低壓鍋爐給水泵Ⅲ出口壓力驟降原因分析及對策
2016-12-06 08:29:34趙月剛
化工設(shè)計通訊 2016年1期
趙月剛
(陜西未來能源化工有限公司,陜西榆林 719000)
低壓鍋爐給水泵Ⅲ出口壓力驟降原因分析及對策
趙月剛
(陜西未來能源化工有限公司,陜西榆林 719000)
通過凈化裝置除氧及熱回收鍋爐給水泵出口壓力驟降、溫度驟升、電流下降、介質(zhì)內(nèi)產(chǎn)生氣體,造成無法運行得故障,進行原因分析,數(shù)據(jù)核對后制定修復(fù)方案,滿足了工況要求。
低壓鍋爐給水泵Ⅲ;閥門;管路;電機;泵體;泵蓋;焊接
陜西未來能源化工有限公司煤制油項目于2015年8月投料試車成功,凈化裝置變換除氧及熱回收131P005ABC低壓鍋爐給水泵Ⅲ為系統(tǒng)關(guān)鍵設(shè)備,設(shè)計兩開一備。但最近131P005C泵僅在運行2min后,就出現(xiàn)出口溫度驟升到130℃,出口壓力由3.2MPa(G)降到2.0 MPa(G),泵內(nèi)異響,電流下降,泵不打量,嚴重影響了設(shè)備備車管理。經(jīng)過多方面原因分析及排查,制定了修復(fù)方案,消除了隱患,特進行總結(jié)以供化工企業(yè)同行參考。
1 泵技術(shù)參數(shù)
型號:250DS165×2;型式:臥式徑向剖分式;級數(shù):雙吸兩級;
材質(zhì):ZG230-450;流量:450 m3/h;揚程:H=334m;
轉(zhuǎn)速:2 987r/min;介質(zhì):鍋爐給水;密度:955.5kg/m3;
NPSHr:4.5m;入口溫度:104℃;入口壓力:0.07MPa(G);
沖洗方式:PLAN21;支承型式:BB2;
平衡方式:分段雙蝸殼雙吸葉輪。
2 原因分析
2.1電機
2.1.1電機參數(shù)
型號:YFJ500-2;功率:630kW;轉(zhuǎn)速:2 987r/min;額定電壓:10 000V,工作制:SI;額定電流:42.5A;功率因素:0.901;絕緣等級:F;重量5 400kg。
21.2轉(zhuǎn)向
轉(zhuǎn)向如果不對,也會造成泵不打量。經(jīng)過確認,泵從電機端看為逆時針旋轉(zhuǎn),方向正確。
2.1.3轉(zhuǎn)速
轉(zhuǎn)速不夠,會造成打量不足,壓力下降。經(jīng)過對泵電流核對及轉(zhuǎn)速監(jiān)測,轉(zhuǎn)速正常。
3.2閥門
3.2.1入口閥門
入口閥門DN350,入口閥門如開度不夠,會造成泵供液不足,在連續(xù)工作下,泵內(nèi)會產(chǎn)生氣體。三臺泵進口共用一條管道,因現(xiàn)場工藝運行,閥門無法退出系統(tǒng)進行拆檢。因此只能通過以下辦法進行排除。
(1)拆卸入口管道過濾器,取下端蓋,打開入口閥門,檢查介質(zhì)流量、流速均顯示正常。
(2)對入口閥門進行開關(guān)度檢查確認,閥桿在開關(guān)時水平移動,閥門可全關(guān)閉也可打開;同時取一DN50閘閥進行拆檢,做試驗證明閥桿水平移動時閥桿不會脫落,證明閥門完好。
3.2.2出口止回閥
出口止回閥如不能打開,泵介質(zhì)打不出去,介質(zhì)在泵內(nèi)連續(xù)循環(huán),泵內(nèi)會產(chǎn)生氣體。通過拆檢,發(fā)現(xiàn)閥板、彈簧均完好,閥板可靈活開閉,證明閥門正常。
3.2.3出口閥門
