淺析車軸磨削直波紋產(chǎn)生機(jī)理及消除
2016-11-09 19:06:10馬文波曹全奎張德明
科技與創(chuàng)新 2016年19期
馬文波 曹全奎 張德明

摘 要:分析了阿根廷電動(dòng)車組動(dòng)車車軸磨削過(guò)程,闡述了其軸承座和緊圈座磨削直波紋產(chǎn)生的原因及其解決措施,本著提高車軸磨削表面質(zhì)量,節(jié)能降耗,消除生產(chǎn)“瓶頸”的原則,對(duì)意大利MH3000D數(shù)控外圓磨床使用的砂輪進(jìn)行了國(guó)產(chǎn)化,并優(yōu)化了磨削加工工藝。該項(xiàng)目具有很好的實(shí)際應(yīng)用價(jià)值。
關(guān)鍵詞:車軸;直波紋;砂輪;國(guó)產(chǎn)化
中圖分類號(hào):U270.33 文獻(xiàn)標(biāo)識(shí)碼:A DOI:10.15913/j.cnki.kjycx.2016.19.072
在機(jī)車車輛車軸磨削加工過(guò)程中,因?yàn)檐囕S、工裝、設(shè)備等工藝系統(tǒng)存在問(wèn)題,會(huì)導(dǎo)致產(chǎn)品實(shí)物質(zhì)量與圖紙要求不相符,甚至出現(xiàn)廢品。這樣,不僅增加了企業(yè)的制造成本,而且存在質(zhì)量問(wèn)題的車軸裝車后,車輛在運(yùn)行過(guò)程中會(huì)存在一定的安全隱患,嚴(yán)重時(shí)會(huì)導(dǎo)致車毀人亡。因此,要嚴(yán)格控制車軸的磨削質(zhì)量。這是對(duì)社會(huì)、企業(yè)、個(gè)人負(fù)責(zé)的表現(xiàn)。
1 生產(chǎn)現(xiàn)狀
我公司車軸自動(dòng)加工線磨削工位配置了2臺(tái)意大利莫羅拉公司生產(chǎn)的MH3000D數(shù)控外圓磨床,采用直進(jìn)式切入磨削。磨削砂輪由奧地利泰利萊公司提供,結(jié)構(gòu)尺寸為76 0mm×220 mm×204.8 mm。用這些設(shè)備磨削阿根廷電動(dòng)車組動(dòng)車車軸齒輪箱各座時(shí),軸承座和緊圈座外圓表面出現(xiàn)嚴(yán)重的直波紋缺陷,影響了產(chǎn)品質(zhì)量。如圖1所示,軸承座與緊圈座兩處磨削外圓直波紋目視可見(jiàn),用手觸摸存在較強(qiáng)的凹凸感,屬于比較嚴(yán)重的磨削表面質(zhì)量缺陷。兩座尺寸公差為0.029 mm,磨削加工后,可供修復(fù)直波紋的余量約0.01 mm。人工修復(fù)容易造成尺寸超差,導(dǎo)致車軸報(bào)廢,而且修復(fù)直波紋要占用設(shè)備、人員,耗時(shí)費(fèi)力,形成了“瓶頸”工序。
