鋼筋混凝土柱-鋼梁混合構造節點(RCS)制作工藝
2016-11-23 04:01:58張建平
電焊機 2016年1期
關鍵詞:焊縫
張建平,滕 氄
鋼筋混凝土柱-鋼梁混合構造節點(RCS)制作工藝
張建平1,滕氄2
(1.浙江精工鋼結構集團有限公司,浙江紹興312030;2.精工工業建筑系統有限公司,浙江紹興312030)
設計了一個集平臺、定位、夾具于一體的新型工裝,解決了一種鋼筋混凝土柱-鋼梁混合構造節點(RCS)制作上的難題,保證了制作精度,同時采取合理的坡口形式,降低了鋼板對接的角變形。在制作質量上,根據焊絲特性規定焊接道間溫度、焊接擺弧寬度、焊接熱輸入,有效保障了鋼板對接焊縫的綜合力學性能,順利完成了RCS節點的制作。
RCS;道間溫度;焊接熱輸入
0 前言
日本特殊的地理位置導致它是一個地震頻發的國家,但也因此促進了日本建筑鋼結構的發展,同時也促進鋼結構設計節點的多樣化。
通常梁柱連接處是抗震的薄弱部位,地震破壞一般出現在梁上且靠近柱的位置。設計時往往會加強梁柱節點的構造措施,保證有足夠的延性連接。
焊接作業的改進、焊接質量的提高要求焊縫有足夠的抗拉強度和沖擊韌性,也是防止梁端連接發生脆性破壞的關鍵。
1 節點簡介
在日本,鋼筋混凝土柱(RC)-鋼梁(S)混合構造節點(RCS)已經廣泛應用于大規模空間的建筑物,如醫院、商場、倉庫等,此種RCS節點主要分為兩種類型,如圖1、圖2所示。
RCS節點充分利用了不同建筑材料的結構受力特點,使鋼柱與鋼梁實現良好的結合,發揮各自的功能,保證了結構受力。在經濟上,相較鋼結構而言,有效降低了工程造價。同時,RCS節點在某種程度上避免了鋼柱構件制作進度制約現場安裝,可以加快現場安裝進度,縮短項目工期。
