磁光成像焊縫跟蹤卡爾曼濾波算法
2016-11-23 04:01:46高向東吳嘉杰
電焊機 2016年1期
高向東,吳嘉杰
磁光成像焊縫跟蹤卡爾曼濾波算法
高向東,吳嘉杰
(廣東工業大學機電工程學院,廣東廣州510006)
在激光對接焊過程中,精確控制激光束使其始終對正并跟蹤焊縫是保證激光焊接的前提,為此首先須精確檢測焊縫位置。針對小于0.05 mm的微間隙對接焊縫,通過對焊件施加感應磁場,利用法拉第磁旋光原理構成磁光傳感器并獲取焊縫磁光圖像。通過圖像處理提取焊縫中心位置并構成狀態向量,建立基于焊縫中心位置的系統狀態方程和測量方程。采用卡爾曼濾波算法對焊縫中心位置進行最優估計,得到焊縫中心位置最優預測值,消除過程噪聲與測量的干擾影響。試驗結果表明,卡爾曼濾波方法能夠有效減少噪聲干擾并提高焊縫跟蹤精度。
焊縫跟蹤;卡爾曼濾波;磁光成像;微間隙焊縫
0 前言
激光焊接與傳統的焊接方法相比,具有對母材的熱影響小、焊接速度高和大深寬比等優點[1]。在焊接過程中控制激光束始終對中并跟蹤焊縫是保證激光焊接質量的前提[2-3]。傳統的焊縫跟蹤方法主要為結構光視覺法,此方法是將結構光橫跨于焊縫表面,通過檢測結構光變形處,得到焊縫位置信息[4]。然而該方法只能跟蹤間隙大于0.1 mm的焊縫,而無法識別微間隙焊縫。
針對間隙小于0.1 mm的微間隙焊縫,通過以法拉第磁光效應為理論基礎的磁光成像技術獲取焊縫磁光圖像,研究一種基于磁光成像下的焊縫識別和跟蹤算法。通過圖像處理技術,可從磁光圖像中提取焊縫位置參數,建立基于焊縫位置特征參數的狀態方程與測量方程。為了消除焊接過程中的過程噪聲及磁光圖像的測量噪聲影響和提高焊縫跟蹤精度,應用卡爾曼濾波對焊縫位置參數進行最優估計。
1 磁光成像檢測原理和試驗裝置
1.1磁光成像原理
當一束線偏振光在介質中傳播時,外加一個與光傳播方向平行的磁場,則光振動的方向將會發生偏移,如圖1所示。光偏移的角度ψ可表示為

式中V為維爾德(偏振光磁旋)常數,與介質性質及光波頻率有關;B為磁感應強度;L為光穿越介質的長度。偏轉角ψ的方向取決于介質性質和磁場方向[5]。上述現象稱為法拉第旋光效應。
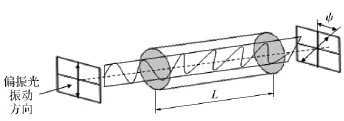
圖1 法拉第旋光效應示意
應用磁光成像檢測焊縫的方法是對焊件外加一個磁場,磁感應強度的分布在焊縫處將發生改變,磁光傳感器可采集到含有焊縫特征的磁光圖像。
1.2試驗裝置
試驗裝置包括激光YAG焊接機、磁光成像傳感器、氬氣、焊接工作臺、精密伺服電動機和夾具等。焊接試驗裝置結構如圖2所示。

圖2 焊接試驗裝置示意
試驗材料選用厚度1.5 mm的碳鋼板,焊縫間隙小于0.05 mm,焊件運動由工作臺的精密伺服電動機驅動。試驗焊接路徑采用“斜線”的方式即焊件相對于激光頭和磁光成像傳感器做斜線運動,則焊縫中心與激光頭和磁光傳感器的相對位置關系為左偏→對中→右偏的過程。試驗條件如表1所示。

表1 激光焊接磁光成像試驗條件
2 焊縫位置識別及測量
2.1焊縫位置的提取
圖3為焊縫磁光圖像及處理示意。圖3a為一幅焊縫磁光原始圖像。圖3b為進行直方圖均衡化后并利用窗口大小為11×11的中值濾波去除噪聲的效果圖,同時可增強圖像的對比度。采用Canny邊緣提取方法[6],可提取焊縫中心位置,如圖3c所示。圖3d為應用Hough變換對特定位置的像素點進行提取的結果。以圖3c為模版、圖3d為標記圖像,進行形態學重構,如圖3e所示。圖3f為磁光圖像第400列像素點的灰度分布曲線,從圖中可知在磁光圖像中的第450~500行,由于此處的焊縫間隙引起了磁場強度的改變,使得此處的灰度值發生突變。
2.2焊縫位置測量
分別對圖3e前5列焊縫中心位置進行提取并平均,并以此均值作為該幅圖像中焊縫中心的位置信息。在試驗過程中,工作臺的運動路徑為一斜線,焊縫中心位置測量值與焊縫位置實際值見圖4。
3 卡爾曼濾波算法應用
3.1狀態方程與測量方程
應用卡爾曼濾波預測焊縫位置之前,需建立描述焊縫中心位置的狀態方程與測量方程。在焊接過程中,工作臺相對于激光頭在x-y平面上運動,設k時刻焊縫中心位置坐標為(x(k),y(k)),則k+1時刻焊縫中心位置為(x(k+1),y(k+1))。工作臺的運動方程為


