鋁鎂合金消失模鑄造技術(shù)研究及進(jìn)展
2016-11-21 02:51:38何志雄
橡塑技術(shù)與裝備 2016年20期
關(guān)鍵詞:工藝
何志雄
(甘肅省機(jī)械科學(xué)研究院,甘肅 蘭州 730030)
鋁鎂合金消失模鑄造技術(shù)研究及進(jìn)展
何志雄
(甘肅省機(jī)械科學(xué)研究院,甘肅蘭州730030)
消失鑄造工藝實(shí)現(xiàn)了鑄件成形過(guò)程中金屬液對(duì)泡塑模型的置換,鑄件在結(jié)構(gòu)與尺寸上是對(duì)泡塑模樣的完全復(fù)制,鑄件尺寸形狀精確度高且表面光潔度好。在鋁鎂合金消失鑄造技術(shù)的應(yīng)用中為克服氣孔、縮孔、縮松等缺陷產(chǎn)生,研究出了真空低壓、振動(dòng)、壓力、模殼等與消失模鑄造技術(shù)有機(jī)結(jié)合后的復(fù)合消失鑄造技術(shù)。
消失模鑄造;鋁鎂合金;模樣;研究進(jìn)展
消失模鑄造技術(shù)在國(guó)際上被冠以綠色鑄造技術(shù)的美名,該工藝?yán)门菽芰夏>摺⒛突痧そY(jié)涂料、干砂等實(shí)現(xiàn)模具的精準(zhǔn)成型,模具在結(jié)構(gòu)、尺寸上與實(shí)體零部件完全相同,隨著金屬液的澆入模樣發(fā)生熱液氣化作用后消失,省略了傳統(tǒng)鑄造過(guò)程中的合箱取模步驟,且容易實(shí)現(xiàn)清潔、批量生產(chǎn)。我們?cè)谟懻撓hT造工藝存在的諸多優(yōu)點(diǎn)的同時(shí),還需要對(duì)如何克服技術(shù)缺陷展開(kāi)研究,以提高鑄件的生產(chǎn)效能與產(chǎn)品質(zhì)量。
1 消失模鑄造(EPS)工藝優(yōu)點(diǎn)分析
消失模鑄造(EPS)的工藝原理是利用EPS工藝制作出與鑄件具有相同尺寸、結(jié)構(gòu)的泡塑模型代替?zhèn)鹘y(tǒng)鑄模進(jìn)行造型,呈實(shí)體鑄型的泡塑模樣在澆入金屬液發(fā)生氣化反應(yīng)后,金屬液成型后置換泡塑模樣而復(fù)制出精準(zhǔn)鑄件(圖1)。該項(xiàng)鑄造技術(shù)具有鑄件精度高、產(chǎn)品質(zhì)量高、工藝簡(jiǎn)單且穩(wěn)定、產(chǎn)品廢品率低等工藝優(yōu)點(diǎn)。
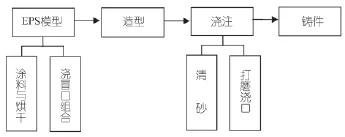
圖1 消失模鑄造(EPS)工藝流程圖
鑄件的成形是金屬液完全置換泡塑模型而來(lái),在結(jié)構(gòu)與尺寸上是對(duì)泡塑模樣的完全復(fù)制,所以鑄造成形的鑄件尺寸形狀精確度高且鑄件表面光潔度好;與砂型鑄造相比較,其鑄造過(guò)程中模型無(wú)需進(jìn)行分型開(kāi)邊,不會(huì)形成飛邊毛刺,利用負(fù)壓作用提高鑄件補(bǔ)縮能力后鑄件內(nèi)部形成致密組織,工藝師準(zhǔn)確把握澆冒系統(tǒng)處理可有效減少鑄件中的縮孔、縮松現(xiàn)象,鑄造出高質(zhì)量的鑄件產(chǎn)品;消失模鑄造技術(shù)在精度與產(chǎn)品質(zhì)量上均有其自身的優(yōu)勢(shì),加上鑄造工藝簡(jiǎn)單易于操作,操作人員無(wú)需是高等級(jí)造型工藝師,只要是對(duì)EPC工藝流程熟練的人員都可以進(jìn)行操作,操作過(guò)程不涉及配砂、造型、修型、下芯、合箱等傳統(tǒng)人工操作工序,生產(chǎn)全過(guò)程按預(yù)先設(shè)計(jì)好的固定程序執(zhí)行,減少了人為操作對(duì)產(chǎn)品質(zhì)量的影響,因此工藝的穩(wěn)定性較好,大大降低了產(chǎn)品鑄造生產(chǎn)中的廢品比率。