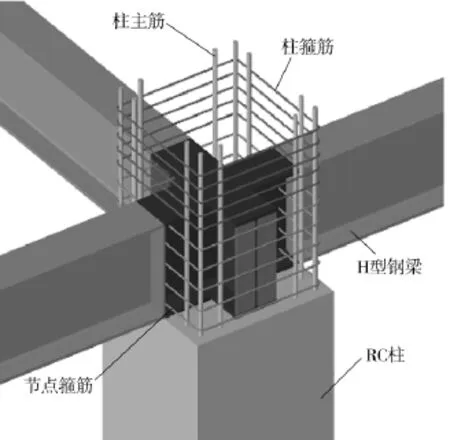
圖1 節點類型1
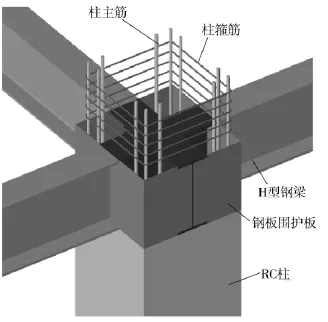
圖2 節點類型2
某日本醫院工程采取了此種RCS節點,節點示意如圖3所示。
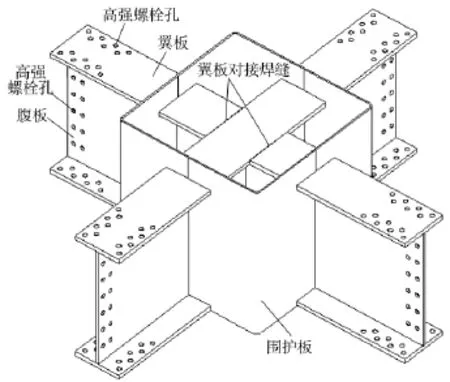
圖3 節點示意
主材材質SM490A,H型鋼規格分為BH800× 300×14×26、BH800×350×16×36兩種,圍護板板厚為9 mm,節點長度、寬度均為2 400 mm。
從構造上而言,節點上、下翼板均存在兩條對接焊縫(全熔透),翼板與腹板端部采取高強螺栓連接現場鋼梁,減少了現場焊接。焊接與高強螺栓連接相比,從制作管理上需要更高的質量管控,成本也稍高,而高強螺栓連接相對安全可靠且質量容易控制。
2 制作重難點分析
根據結構特點,從制作工序上對于精度的控制和質量保證主要考慮以下幾點:
(1)翼板對接焊縫抗拉強度、沖擊韌性指標在制作過程中如何管控。
(2)從制作工序上考慮,采取單塊零件先鉆孔后組裝的方式,翼板對接焊縫的角變形控制(涉及火焰校正)和焊縫收縮是否會對同一直線上的兩端孔距產生不利影響,是否需要在孔距上加設余量。
(3)翼板、腹板單塊零件上的螺栓孔群以及兩者之間的相對尺寸保證也是本節點制作的一大重點。
