典型的精密鍛造件
2016-10-20 10:26:20張清林
兵器裝備工程學(xué)報(bào) 2016年9期
?
【實(shí)用精密鍛造知識(shí)系列介紹之一】
典型的精密鍛造件
1.起動(dòng)機(jī)的齒輪部品
汽車(chē)的起動(dòng)機(jī)和交流發(fā)電機(jī)零件,如起動(dòng)離合器用齒輪精鍛件,其齒形精度已達(dá)到高潮從舊日本標(biāo)準(zhǔn)JIS7級(jí)提高到JIS5級(jí),尺寸公差達(dá)0.026 mm(圖1左 ,圖1中)。而且內(nèi)螺旋齒形也可采用專(zhuān)門(mén)設(shè)計(jì)的具有將垂直運(yùn)動(dòng)轉(zhuǎn)換為水平運(yùn)動(dòng)的凸輪機(jī)構(gòu)的模具將其成形,代替拉削加工。起動(dòng)齒輪(圖1右)很早就采用冷擠壓加工,代替銑削。另中國(guó)某單向器廠早在20世紀(jì)70年代就采用冷擠壓工藝成形齒輪齒形,發(fā)表過(guò)有關(guān)論文。據(jù)有關(guān)報(bào)導(dǎo),日本有企業(yè)采用超硬合金制作的凹模,壽命可達(dá)50萬(wàn)件。

圖1 離合器齒輪(20Cr鋼)、離合器套筒(35鋼)、起動(dòng)齒輪(35鋼)
2.交氣門(mén)升降套
汽車(chē)發(fā)動(dòng)機(jī)中,為滿足高性能、輕量化、高適用性的要求多采用4氣門(mén)的DOHC發(fā)動(dòng)機(jī),對(duì)氣門(mén)升降套的數(shù)量隨之要求大大增加。
圖2左所示的直動(dòng)式氣門(mén)升降套,其上杯部位和下杯部位在成形時(shí),其斷面減少率遠(yuǎn)大于80%。
圖2右所示的間隙調(diào)節(jié)式的氣門(mén)升降套,在成形時(shí),其斷面減少率在86%以上。其上部為標(biāo)形,下部為具有環(huán)形槽的孔,其孔壁厚度為1.1 mm,環(huán)形底部和中空軸套部位尺寸精密。

