硫磺包裝線碼垛機的常見故障與處理方法
2016-11-24 02:56:06毛向君趙一先
化工自動化及儀表 2016年8期
毛向君 趙一先
(1.蘭州寰球工程公司,蘭州 730060;2.中國石油蘭州石化公司設備維修公司,蘭州 730060)
硫磺包裝線碼垛機的常見故障與處理方法
毛向君1趙一先2
(1.蘭州寰球工程公司,蘭州 730060;2.中國石油蘭州石化公司設備維修公司,蘭州 730060)
介紹了硫磺包裝線碼垛機的組成與工作過程,總結了硫磺包裝線碼垛機的常見故障及其處理方法,為判斷此類裝置的故障提供了理論依據,對日常維護具有一定的指導作用。
碼垛機 硫磺包裝線 常見故障 處理方法
中國石油蘭州石化公司年產3萬噸硫磺包裝線是一條全自動稱重、包裝、碼垛生產線,其中硫磺包裝線碼垛機是集除塵、稱重、包裝、輸送、碼垛于一體的自動化運行裝置[1]。為方便對碼垛機進行日常維護,筆者對硫磺包裝線碼垛機的常見故障進行了分析和總結,以便日后當碼垛機出現類似情況時操作人員能夠快速準確地處理故障,保障硫磺包裝線碼垛機的長周期、安全穩定運行。
1 碼垛機的組成與工作過程
中國石油蘭州石化公司年產3萬噸硫磺包裝線碼垛機由壓平輸送機、緩停輸送機、轉位輸送機、編組機、緩沖輸送機、推袋裝置、分層機、升降機、托盤倉、托盤輸送機和垛盤輸送機組成。
其工作過程[2]為:硫磺料袋經壓平輸送機壓平整形后,由緩停輸送機輸送至轉位輸送機上并按照預定的編組方式轉位(袋口朝里,2-3、3-2編組),轉位后的料袋輸送至編組機進行編組,編組后的料袋被推袋裝置推送至緩沖輸送機上,再由緩沖輸送機將料袋輸送至碼垛裝置的分層機上,通過分層機的運行和升降,一層料袋被碼放到托盤上,直至碼完一垛六層為止,最后,垛盤由垛盤輸送機送出,由叉車下線入庫,同時托盤輸送機自動供應托盤到碼垛位。
2 碼垛機的常見故障與處理方法
碼垛機部分關聯動作較多,因此當出現非正常停機時首先要利用觸摸屏掌握第一手報警信息,并根據報警提示及時處理碼垛機故障。
碼垛機自動運行操作界面如圖1所示。硫磺包裝線碼垛機操作面板為觸摸式人機界面,它作為操作人員與設備之間的交互平臺,接收來自操作人員的操作指令并指示設備的工作狀態。人機界面設置了生產線運行狀態顯示、T/C設置、I/O監控、手動操作、設備自動運行指示、故障報警及報警幫助等多個畫面,通過故障報警信息能夠較快地查找故障原因,同時在程序調試時可以通過T/C設置來修改PLC內部與系統運行相關部分的定時/計數器設定值。I/O監控畫面上的通道對應PLC上相應的輸入輸出模塊,在監控狀態下,可進入相應的輸入輸出模塊監視各輸入輸出信號的開關狀態,并利用I/O監控快速判斷現場和通道的情況。
