能譜法在涂層刀片磨損狀態分析中的應用
2016-12-06 09:53:28王俊波陳川蘭
四川冶金 2016年2期
王 培,王俊波,陳川蘭
(自貢硬質合金有限責任公司,四川自貢643011)
能譜法在涂層刀片磨損狀態分析中的應用
王 培,王俊波,陳川蘭
(自貢硬質合金有限責任公司,四川自貢643011)
采用CVD涂層刀片對球墨鑄鐵QT700-2進行切削試驗,用影像儀對刀片的磨損值進行檢測;用掃描電鏡結合能譜儀對刀片磨損部位進行定性分析,能直觀地觀察到刀片不同磨損部位的磨損狀態,有助于涂層刀片磨損失效的機理研究。
能譜法;涂層刀片;球墨鑄鐵;磨損
1 引言
硬質合金刀片表面涂層技術有效地解決了刀片材料的硬度、耐磨性與強度、韌性之間的矛盾,提高了切削刀片的使用壽命和機械加工效率[1]。在高速切削條件下,不同刀片材料與工件材料匹配時的刀片磨損形態主要表現為前刀面磨損、后刀面磨損、微崩刃、剝落和破損等[2];不同的涂層種類在切削過程中會表現出不同的表面磨損狀態。氧化鋁涂層具有高的強度和硬度,以及優良的耐磨性能和較低的摩擦系數[3]。在刀片涂層領域被廣范應用。采用Ti(C,N)+Al2O3復合CVD涂層刀片對球墨鑄鐵QT700-2進行切削試驗,用影像儀對刀片的后刀面磨損值進行檢測;用掃描電鏡結合能譜儀對刀片后刀面磨損部位進行定性分析,著重觀察氧化鋁涂層在切削過程中的磨損狀態。
2 實驗
2.1實驗刀片
實驗選用自貢硬質合金有限責任公司生產的數控車削刀片,型號選擇WNMA080408,涂層為Ti(C,N)+Al2O3復合CVD涂層。
2.2實驗設備
日本日立電子S-3000N掃描電子顯微鏡
HORIBA有限公司EMAX-320X射線能譜儀
Easson 2D影像儀
實驗機床:DL20M
2.3實驗內容
用實驗刀片在車床上對球墨鑄鐵QT700-2進行外圓車削(切削參數見表1),切削后的刀片分四個步驟進行觀測:
