懸浮預熱技術的發展,新型高效、低阻的預熱器以及更合理的預熱器組合系統不斷涌現。如何減少燒成熱耗、降低風機電耗、提高預熱器的換熱效率以及整體綜合優化已成為研究的重點[3]。
浙江邦業科技股份有限公司(以下簡稱邦業科技)針對水泥行業開發了一套智能控制系統——CAM智能控制系統,其核心技術包括以神經網絡為內核的多變量模型預測技術、滾動優化技術以及反饋校正技術[4]。在工廠現有DCS系統的基礎上,額外增加一套CAM智能控制系統,在不影響原本DCS系統的情況下,通過對控制參數進行實時分析、優化,再反饋給DCS系統,實現對被控裝置的智能化、全自動化操作。本文主要講述生料分料控制模塊。通過長期實踐驗證,與操作員手動控制相比,在CAM智能控制系統中,生料分料控制器能夠有效減少左右預熱器兩側溫度差異,提升預熱器預熱效果。
2 生料分料控制技術原理
2.1預熱器功能簡介
如圖1所示,在新型干法水泥生產線中,生料由生料庫底經斗式提升機喂入預熱器。在五級預熱器中,生料和熱氣流進行熱交換,在到達C4A、C4B旋風筒后進入分解爐內分解,然后進入五級旋風筒進行料氣分離后,物料入窯煅燒。
懸浮預熱器的主要功能在于充分利用回轉窯及分解爐內排出的廢氣預熱生料,并使部分碳酸鹽分解,然后進入回轉窯或分解爐內繼續加熱分解。因此它必須具備使氣固兩相充分均勻分散、迅速換熱、高效分離等三個功能,只有兼備這三個功能并且盡力使之高效化,方可最大限度地提高換熱效率,為全窯系統優質、高效、低耗和穩定生產創造條件[5]。
Research and Application of Cam Intelligent Control System on Raw Material Distribution

圖1 新型干法水泥生產線流程圖
2.2預熱器的熱效率
預熱器的熱效率指生料粉體凈獲得的有效能和加入系統的總有效能之比。影響預熱器熱效率的主要因素有粉體的懸浮效率、系統氣固比、預熱器的系列數和級數、氣固相的分離效率、漏風影響等,本文重點關注系統氣固比對預熱器熱效率的影響[6]。
理論研究表明,當氣固比小于某值時,氣固換熱效率隨氣固比的增加而升高,且非常敏感;當氣固比大于某值時,氣固換熱效率隨氣固比的增加而降低。因此,保持預熱器內生料粉體與高溫氣體的比例在一個合適值,有助于大幅提高熱效率。
2.3神經網絡
人腦思維分為抽象(邏輯)思維、形象(直觀)思維和靈感(頓悟)思維三種基本模式[7]。其中,直觀性思維指的是將分布式存儲的信息綜合起來,結果是忽然間產生想法或解決問題的辦法[8]。這種思維方式的根本之點在于:信息是分布儲存在神經元網絡上,信息處理是通過神經元之間同時相互作用的動態過程來完成的。人工神經網絡就是對直觀性思維方式的模擬,是一個非線性動力學系統,其特色在于信息的分布式存儲和并行協同處理。雖然單個神經元的結構極其簡單、功能有限,但大量神經元構成的網絡系統所能實現的行為卻是極其豐富的[9]。神經網絡工作原理如圖2所示。
本文將神經網絡工作原理應用于控制系統中。生料穩料控制策略如圖3所示,分為輸入層、隱含層和輸出層,從輸入層輸入所需要的參數,經過隱含層神經網絡計算,得出最佳控制參數以調節現場設備,最后輸出層輸出控制目標參數。