2 原因分析
軸承座與緊圈座兩處磨削外圓直波紋出現(xiàn)的原因主要有以下幾點(diǎn):①砂輪材質(zhì)與車軸材質(zhì)不匹配,砂輪硬度過(guò)高,磨粒分布不均勻,砂輪磨損不均勻,引發(fā)了磨削表面直波紋缺陷。②砂輪平衡性不好,砂輪已用鈍或修整不良(修整用量過(guò)細(xì)或金剛石已磨損)而不鋒利,都容易引發(fā)磨削表面直波紋缺陷。③磨削用量選用不合理,工件轉(zhuǎn)速過(guò)高,精磨時(shí)進(jìn)給量過(guò)小,也會(huì)造成磨削表面直波紋缺陷。④車軸磨削外圓直徑過(guò)大或質(zhì)量過(guò)重。該車軸軸承座、緊圈座基本尺寸分別為?216.5 mm、?216 mm,車軸重450 kg,屬于較難磨削工件。
3 解決措施
鑒于上述原因,從調(diào)整砂輪磨料及粒度和硬度入手,合理選擇磨削參數(shù),提高砂輪磨削能力,減少磨削激振。對(duì)于容易出現(xiàn)直波紋的軸承座和緊圈座,可采用數(shù)控編程為砂輪修型,改變?cè)瓉?lái)的分段磨削方式,一次進(jìn)刀即可將兩座磨好。同時(shí),可增大磨削時(shí)砂輪和車軸的接觸剛度,減少激振發(fā)生。
3.1 調(diào)整砂輪型號(hào)
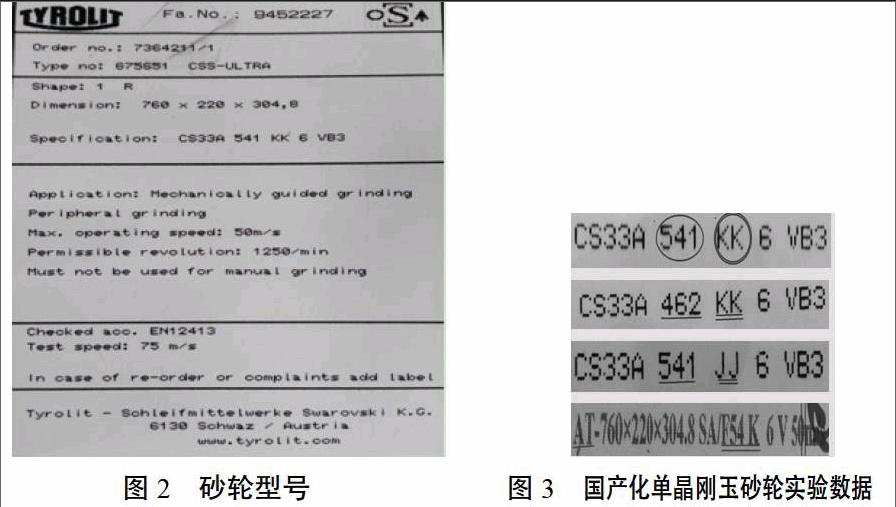
阿根廷電動(dòng)車組車軸材質(zhì)為EA4T,它韌性比較大,硬度比較高,屬于較難磨削加工件。公司MH3000D數(shù)控外圓磨床所用砂輪一直由奧地利泰利萊公司提供,采用歐洲標(biāo)準(zhǔn)。如圖2所示,砂輪型號(hào)中磨料CS33A為氧化鋁和碳化硅混合磨料,黏結(jié)劑VB3為陶瓷和樹(shù)脂混合型。目前,國(guó)內(nèi)砂輪廠家還不能生產(chǎn)該型號(hào)砂輪。砂輪購(gòu)置費(fèi)用比較高,8.2萬(wàn)元/個(gè)。車軸自動(dòng)加工線2臺(tái)意大利MH3000D數(shù)控外圓磨床(該型號(hào)磨床為雙砂輪架)每年使用砂輪約10個(gè)。因此,相關(guān)工作人員結(jié)合車軸材質(zhì)和實(shí)際磨削狀態(tài),適當(dāng)調(diào)整了砂輪粒度、硬度和磨料,并檢驗(yàn)了國(guó)產(chǎn)化單晶剛玉砂輪。實(shí)驗(yàn)數(shù)據(jù)如圖3所示,車軸磨削質(zhì)量顯著提高了。
原砂輪型號(hào):
改進(jìn)砂輪型號(hào)1:磨削能力提高約30%.
改進(jìn)砂輪型號(hào)2:磨削能力提高約10%.
國(guó)產(chǎn)化砂輪型號(hào):磨削能力提高約30%.