(1)影像儀測量:在主切削刃正中的后刀面上測量磨損值。
(2)掃描電鏡測量:在刀片后刀面磨損區域不同形態上面取點進行能譜分析,分析其主要成分。
(3)用鹽酸清洗刀片磨損面上粘附雜質后,再用掃描電鏡測量:在刀片后刀面磨損區域不同形態上面取點進行能譜分析,分析其主要成分。
(4)用鹽酸清洗刀片磨損面上粘附雜質后,再用影像儀測量:在主切削刃正中的后刀面上測量磨損值。

表1 切削參數
3 實驗結果及討論
3.1影像儀測量
對實驗刀片磨損部位用影像儀進行觀察(見圖1)發現,磨損部位有兩個區域,這兩個區域之間有不太清晰的分界線,刀片的真實磨損位置無法準確分辨。
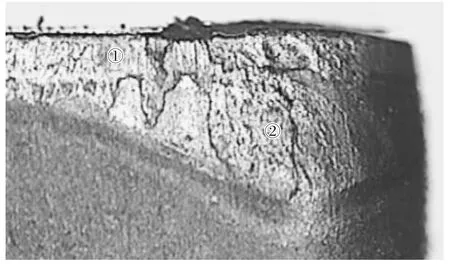
圖1 磨損部位光學投影照片
3.2掃描電鏡測量
對實驗刀片磨損部位用掃描電鏡進行觀察(見圖2),并選擇了4個區域進行能譜測量(見表2)。譜圖1和譜圖2對應圖1中的區域①,譜圖3和譜圖4對應圖1中的區域②。
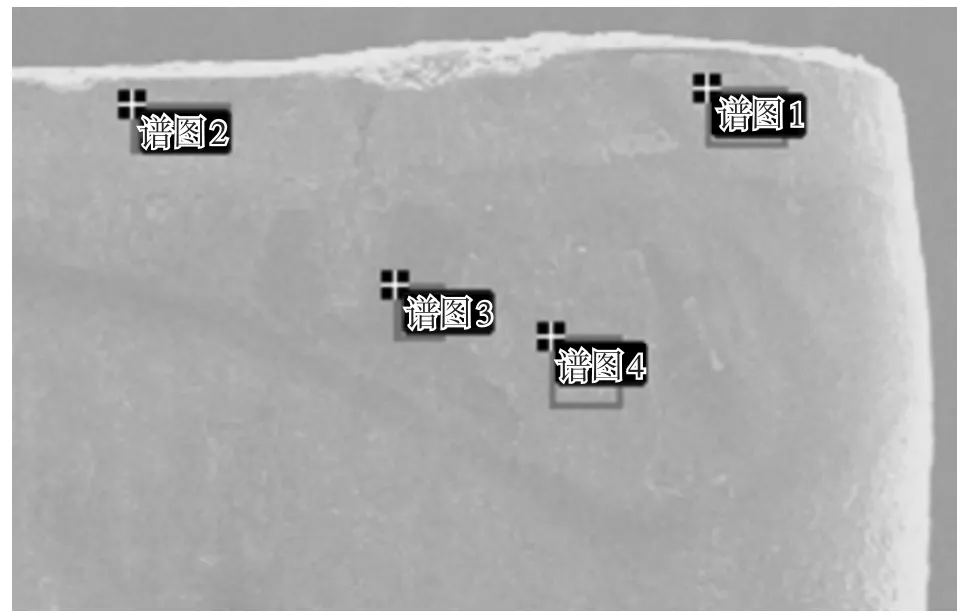
圖2 磨損部位掃描電鏡照片
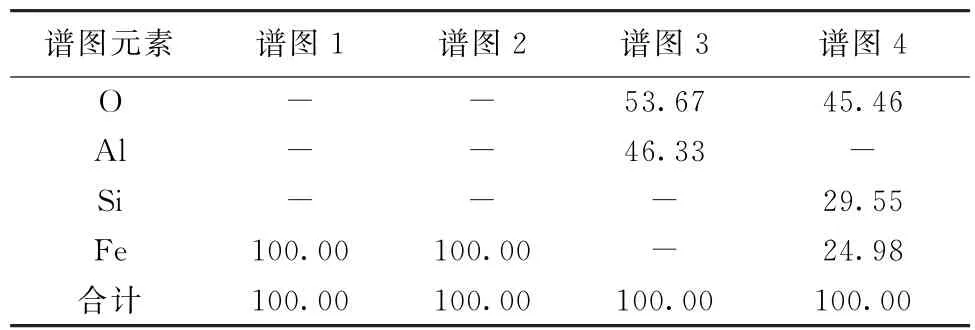
表2 磨損部位能譜測量結果(%)
從能譜測量結果可以看出,磨損部位有大量的鐵元素粘附,甚至把刀片的涂層和基體完全遮蓋。與圖1中區域②對應的位置測量到有鋁元素存在,此區域可能涂層并未完全磨損,因此區域②是否應定為磨損區域,還需進一步確定。
3.3鹽酸清洗后,掃描電鏡測量
為了清除實驗刀片表面粘附的鐵元素,用稀鹽酸對實驗刀片進行浸泡清洗,然后再對磨損部位進行掃描電鏡觀察,并進行能譜測量(見圖3、表3)。
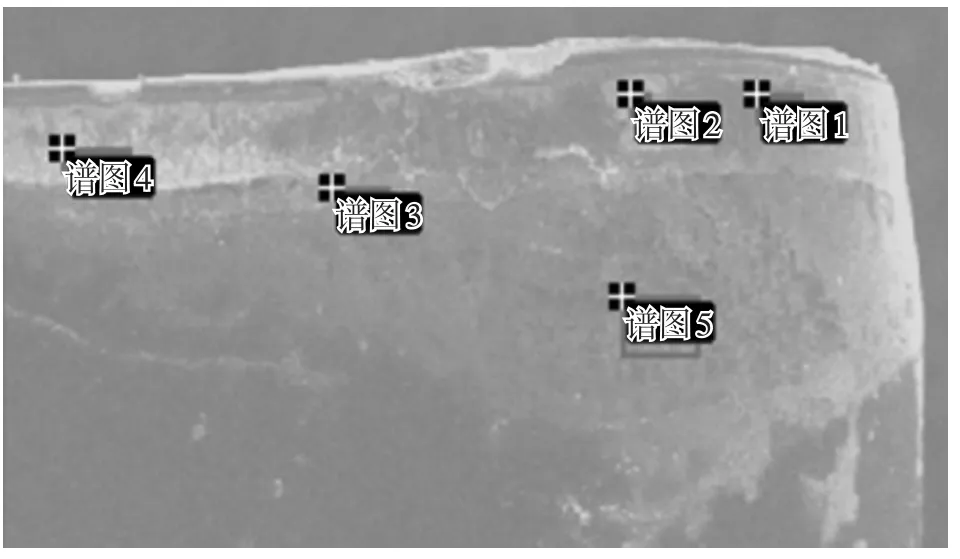
圖3 鹽酸清洗后的磨損部位掃描電鏡照片