2 鋁鎂合金消失模鑄造技術(shù)研究進(jìn)展
近年來(lái),消失模鑄造技術(shù)在鋁鎂合金鑄造應(yīng)用方面取得了較好的效果,主要是因?yàn)樵阡X鎂合金的澆注溫度下泡塑模樣可以分解為烷烴、烯烴、苯類、苯乙烯等氣相與霧相物質(zhì),氣霧物質(zhì)的形成可實(shí)現(xiàn)對(duì)極易氧化液態(tài)鋁鎂合金的保護(hù),保證了鑄件物理性能與產(chǎn)品質(zhì)量。國(guó)內(nèi)外技術(shù)研發(fā)者研發(fā)出了幾種特種消失模鑄造技術(shù),旨在提高消失模鑄造技術(shù)水平與鑄件性能。
2.1鋁鎂合金真空低壓消失模鑄造技術(shù)
真空低壓消失模鑄造技術(shù)實(shí)質(zhì)上是真空消失鑄造技術(shù)與反重力低壓鑄造技術(shù)的聯(lián)合應(yīng)用,真空環(huán)境保障了干砂鑄型的緊實(shí)度,有效解決金屬液澆注時(shí)的脹箱、塌箱等問(wèn)題,低壓環(huán)境保障了充型壓差與泡塑模樣熱解產(chǎn)物的排除,在提高液態(tài)鎂鋁金屬合金充型速度的同時(shí)改善氣孔缺陷問(wèn)題。整個(gè)充型冷卻過(guò)程的真空環(huán)境實(shí)現(xiàn)了與空氣的完全阻隔,泡塑模樣熱解產(chǎn)物保護(hù)鎂合金不發(fā)生氧化燃燒,系統(tǒng)的熱處理過(guò)程得到有效強(qiáng)化,與壓鑄工藝、砂型鑄造工藝比較,在鑄件的精度、表面光整度、質(zhì)感、生產(chǎn)效率上都具有較大的優(yōu)勢(shì)。鎂合金真空低壓消失模鑄造技術(shù)在實(shí)踐應(yīng)用中易受到來(lái)自充型氣體流量與壓力、金屬液溫度、涂料厚度、泡沫密度等多方面因素的干擾,在生產(chǎn)過(guò)程中泡塑模樣需要選用透氣性好的涂料形成輕薄涂層,涂層厚度既要保證鋁鎂合金件不易產(chǎn)生黏砂缺陷,又要利于氣體的排除和液態(tài)鋁鎂合金的均勻充型,此外充型正氣壓與抽真空負(fù)壓需要合理匹配,保證充型過(guò)程的平穩(wěn)性與完整性。
2.2鋁鎂合金振動(dòng)消失模鑄造技術(shù)
將發(fā)泡成形的聚苯乙烯(EPS)模樣進(jìn)行涂層與烘干處理后直接放置于砂箱中,然后將干燥的石英砂填入砂箱并進(jìn)行壓實(shí)和覆膜,一般將真空壓力設(shè)置為-30 kPa打開(kāi)真空閥抽真空并蓋上砂箱蓋后施加一定頻率和振幅的振動(dòng)。鋁鎂合金按規(guī)范要求溶化并精煉除氣后,將溫度控制在750℃時(shí)從導(dǎo)入杯澆注,澆注過(guò)程需要緩慢平穩(wěn),結(jié)束澆注后迅速關(guān)閉真空閥與密封閥,從加壓口以530 kPa/s的加壓速率加入空氣直至砂箱內(nèi)部壓力達(dá)到0.8 MPa后開(kāi)始保壓,10 min后停止振動(dòng)并打開(kāi)真空閥泄壓,鑄件在振動(dòng)場(chǎng)中完成整個(gè)鑄件過(guò)程。振動(dòng)消失鑄造技術(shù)投入成本低且對(duì)環(huán)境不會(huì)造成污染,它是一種操作簡(jiǎn)便且效能高的特種消失鑄造技術(shù)。