從以上三點制作重難點分析,為了保證制作質量,從鋼板對接焊縫質量、焊后變形、焊后高強螺栓孔距及翼、腹板相對尺寸控制各方面進行了工藝性探討,同時制定方案,對此種節點順利制作起到了借鑒及經驗積累。
3 制作工藝
3.1焊絲匹配
鋼板材質為SM490A,其力學性能要求如表1所示。
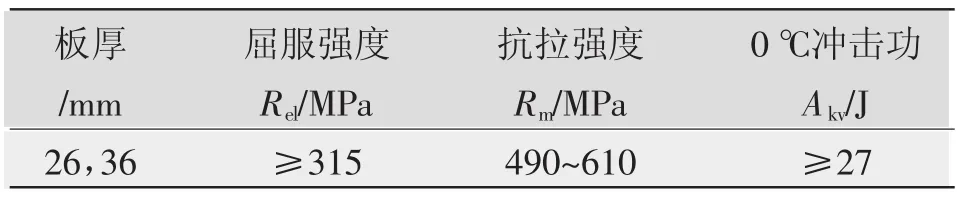
表1 SM490A鋼板力學性能
通常鋼板板寬較小,在鋼板對接過程中較寬度較長的鋼板升溫較快;連續施焊情況下,道間溫度升溫較快,總體焊接熱輸入會增大,這樣會導致焊縫的綜合力學性能下降。
為保證焊縫的綜合力學性能,采取YGW-18焊絲,在焊接過程中要求道間溫度小于等于350℃,焊接熱輸入15~40 kJ/cm,擺弧寬度不超過20 mm。其焊縫抗拉強度和沖擊韌性如圖4、圖5所示。由圖可知,焊接時控制焊接參數、擺弧寬度以及道間溫度,能夠保證焊縫的綜合力學性能。
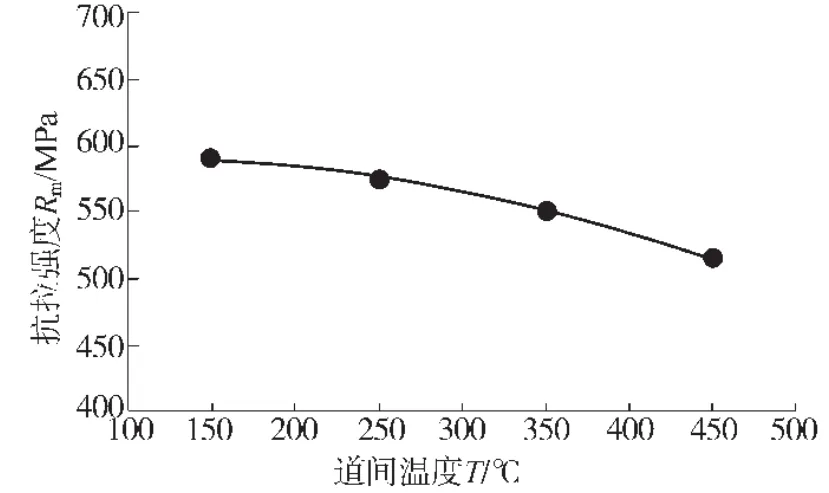
圖4 焊縫抗拉強度
3.2翼板對接焊縫坡口形式
翼板對接采取K型坡口,如圖6所示。
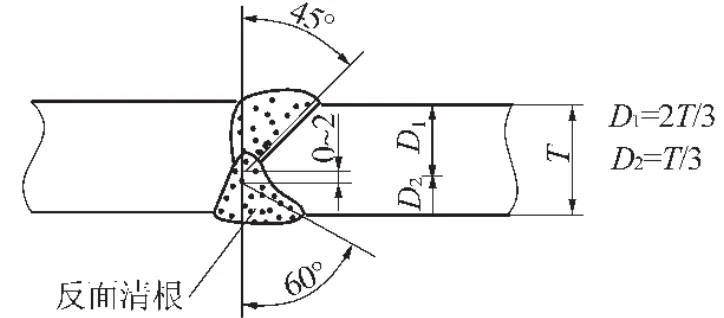
圖6 翼板對接焊縫坡口形式
采取K型坡口,兩面熔敷金屬填充量保持相等,減少焊后角變形。
3.3焊接參數
焊接參數如表2所示。
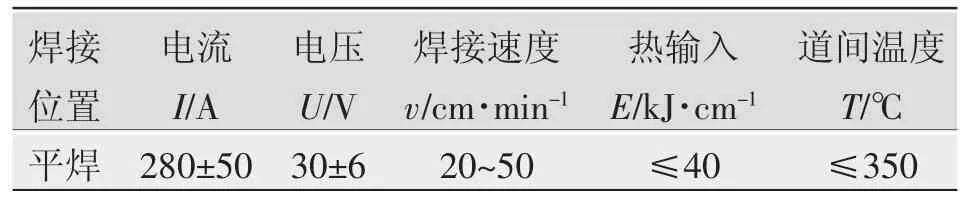
表2 焊接工藝參數
3.4設計工裝
為了解決裝配難題,提高制作精度,采取剛性固定法,設計了一個集平臺、定位、夾具于一體的新型工裝,如圖7所示。