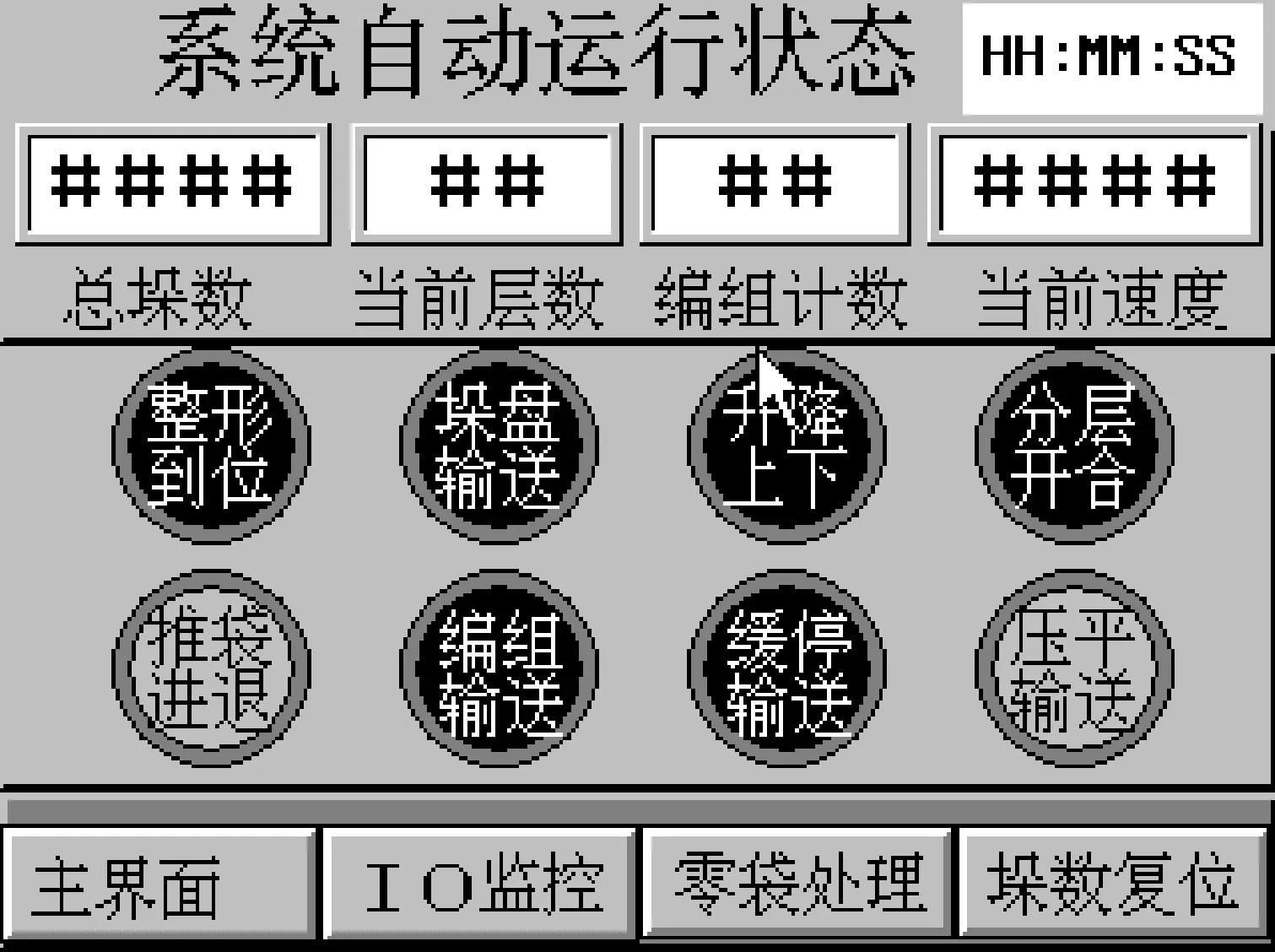
圖1 碼垛機自動運行操作界面
2.1分層機故障
故障現象:分層機將一層料袋送到分層送到位,左右整形氣缸動作后碼垛機停止。觸摸屏故障提示:分層送袋位故障、左整形復位故障、右整形復位故障。
故障分析:根據故障提示檢查分層機送袋位接近開關發現,分層機超過分層送袋位,停到了分層送袋位的后面;再開碼垛機發現,分層機經過分層送袋減速位后在送袋位沒有停止反而超過送袋位,因此送袋位置信號的丟失導致了報警。
故障處理:分層送袋位一般在程序調試后是不變的,因為送袋位一變,后續的與此相關的機械位置都要進行調整,為此,首先調整送袋減速位前移讓減速時間加長,發現效果并不理想,可見分層機的停止不是由電機的制動造成的,而是通過機械位置撞停的,因此將送袋位調整到停止位后,開機運行正常。
2.2升降機故障
故障現象:升降機在分層機碼完料后沒有下降反而先上升再下降,同時推袋機停止工作,碼垛機停機,上位觸摸屏沒有任何報警指示;當操作工按下停止按鈕,再按啟動按鈕后,碼垛機可以正常開啟。此故障不定期出現,沒有任何規律可循。
故障分析:一般情況下,當出現非正常停機時首先要根據觸摸屏的報警信息及時處理故障,但此次故障沒有任何故障提示。碼垛機控制中心為S7-300 PLC,碼垛機完全根據既定程序執行,又因為程序不可能出現錯誤,則出現這種情況只能是在進行分層時有某個條件不該變化時有了變化,同時這個條件還影響到了升降機的升降。因為出現故障時沒有碼垛程序,只能通過現場檢查來發現問題所在。在觀察碼垛機動作過程后發現,分層機由送袋位往回走時前整形氣缸的推板向前走了1cm,再觀察前整形氣缸上的到位磁環開關,發現有亮→暗→亮→暗的情況,其正常情況下為亮→暗,因此前整形氣缸的錯誤向前走導致了前整形到位磁環開關檢測有變化,從而引起故障。
故障處理:因為分層機停止(分層送袋位)不是自然停止而是由機械位撞停的,而且分層送袋位是固定的,所以只能調整前整形氣缸的行程,使前整形氣缸在分層機往回走時推板不再向前走。調整前整形氣缸的定位銷使前整形氣缸的行程變短,同時根據氣缸的行程調整前整形到位磁環開關。調整后開機正常。
2.3碼垛位光電故障
故障現象:料袋在分層機上,升降機一直上升直到升降機排垛位,故障提示碼垛位光電故障。
故障分析:分層機碼垛時升降機需要上升使碼垛位光電露出,即分層機要高于當前跺層;碼垛位光電為對射式光電開關,當對射光電開關之間有物料或光電開關沒有對好時程序都認為有物料,升降機就會一直上升到升降機排垛位。