2.3鋁鎂合金壓力消失模鑄造技術(shù)
泡塑模樣的處理與一般消失模鑄造技術(shù)相同,需要進(jìn)行涂層與烘干后放入帶砂箱的壓力罐中,當(dāng)熔化的鋁鎂合金金屬液在澆注溫度下注入壓力罐時(shí),泡沫塑料完全氣化消失后迅速對(duì)壓力罐進(jìn)行密封處理,密封好的壓力罐要施以一定壓力的氣體促進(jìn)金屬液的凝固結(jié)晶。壓力消失鑄造成型過(guò)程中借助外來(lái)壓力對(duì)枝晶間液相金屬進(jìn)行壓濾,初步凝固的枝晶發(fā)生顯微變形后起到了細(xì)化金屬組織的作用,有效減少鑄件中縮孔、縮松、氣孔等現(xiàn)象的發(fā)生,提高了冒口補(bǔ)縮能力,進(jìn)而改善了鑄件物理性能。
2.4鋁鎂合金真空低壓消失模殼型鑄造技術(shù)
該技術(shù)以泡沫模樣為原型,是融合熔模鑄造制殼技術(shù)和真空低壓鑄造成型技術(shù)的復(fù)合型鑄造工藝,泡沫模樣經(jīng)過(guò)失模、焙燒處理后裝入砂箱中,在熔化的金屬液澆注前泡沫模已經(jīng)被脫去,因此不會(huì)產(chǎn)生因泡沫模分解帶來(lái)的氣孔、夾雜及氧化燃燒等缺陷問(wèn)題,金屬液的充填型能力與充型效果都得到了有效提高。此外,鋁鎂合金真空低壓消失模殼型鑄造的鑄件具有熔模鑄造精鑄件的質(zhì)量,并克服了熔模鑄造不能用于大件及成本高的不足。
3 結(jié)語(yǔ)
綜上所述,當(dāng)前鑄造行業(yè)應(yīng)用較為廣泛的消失模鑄造技術(shù)主要包括振動(dòng)消失模鑄造、壓力消失模鑄造及消失模殼型鑄造等,各類鑄造技術(shù)有著其自身的鑄造特點(diǎn),需要工藝師在掌握消失模鑄造成形原理的基礎(chǔ)上,正確設(shè)計(jì)澆注系統(tǒng)并制定合理的工藝方案,必要時(shí)可以聯(lián)合多種鑄造工藝,以減少鑄件中的氣孔、皺皮、松縮等缺陷,保證鑄件致密度與力學(xué)性能。
[1]樊自田,趙忠,蔣文明. 鋁鎂合金消失模鑄造技術(shù)研究及應(yīng)用新進(jìn)展[J]. 鑄造設(shè)備與工藝,2009(05):3~5.
[2]樊自田,蔣文明. 消失模鑄造技術(shù)現(xiàn)狀及發(fā)展趨勢(shì)[J]. 鑄造,2012(06):583~591.
[3]周軍,周恩俊,王冬,等.消失模鑄造技術(shù)研究現(xiàn)狀綜述[A]. 重慶鑄造行業(yè)協(xié)會(huì)、重慶市機(jī)械工程學(xué)會(huì)鑄造分會(huì),2016(4):31~34.
(R-03)
Research and progress of aluminum magnesium alloy lost foam casting technology
TQ325.2
1009-797X(2016)20-0012-02
B
10.13520/j.cnki.rpte.2016.20.004
何志雄(1983-),男,本科,研究方向?yàn)闄C(jī)械設(shè)計(jì)制造及其自動(dòng)化
2016-09-13
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