圖7 新型工裝
使用H型鋼1制作一個十字底部平臺,采用方管2作為斜撐焊接加固,平臺上設置端部平臺板3和中間平臺板4,端部平臺板3上設置高強螺栓孔7各四個,其孔與構件上的孔相對應,采用機械銑平處理平臺,保證四塊端部平臺板3和中間平臺板4在同一個水平面上,在外側四周設置立面H型鋼或方管8,上面設置腹板定位板5和翼板對位板6。
3.5裝配過程
(1)在平臺上劃出翼板的中心線,然后組裝下翼板10、下翼板11、下翼板12,下翼板端部使用高強螺栓13與平臺固定。下翼板裝配如圖8~圖13所示。
(2)在下翼板上組裝腹板20、腹板21、腹板22,腹板端部用高強螺栓23與腹板定位板固定。腹板組裝如圖13~圖15所示。
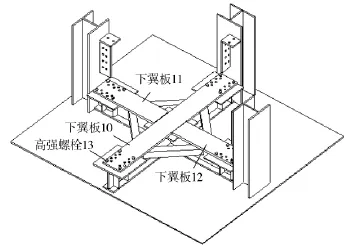
圖8 下翼板組裝
圖9 中間平臺板劃線

圖10 端部平臺板劃線

圖11 下翼板固定1

圖12 下翼板固定2
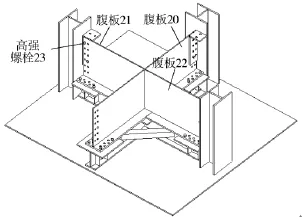
圖13 腹板組裝示意

圖14 腹板組裝示意
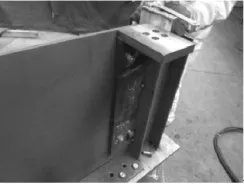
圖15 腹板固定
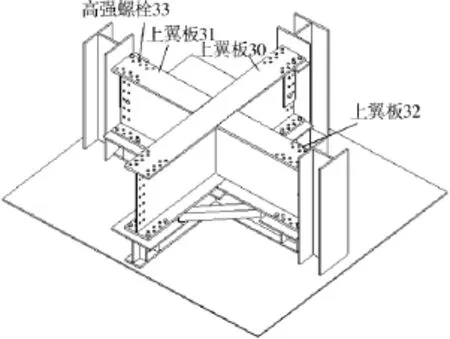
圖16 上翼板組裝示意
(3)組裝上翼板30、上翼板31、上翼板32,翼板端部用高強螺栓33與翼板定位板固定,然后進行定位焊。上翼板組裝如圖16~圖18所示。
圖17 翼板定位板

圖18 上翼板組裝
(4)構件下工裝,放置在剛性平臺上進行焊接,焊接順序為:焊縫40→焊縫41→焊縫42→焊縫43→焊縫44,對接焊縫43、焊縫44內側焊接后,外側進行清根。焊接順序如圖19所示。
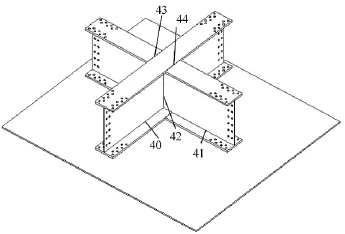
圖19 焊接順序
焊后進行尺寸檢測(見圖20、圖21),從結果來看,尺寸精度較高,無較大偏差。

圖20 相對尺寸檢查

圖21 截面尺寸檢查
(5)檢測構件尺寸后,組裝混凝土圍護板50、混凝土圍護板51、混凝土圍護板52、混凝土圍護板53,然后進行混凝土圍護板的焊接,如圖22、圖23所示。
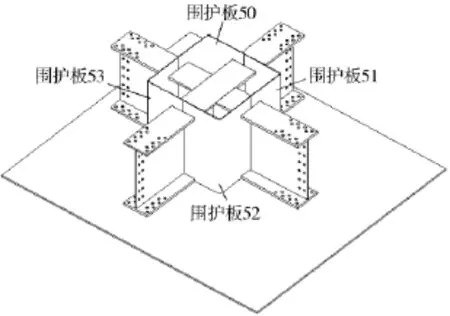
圖22 圍護板組裝

圖23 圍護板檢查
至此,完成節點制作,成品構件如圖24所示。

圖24 成品構件
4 結論
設計了一個集平臺、定位、夾具于一體的新型工裝,解決了一種鋼筋混凝土柱-鋼梁混合構造節點(RCS)制作上的難題,同時得出以下結論:
(1)采取YGW-18焊絲,通過控制道間溫度、焊縫擺弧寬度和焊接熱輸入,有效保障了鋼板對接焊縫的綜合力學性能。
(2)采取新型工裝,加快了制作進度,保障了節點端部高強螺栓孔群的相對尺寸位置。
(3)為日本工程后面類似的節點提供了經驗積累,有效保障了此類節點的制作質量。
Technology research of a steel reinforced concrete column hybrid structure nodes(RCS)
ZHANG Jianping1,TENG Rong2
(1.Zhejiang Jinggong Steel Structure Group Co.,Ltd.,Shaoxing 312030,China;2.Jinggong Industrial Building System Co.,Ltd.,Shaoxing312030,China)
By designing a set of platform,locate,clamp in the integration of new tooling,solve the problem of making a steel reinforced concrete column hybrid structure nodes(RCS),ensure the production of precision,at the same time take reasonable groove form,reduce the deformation of angle of steel butt.In the production quality,according to the characteristics of the wire,in production engineering,specification of interpass temp,welding swing arc width,welding heat input,the comprehensive mechanical properties of steel plate butt welds are effectively guaranteed,complete the production of RCS nodes successfully.
RCS;interpass temp;welding heat input
TG457
B
1001-2303(2016)01-0092-06
10.7512/j.issn.1001-2303.2016.01.22
2015-08-20;
2015-09-06
張建平(1982—),男,浙江紹興人,學士,主要從事焊接工藝制定與管理工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