出口閥如不能打開,同樣也會造成泵介質(zhì)打不出去,介質(zhì)在泵內(nèi)連續(xù)循環(huán),泵內(nèi)會產(chǎn)生氣體。通過泵運轉(zhuǎn)試驗,打開出口閥,出口也會增加流量,說明閥門正常。
3.3泵
3.3.1泵各部裝配間隙檢查
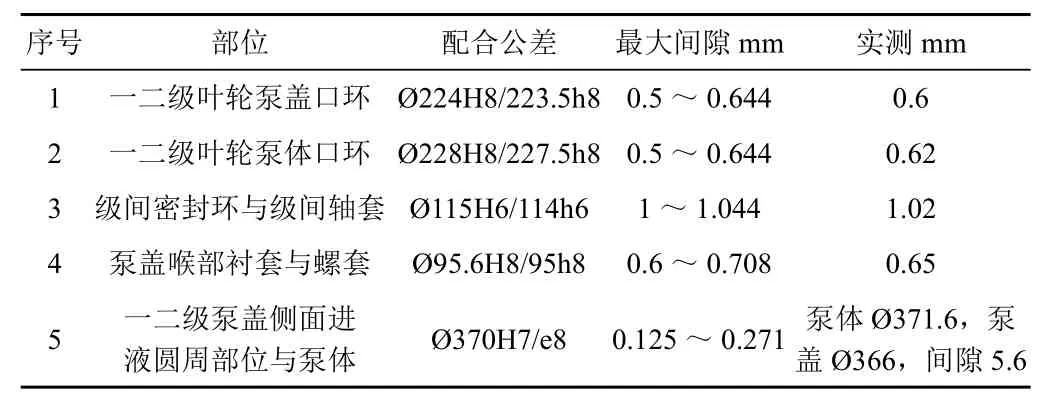
序號 部位 配合公差 最大間隙mm 實測mm 1 一二級葉輪泵蓋口環(huán) ?224H8/223.5h8 0.5~0.644 0.6 2 一二級葉輪泵體口環(huán) ?228H8/227.5h8 0.5~0.644 0.62 3 級間密封環(huán)與級間軸套 ?115H6/114h6 1~1.044 1.02 4 泵蓋喉部襯套與螺套 ?95.6H8/95h8 0.6~0.708 0.65 5 一二級泵蓋側(cè)面進液圓周部位與泵體 ?370H7/e8 0.125~0.271泵體?371.6,泵蓋?366,間隙5.6
通過上表可知,一二級泵蓋側(cè)面進液圓周部位與泵體配合間隙出現(xiàn)嚴重超差。
3.3.2間隙增大后果
泵體泵蓋間隙增大到5.6mm,是造成泵出現(xiàn)上述故障的根本原因。因間隙增大造成介質(zhì)回流,出口溫度驟升到130℃,鍋爐水溫度升高變?yōu)樗魵猓隹趬毫τ?.2MPa(G)降到2.0 MPa(G),造成泵內(nèi)異響,電流下降。
3.3.3間隙增大原因
泵由于進液溫度104℃,入口壓力0.07MPa,泵內(nèi)存在氣蝕,在高壓區(qū)泵蓋和泵體配合部位,氣泡破裂,沖刷以致間隙增大。
4 泵體泵蓋修復(fù)
為滿足系統(tǒng)運行,需要對泵體泵蓋進行補焊后加工,進行修復(fù)。
4.1修復(fù)簡圖及尺寸
4.1.1泵簡圖(圖1)
4.1.2泵蓋修復(fù)簡圖(圖2)
一二級泵蓋堆焊部位與泵體配合部分設(shè)計尺寸?370e8,由于氣蝕沖刷尺寸減小到?366,需堆焊后加工到原尺寸。

圖1 泵簡圖

圖2 泵蓋修復(fù)簡圖
4.1.3泵體修復(fù)簡圖

圖3 泵體修復(fù)簡圖
泵體堆焊部位設(shè)計尺寸?370H7,由于氣蝕沖刷尺寸增大到?371.6,需堆焊后加工到原尺寸。
4.2修復(fù)要求
(1)嚴格編制焊接方案,要求焊接時震動消除應(yīng)力。
(2)機加工時,泵蓋泵體均以墊片處外圓進行中心找正,要求百分表偏差在0.03mm范圍內(nèi)。
(3)泵蓋和泵體配合按?370H7/e8執(zhí)行,光潔度Ra3.2。
4.3焊接方案
4.3.1焊前準備
①泵蓋、殼體材質(zhì)為ZG230-450,在鍋爐水氣蝕沖刷下尺寸減薄,應(yīng)根據(jù)工況溫高、壓力高的物性條件,選用超低氫、高韌性堿性焊條,牌號為THJ507RH,符合國標GB/T5117-2012 E5010-G,焊條直徑?3.2mm,烘干溫度300~350℃恒溫2h。
②焊前采用氣焊對焊接部位進行預(yù)熱,預(yù)熱溫度控制住100~150℃。
③焊接選用在泵房內(nèi),環(huán)境溫度在25℃,避免焊接裂紋的產(chǎn)生。
④將泵體泵蓋沖刷部位打磨出光澤,去除毛刺、油污。4.3.2 焊接規(guī)范
①?3.2mm焊條選用100-140A;?4.0mm 直徑焊條,選用140~180A。
②泵蓋沖刷減薄4mm,泵體沖刷減薄1.6mm,泵蓋要進行2層堆焊,泵體1層堆焊,焊接時應(yīng)嚴格控制層間溫度。4.3.3 操作要點
①低氫型焊條必須進行300~350℃烘干,時間2h,領(lǐng)用時應(yīng)放入100℃保溫筒,隨用隨取。