單晶剛玉(SA)呈灰白色,其顆粒形狀多為等積形,晶體內(nèi)不含雜質(zhì),具有多棱角的切削刃。在同樣的磨削力作用下,所形成的力矩小于其他磨料,因此,它不易折碎,機(jī)械強(qiáng)度比較高,單顆粒抗壓強(qiáng)度為22~38 kg,棕剛玉僅為10~20 kg。由于單晶剛玉有較高的硬度和韌性,所以,切削能力比較強(qiáng),可用來(lái)加工工具鋼、合金鋼、不銹鋼、高鋇鋼等韌性大、硬度高的難磨材料。用單晶剛玉磨料燒結(jié)成的砂輪,其切削性能完全可以替代進(jìn)口砂輪。此外,考慮到進(jìn)口砂輪進(jìn)貨周期比較長(zhǎng),一般為6~8個(gè)月,國(guó)產(chǎn)砂輪一般為15 d左右,并且國(guó)產(chǎn)砂輪費(fèi)用比較低,3.8萬(wàn)元/個(gè)。在充分論證的基礎(chǔ)上,選擇了國(guó)產(chǎn)砂輪。
3.2 做好砂輪平衡
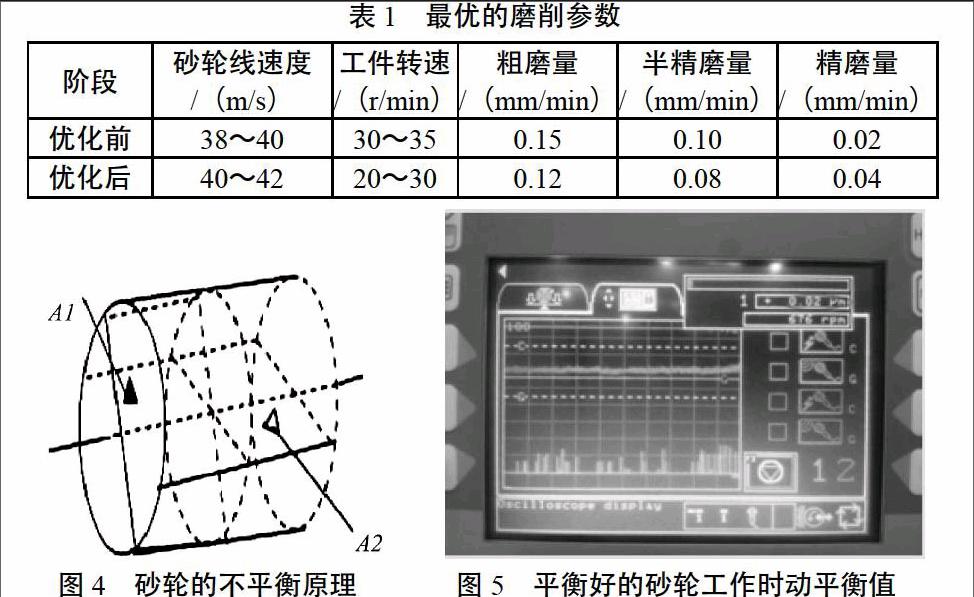
砂輪是一種不均質(zhì)的物體,當(dāng)砂輪高速旋轉(zhuǎn)時(shí),質(zhì)量中心與旋轉(zhuǎn)中心不重合會(huì)引起振動(dòng),這種狀態(tài)稱為砂輪的不平衡。在生產(chǎn)過(guò)程中使用了不平衡的砂輪,將其作用在磨床軸承上,會(huì)使主軸產(chǎn)生振動(dòng),加快磨床主軸的磨損;如果將其作用在被加工車軸上,會(huì)使車軸磨削表面出現(xiàn)直波紋,加工精度和表面粗糙度變差。新砂輪不平衡的原因有以下2種:①內(nèi)在質(zhì)量均勻性(密度)不均。混料、成型攤料不均;燒結(jié)條件不均一,收縮不一致,反應(yīng)不一致,造成密度不均;成型時(shí)幾何偏差會(huì)使得各處壓力不均。修整形態(tài)后,雖然達(dá)到了幾何精度,但密度仍不均。②幾何形狀精度(形位)偏差。兩端面不平行,砂輪內(nèi)外徑不同心。砂輪的不平衡原理如圖4所示,用垂直軸線的平面將砂輪分為相等的兩部分。這兩部分的重心分別為A1和A2。重心A1和A2位于不同平面上,既有靜不平衡,又有動(dòng)不平衡。砂輪高速旋轉(zhuǎn)時(shí)會(huì)出現(xiàn)激振,磨削車軸外圓表面會(huì)出現(xiàn)直波紋缺陷。實(shí)際的砂輪都會(huì)出現(xiàn)這種情況。
在組裝新砂輪時(shí),要注意檢查砂輪質(zhì)量,用木錘輕輕敲擊砂輪,聲音清脆有余音,證明砂輪合格;聲音短促沉悶,證明砂輪有裂紋,拒絕使用。砂輪做靜平衡時(shí),要求砂輪每轉(zhuǎn)45°角都能停住。由于砂輪比較大(760 mm×220 mm×204.8 mm),砂輪上機(jī)修整后需做動(dòng)平衡,平衡好的砂輪工作時(shí)動(dòng)平衡值僅為0.02 um,如圖5所示。
3.3 磨削用量的調(diào)整