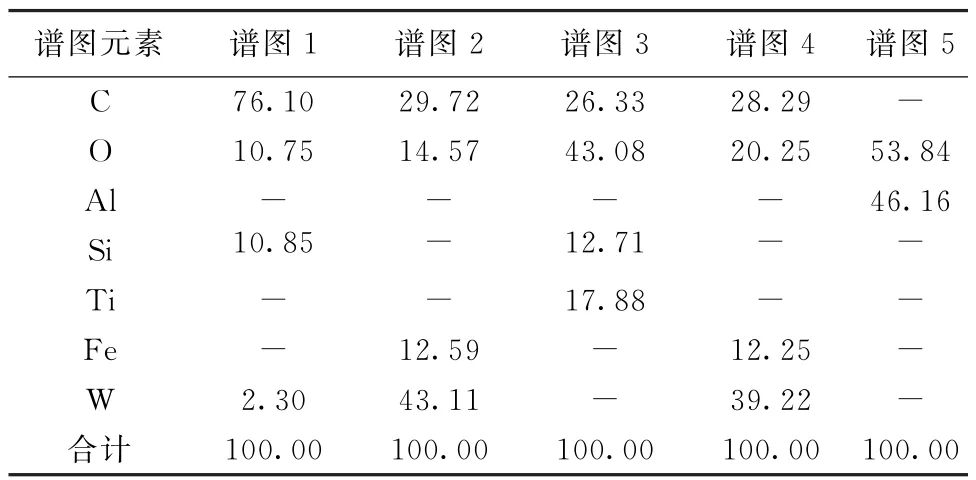
表3 鹽酸清洗后的磨損部位能譜測量結果(%)
能譜測量結果表明,與圖1中區域①對應的譜圖1、2、4均有鎢元素被檢測到,說明此區域的涂層已經被磨掉,露出了涂層下面的硬質合金基體。譜圖3對應圖1中區域①和區域②的交界處,此處能譜測量結果中出現了鈦元素,說明此處為Ti(C,N)。譜圖5與圖1中區域②對應,能譜測量結果表明此處Al2O3涂層尚未被磨掉。
3.4鹽酸清洗后,影像儀測量
用稀鹽酸浸泡清洗后的實驗刀片在影像儀下再次進行觀察(見圖4),可以清晰地看出,區域①是涂層被磨損后露出的硬質合金基體;區域②是涂層的最外層Al2O3層,只是有明顯的摩擦痕跡;區域③是涂層的內層Ti (C,N)層。
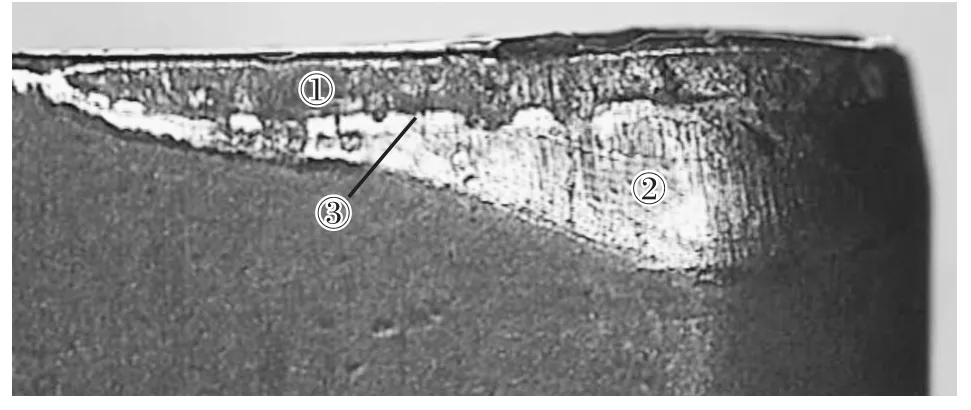
圖4 鹽酸清洗后的磨損部位光學投影照片
4 結論
(1)通過掃描電鏡觀測,可以更直觀地分析刀片的磨損狀況。
(2)通過能譜儀對刀片磨損區域成分的定性分析,能正確確定磨損帶終止位置,從而準確測量刀片的磨損值。
(3)通過電鏡觀測,可以對切削機理以及切削過程做進一步研究和判定。
通常認為,涂層刀片磨損見到基體以后,刀片會十分迅速地破損失效。通過掃描電鏡和能譜儀檢測,加工QT700-2材料,刀片后刀面在很寬的磨損帶上,涂層已經全部剝落露出了硬質合金基體。涂層刀片在切削過程中不可能在其失效的瞬間突然出現這樣大規模而且如此整齊的涂層全面剝落,因此在涂層刀片完全失效之前,就有部分區域的涂層剝落露出了硬質合金基體,在磨損到了硬質合金基體以后,刀片仍然堅持切削了一段時間,而后隨著后刀面磨損的增加直至切削力、切削溫度超過了刀片的使用極限,刀片破損失效。
[1] 趙海波.國內外切削刀片涂層技術發展綜述[J].工具技術,2002,36(7):3-7.
[2] 劉戰強,艾興.高速切削刀片磨損表面形態研究[J].摩擦學學報,2002,22(6):468-471.
[3] 王廷軍.氧化鋁陶瓷涂層與球墨鑄鐵的摩擦磨損特性及機理的研究[J].遼寧工學院學報,1997,17(4):1-4.
The Application of EDS in Coating Blade Wear Condition Analysis
WANG Pei,WANG Jun-bo,CHEN Chuan-lan
(Zigong Cemented Carbide Co.,Ltd.,Zigong 643011,Sichuan,China)
In this paper,the QT700-2 ductile iron is cut by CVD coating blade.The blade wear is tested by the video measurement system,and the blade wear parts was analyzed by scanning electron microscopy combined with EDS.Different blade wear of wear parts can be observed visually, and it is helpful to the study of mechanism of coated blade wear failure.
EDS;coating blade;ductile iron;wear
1001-5108(2016)02-0064-03
O657
B
王 培,男,高級工程師,主要從事分析檢測技術工作。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
電測與儀表(2015年5期)2015-04-09 11:30:52