②堆焊時要以90°范圍劃分堆焊區(qū),上下左右方向進行對稱焊接。
③多層焊接時必須將焊縫藥皮及飛濺清除后才能施焊,每層焊縫厚度控制在3~4mm。
④因工件焊接要求焊前預(yù)熱,應(yīng)保證層間溫度不低于最低預(yù)暖溫度,多層多道焊應(yīng)連續(xù)完成后再停止施焊。
⑤多層多道焊的層間接頭應(yīng)錯開,搭接量50%~60%,施焊過程中應(yīng)保證引弧和收弧處的質(zhì)量,收弧時應(yīng)將弧坑填滿。
⑥焊接時要全焊透,不允許有未焊透情況發(fā)生。
4.3.4焊縫質(zhì)量要求
焊后應(yīng)全部進行100%PT檢驗,符合JB4730-2005要求I級合格,其焊縫表觀質(zhì)量應(yīng)滿足:
①焊縫圓滑過渡,不能突變<90°;
②焊縫高低差應(yīng)≤0.5mm;
③焊縫咬邊;
④焊縫不熔合為缺陷;
⑤焊接缺陷修補后應(yīng)打磨光滑;
⑥焊后用巖棉保溫材料進行24h保溫以消除應(yīng)力。
5 結(jié)語
131P005C低壓鍋爐給水泵Ⅲ經(jīng)過原因分析、問題排查,對沖刷部位采用以上方案進行修復(fù)后,泵流量揚程均達到工藝要求。同時對131P005A/B低壓鍋爐給水泵Ⅲ也進行了檢查,發(fā)現(xiàn)泵體泵蓋部位沖刷后間隙增大到4mm,及時進行泵體泵蓋補焊修復(fù),確保了設(shè)備備車。為提高泵的抗氣蝕性,計劃下一步對泵進行技改,將泵過流部件材質(zhì)升級。原材料執(zhí)行API610中材料類別S-6,改進為C-6,泵體泵蓋材質(zhì)ZG1Cr13Ni,泵軸材質(zhì)3Cr13,徹底消除運行隱患,為打造本質(zhì)安全型設(shè)備奠定基礎(chǔ),保證系統(tǒng)高產(chǎn)低耗、節(jié)能環(huán)保。
Low-Pressure Boiler Feed Pump Outlet Pressure Plummeted Ⅲ Cause Analysis and Countermeasures
Zhao Yue-gang
The purification device deaerator heat recovery boiler feed pump outlet pressure plummeted,overheat,the current decline,gas is generated in the media,causing the fault can not run,cause analysis,develop rehabilitation program after data verifi cation,to meet the workers conditions require.
low-pressure boiler feed pump Ⅲ;valves;piping;motor;pump;pump head;welding
TK227.8
A
1003-6490(2016)01-0100-02
2015-12-10
趙月剛(1972—),男,工程師,主要從事機械設(shè)計制造及其自動化工作。
猜你喜歡
流程工業(yè)(2022年3期)2022-06-23 09:41:08
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
智富時代(2018年5期)2018-07-18 17:52:04
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24