圖2 神經網絡示意圖

圖3 生料穩料控制策略圖
2.4預熱器分料的意義
在預熱器之上存在一個分料閥,其作用是將斗式提升機運送來的物料分成兩份分別送入預熱器左右兩側的一級筒(C1A、C1B)中。在實際運行過程中,由于施工問題、老化問題等種種原因,從分解爐進入五級筒C5A、C5B的高溫氣體雖然溫度大致相同,但體積卻是隨機不定,這就導致了左右兩側預熱器所能提供的高溫氣體體積存在巨大差異且時時變化[10]。此時,若按照原本比例將生料分送至左右兩側預熱器,必然導致兩側預熱器所接受的生料量與氣體體積達不到最佳比例,嚴重影響預熱器換熱效率。實驗表明,若是左右兩側預熱器溫度差異巨大,將大大降低生料與熱風的熱交換效率。在某廠實驗所得的分料控制前后的數據如表1所示(其中分解爐溫度近似,生料喂料量不變)。
從表1可以看出,在控制分料閥之前,以固定比例向左右兩側預熱器輸送生料,C1A和C1B的平均出口溫度為375.1℃;分料控制后,自動調節分料閥,根據溫度差異,實時改變向左右兩側預熱器輸送的生料比例,C1A和C1B的平均溫度為373.25℃。
由能量守恒定律[11]可知,在其他條件一定的情況下(假設能量損耗相同),一級筒出口溫度越低,則生料通過熱交換獲得的能量越多,熱交換效率越高,預熱效果越好[12]。因此,控制生料分料有助于提升生料預熱效果。

表1 某廠現場試驗數據
3 生料分料控制方案
3.1系統架構
智能控制系統的網絡架構如圖4所示。智能控制系統的核心為CAM服務器組。一方面,CAM服務器組通過OPC數據服務器與工廠采用的集散控制系統(DCS)進行交互,從而實現關鍵過程參數和調節變量的采集、分析、計算、調節、反饋等各項功能,而操作人員通過集成在操作員站的人機交互界面(HMI),與智能控制系統進行交互;另一方面,CAM服務器組也和位于工業以太網上的Web客戶端,以及位于Internet上的遠程維護客服端進行連接,供工程技術人員進行系統調試、維護等各項工作。另外,在DCS系統中新增人機交互界面,供操作人員日常使用。
3.2兩側一級筒溫度差的控制
減少預熱器兩側溫度差、提高熱交換效率,進而提升生料預熱效果是生料分料控制器的最終目的。傳統水泥生產依靠操作員手動調節甚至不調節分料閥,其局限性在于:不能有效克服分料閥與一級筒出口溫度之間的時滯影響,不能準確提前響應溫度變化。邦業科技開發的生料分料控制器,通過建立的分料閥與一級筒兩側出口溫度差之間的模型來預測溫度差的變化趨勢,在得到實際溫度差值后,適度調節分料閥的開度,同時通過前饋來預測二級筒出口溫度、三級筒出口溫度等變化對一級筒出口溫度產生的影響,最終使兩側出口溫度差值穩定在±5℃以內,極大地改善了一級筒兩側出口溫度的平衡性。