故障處理:手動將升降機降到合適位置,首先檢查對射式光電開關的發射端與接收端是否對正,調整對正后用物體遮擋接收端,觀察光電開關的狀態指示燈有無變化,同時觀察I/O監控的實際通道有無變化,由此來判斷是現場檢測元件故障還是系統通道故障,如果是光電開關故障更換即可,如果是通道故障需更換通道,若無空余通道則需更換卡件。
2.4分層計數故障
故障現象:碼垛機碼完一層后層計數不是加1,而是加2或加3;當層數一亂,前面的轉位也會亂,最終導致碼垛全亂。
故障分析:分層計數器在分層記數時計數條件發生變化。
故障處理:首先檢查與分層計數有關的信號(分層送袋位I8.3),通過上位人機界面的I/O監控檢查發現I8.3完好,但層計數依然跳躍。隨后更換了分層送袋位光電開關、安全柵、DI卡件和安全柵到卡件柜的信號線,但故障仍存在。通過筆記本通信PLC在線檢查也沒有發現明顯的變化。將計數程序的分層送袋位I8.3改為分層送袋減速位I8.2并下裝后計數正常。用I8.3單獨做分層計數,并下裝后層計數也不亂,將I8.3改回后層計數又亂,但是將分層反向M113.3去掉后層數正常。最終,廠家決定更換分層機變頻器,更換后所有條件恢復,層計數正常。
3 結束語
中國石油蘭州石化公司年產3萬噸硫磺包裝線已經運行7年,期間有些部件出現了不同程度的損壞,因此筆者利用2013年檢修的時機更換了碼垛機和包裝機部分。現包裝碼垛機在操作人員的精心維護下,運轉正常。對碼垛機常見故障進行總結,為判斷此類裝置的故障提供了理論依據,對今后的維護具有一定的指導作用。
[1] 王佑兵.傳感器在機器人自動碼垛系統中的應用[J].化工自動化及儀表,2015,42(9):1062~1064.
[2] 王春燕,龔紅梅,羅娟麗,等.聚丙烯裝置包裝線碼垛機及其控制[J].石油化工自動化,2007,43(4):89~90.
2016-07-05(修改稿)
TH165+.3
B
1000-3932(2016)08-0889-02
猜你喜歡
哈爾濱鐵道科技(2020年2期)2020-11-16 01:15:12
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2019年23期)2019-02-23 13:21:30
電子測試(2018年1期)2018-04-18 11:53:30
臨床醫藥文獻雜志(電子版)(2017年11期)2017-05-17 04:48:45
電子制作(2016年19期)2016-08-24 07:50:00
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