則系統狀態方程為



圖3 焊縫磁光圖像預處理

圖4 焊縫中心位置實際值與測量值
以焊縫中心位置參數作為測量信息,令Z(k)= x(k),則焊縫位置測量方程為


3.2卡爾曼濾波算法流程
預測焊縫位置的卡爾曼濾波算法流程如下[7]。
(1)狀態一步預測。

在已知k時刻系統狀態估計值X(k/k)條件下,由狀態轉移矩陣乘以狀態估計值得到對(k+1)時刻狀態的預測X(k+1/k),此時預測誤差的方差為

式中Q為過程噪聲協方差。
(2)新息計算。

用測量矩陣H乘以狀態預測值,得到對(k+1)時刻焊縫位置測量值的預測值,再用焊縫位置實測值減去預測值得到偏差新息值。
(3)濾波增益計算。

式中R為測量噪聲協方差。
(4)濾波處理。

將卡爾曼濾波增益與新息相乘得到的修正量加上狀態預測值X(k+1/k),得到對狀態向量(k+1)時刻的濾波值X(k+1),消除噪聲影響,此時更新濾波誤差的方差為

返回步驟(1),進行下一次循環。
4 卡爾曼濾波試驗結果及分析
卡爾曼濾波在焊縫跟蹤中的主要作用是減少系統過程噪聲和測量噪聲對焊縫跟蹤精度的影響,提高焊縫跟蹤精度[7]。為了確定卡爾曼濾波的初始狀態,可以通過初始兩個時刻k=1和k=2圖像的焊縫中心位置得到。將k=1時刻的焊縫中心位置作為焊縫初始位置x(1)=4.08。系統初始狀態為

計算k=1時刻的一步預測

計算k=1時刻的新息值Z~(1)=-0.050 88,最后得到濾波值X(2/2)=4.076 77,此時完成一次濾波,然后依次對完成所有數據的濾波處理。卡爾曼濾波結果如圖5所示。

圖5 焊縫位置測量值與濾波值
為了進一步研究卡爾曼濾波的有效性,分別計算卡爾曼濾波前與濾波后的絕對誤差值,結果如圖6所示。其中,測量誤差方差大小為0.082 9,濾波誤差方差大小為0.027 8。相對于焊縫位置測量值,焊縫位置濾波值更接近于焊縫真實位置,驗證了卡爾曼濾波能夠有效消除噪聲干擾影響,提高了焊縫跟蹤精度。

圖6 焊縫位置測量誤差和濾波誤差
5 結論
對于激光焊接微間隙焊縫控制系統,應用磁光成像技術可提前預測焊縫中心位置。通過構成焊縫位置狀態向量,建立系統的狀態方程與焊縫位置測量方程。利用卡爾曼濾波對焊縫中心位置進行最優估計,可以減少過程噪聲與測量噪聲對焊縫位置識別的影響,提高了焊縫跟蹤精度。
[1]陳華斌,黃紅雨,林濤,等.機器人焊接智能化技術與研究現狀[J].電焊機,2013,43(4):8-15.
[2]Kim C,Kim J,Lim H,et al.Investigation of laser remote welding using disc laser[J].Journal of Materials Processing Technology,2008(201):521-525
[3]GAO X D,MO L,WEN Q,et al.Neural Network Model for Recognizing Joint Offset during Fiber Laser Welding[J]. Welding Journal,2013,92(9):251-257.
[4]魯建波,徐培全,姚舜,等.圓形掃描結構光傳感器的標定和焊縫檢測[J].焊接學報,2006,27(4):53-56.
[5]程玉華,周肇飛,尹伯彪.磁光/渦流實時成像檢測系統的研究[J].光學精密工程,2006,14(5):797-801.
[6]陳章蘭,高向東.基于視覺傳感的焊縫中心檢測技術研究[J].電焊機,2005,35(2):58-61.
[7]高向東,羅錫柱.基于卡爾曼濾波的焊縫檢測技術研究[J].機械工程學報,2004,40(4):172-176.
Kalman filter algorithm for seam tracking based on magneto optical imaging
GAO Xiangdong,WU Jiajie
(School of Electromechanical Engineering,Guangdong University of Technology,Guangzhou 510006,China)
Accurate seam tracking is prerequisite for laser welding.During butt joint laser welding,the laser focus must be controlled to follow the weld trajectory accurately.An approach to detect the micro-gap weld seam(seam width less than 0.05 mm)based on the magneto-optical imaging is proposed.The weldments were magnetized by using an excitation magnetic field.Meanwhile,a magneto optical sensor based on the principle of Faraday magneto effect was applied to acquire the magneto optical images of weld seam.By analyzing the magneto-optical images of weld seam,the weld seam center position could be extracted and was used for the state vector.Then the state equation and measurement equation based on the weld seam center position were established.In order to eliminate the interference of process noises,the Kalman filter algorithm was applied to get the optimal estimation of the seam center position.Experimental results indicated that the Kalman filter could effectively reduce the noise interference,and improve the accuracy of seam tracking during laser welding.
seam tracking;Kalman filter;magneto optical imaging;micro-gap seam
TG409
A
1001-2303(2016)01-0006-04
10.7512/j.issn.1001-2303.2016.01.02
2014-12-20
國家自然科學基金項目(51175095);廣東省自然科學基金項目(10251009001000001);高等學校博士學科點專項科研基金項目(20104420110001)
高向東(1963—),男,河南人,教授,博士,主要從事焊接自動控制的研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
北京航空航天大學學報(2017年9期)2017-12-18 07:12:25
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
電源技術(2016年9期)2016-02-27 09:05:39
電源技術(2015年1期)2015-08-22 11:16:28