圖4 CAM智能控制系統網絡構架
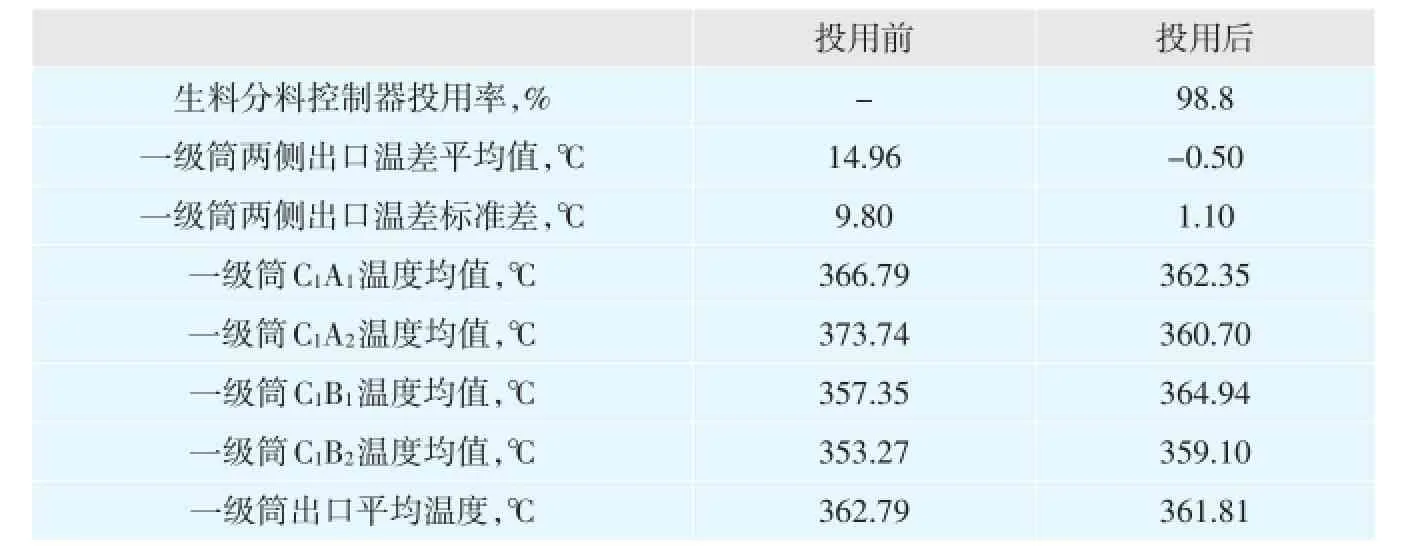
表2 國內某水泥公司投用前后各一個月數據
4 實踐結果
生料分料控制器在國內某水泥公司實際應用近一年后,取得了良好的效果。以投用前后各一個月為例,統計出如表2所示的數據。其中C1A1、C1A2表示左側一級筒出口溫度,C1B1、C1B2表示右側一級筒出口溫度。
從表2可以看出,生料分料控制器投用率在98%以上,客戶相當認可生料分料控制器的控制效果;投用前一級筒出口溫度均值為362.79℃,投用后一級筒出口溫度均值為361.81℃,初步證明生料分料控制有助于提高預熱效果。
截取8h控制效果如圖5所示,C1A1、C1A2表示左側一級筒出口溫度,C1B1、C1B2表示右側一級筒出口溫度。其中C1D=(C1A1+C1A2)/2-(C1B1+C1B2)/2,即一級筒左右兩側出口溫度差。
從圖5可以看出,生料分料控制器控制效果良好,一級筒兩側出口溫度差控制在±5℃范圍內,基本達到預計要求。
5 結語
生料分料控制器能夠有效地平衡預熱器兩側溫度差,這對水泥企業意義重大。預熱器預熱效率的提高,有助于穩定分解爐溫度和窯工況,進一步降低企業生產成本,同時可以減少因燒煤而產生的環境污染,對水泥企業節能減排有實質性的作用。經現場長期使用表明,生料分料控制器控制效果良好,值得推廣。

圖5 生料分料控制效果圖
[1]范毓林.我國新型干法水泥生產技術的創新歷程[J].水泥技術,2007,(2):21-23.
[2]高榮玖.淺談水泥廠的電氣節電措施及應用[J].新世紀水泥導報,2012,18(6):63-65.
[3]劉文歡.懸浮預熱器換熱管內粉體物料分散過程的試驗研究[D].西安:西安建筑科技大學,2007.
[4]陳強,張書法,郭占山,等.CAM智能控制系統成功應用案例[J].中國水泥,2015,(6): 109-111.
[5]陳全德,陳晶,崔素萍,等.水泥預分解技術與熱工系統工程[M].北京:中國建材工業出版社,1998.
[6]楊沛浩,劉寧昌.旋風預熱器熱效率的研究分析[J].四川建材,2010,36(4):16-19.
[7]傅希能.淺議抽象思維、形象思維、靈感思維三者的辯證關系[J].廣東社會科學,1986,(1):61-66.
[8]賀捷.人工神經網絡應用于空調系統故障診斷的研究[J].World of Entrepreneurs,2010,(10):113-114.
[9]王華.神經網絡對非線性系統的辨識與控制方法研究[D].河北科技大學,2012.
[10]龐龍,王亞莉,屈光輝,等.淺談分解爐溫度控制的幾個問題[J].陜西煤炭,2012,31(3): 27-28.
[11]楊世銘,陶文栓.高等傳熱學(第四版)[M].北京:高等教育出版社,2006.
[12]姜筱文,曹彩虹,胡承,等.水泥生料粉立管旋噴預熱器及預熱分解系統:CN,101832715 B[P].2012.
Research and Application of Cam Intelligent Control System on Raw Material Distribution
TP183
A
1001-6171(2016)05-0028-04
國家國際科技合作專項項目:工業回轉窯能源管理和控制一體化關鍵技術(2015DFA60200)
通訊地址:浙江邦業科技股份有限公司,浙江杭州310052;2016-05-08;編輯:趙蓮
猜你喜歡
開放教育研究(2021年3期)2021-05-25 02:41:06
小學科學(學生版)(2020年12期)2021-01-08 09:28:04
裝備制造技術(2020年4期)2020-12-25 05:26:24
表面工程與再制造(2019年6期)2019-08-24 06:40:04
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
能源(2018年4期)2018-05-19 01:53:44