在選取磨削用量時(shí),不僅要考慮車軸的材質(zhì),還要考慮砂輪的磨損狀況。EA4T材質(zhì)塑性比較大,磨削時(shí),產(chǎn)生的熱量比較多,磨削區(qū)溫度高達(dá)1 000 ℃,如果熔化的磨屑黏附在磨粒切削刃后刀面上,就會(huì)導(dǎo)致砂輪堵塞,引起砂輪切削能力急劇下降,磨削表面產(chǎn)生直波紋。為了優(yōu)化磨削參數(shù),在磨削過(guò)程中,實(shí)時(shí)監(jiān)控設(shè)備、砂輪和磨削車軸的狀態(tài),根據(jù)砂輪磨損狀態(tài),動(dòng)態(tài)優(yōu)化磨削用量。經(jīng)過(guò)大量的磨削對(duì)比實(shí)驗(yàn)和結(jié)果檢測(cè),確定最優(yōu)的磨削參數(shù),具體如表1所示。調(diào)整后的磨削用量既消除了粗磨階段車軸過(guò)大的熱變形,又避免了精磨階段由于磨屑過(guò)細(xì)而引起的砂輪急劇堵塞導(dǎo)致磨削能力下降的情況。
3.4 調(diào)整磨削方式
公司車軸自動(dòng)加工線MH3000D數(shù)控外圓磨床,磨削車軸時(shí),采用直進(jìn)式切入磨削。磨床所用砂輪為寬砂輪(220 mm),對(duì)于階梯軸外圓面,(阿根廷電動(dòng)車組動(dòng)車車軸磨削外圓面有13個(gè))原來(lái)只能依次分步磨削,造成砂輪兩側(cè)磨損嚴(yán)重,磨削外圓面容易出現(xiàn)直波紋。為了避免直波紋的出現(xiàn),需要經(jīng)常修整砂輪,所以,造成了砂輪的浪費(fèi)。為了提高車軸磨削質(zhì)量和砂輪利用率,根據(jù)車軸齒輪座的結(jié)構(gòu)形式,結(jié)合直波紋形成機(jī)理,通過(guò)反復(fù)的磨削對(duì)比實(shí)驗(yàn),優(yōu)化、改進(jìn)了磨削方式——將原來(lái)的分步磨削方式改為成形磨削方式,一次進(jìn)刀即可將軸承座、緊圈座兩座磨好。按照以上要求編制數(shù)控程序,為砂輪修型,提高砂輪與車軸磨削外圓的接觸剛度,消除工藝系統(tǒng)自激激振的發(fā)生。磨削方式改進(jìn)后,不僅消除了車軸齒輪座、緊圈座的磨削外圓直波紋缺陷,而且大大提高了磨削效率和砂輪的利用率,具體如圖6所示。
4 結(jié)束語(yǔ)
通過(guò)分析磨削直波紋的產(chǎn)生機(jī)理,結(jié)合車軸、砂輪材質(zhì),選擇了國(guó)產(chǎn)砂輪,優(yōu)化了磨削參數(shù),調(diào)整了磨削加工工藝,從而解決了阿根廷電動(dòng)車組動(dòng)車車軸的軸承座和緊圈座磨削外圓直波紋問(wèn)題。改善后,兩座砂輪磨削表面質(zhì)量滿足了工藝要求,如圖7所示。此外,國(guó)產(chǎn)砂輪價(jià)格便宜,供貨周期僅15 d左右。此項(xiàng)目一年可為公司節(jié)約砂輪購(gòu)置費(fèi)用44萬(wàn)余元,而且解決了公司車軸自動(dòng)加工線磨削工序遇到的生產(chǎn)“瓶頸”。
參考文獻(xiàn)
[1]李伯民,趙波.現(xiàn)代磨削技術(shù)[M].北京:機(jī)械工業(yè)出版社,2003.
[2]尹成湖.磨工工作手冊(cè)[M].北京:化學(xué)工業(yè)出版社,2006.
〔編輯:白潔〕