圖2 直動(dòng)式氣門(mén)升降套(08鋼)、間隙調(diào)節(jié)式的氣門(mén)升降套(08鋼)
3.花鍵軸
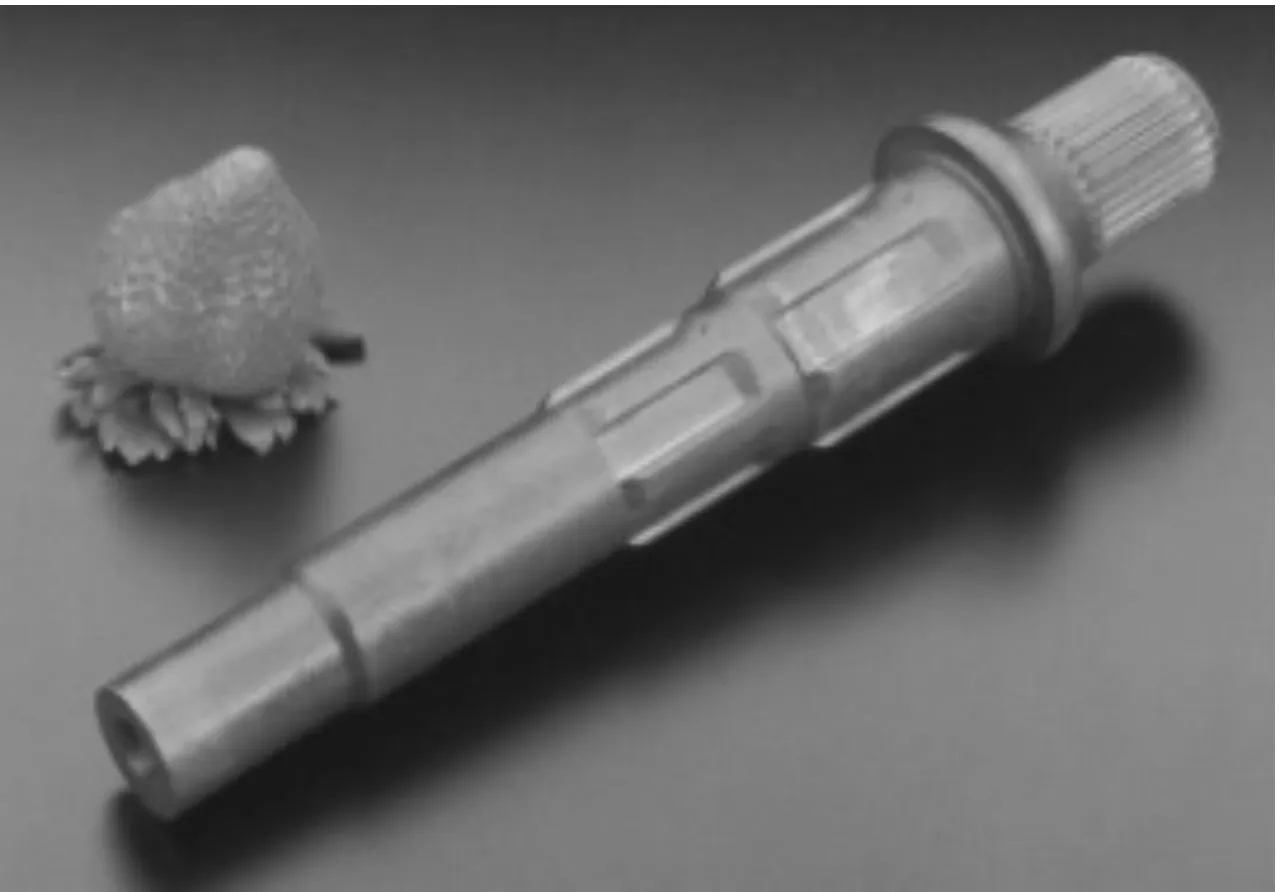
圖3 漸開(kāi)線花鍵軸(35鋼)
汽車(chē)和摩托車(chē)的變速箱(變速機(jī))中有許多冷鍛件和熱鍛件,帶有花鍵的長(zhǎng)軸早就已經(jīng)冷鍛化了。重慶在20世紀(jì)80年代就已經(jīng)用于生產(chǎn)摩托車(chē)花鍵軸,且早已普及。一般均應(yīng)用油壓機(jī)生產(chǎn),現(xiàn)在,據(jù)有關(guān)資料,也有采用高性能的連桿式壓力機(jī)擠壓。
花鍵軸產(chǎn)品形狀,如圖3所示,多數(shù)為中間部帶有臺(tái)階,上下有高精度的筋肋、凹槽和漸開(kāi)線花鍵。一般地采用正擠、鐓壓、齒形成形3工序成形。花鍵部分在擠壓時(shí),應(yīng)該采用合理的擠壓模具和合適形狀、合適硬度的坯料,否則在擠壓時(shí)摩擦阻力急速升高,或者使模具失效或得不到合格的擠壓件。現(xiàn)在,加工對(duì)象已從摩托車(chē)零件向齒形精度更高的汽車(chē)用花鍵軸發(fā)展。
4.等速球接頭的外圈

圖4 BJ型外圈(50鋼)和三腳型外圈(50鋼)
伴隨著汽車(chē)的前輪驅(qū)動(dòng)化,向車(chē)輪傳遞驅(qū)動(dòng)力的等速球接頭的需求增加。外圈的重量大,加工難度大。一般的加工工序?yàn)檎龜D壓、頭部擠壓、反擠壓、精整成形等的組合。在冷鍛時(shí),每1工位需要10 MN的成形力,3工序的多工位成形機(jī)需要20~30 MN。現(xiàn)在國(guó)內(nèi)外都是正在發(fā)展大噸位的冷鍛壓力機(jī)。
等速球接頭外圈的形狀,主要有直線6溝槽的DOJ型、中凹球面6溝槽的BJ型(圖4上 )、還有直線3溝槽的三腳型(圖4下)。材質(zhì)是S48C或 S53C,主要采用溫鍛+冷鍛或全部冷鍛的方法進(jìn)行。
BJ型中凹球面溝槽的精鍛成形中,這滿足沖頭將產(chǎn)品頂出的需要,模具需要采用復(fù)動(dòng)機(jī)構(gòu)。冷鍛后的內(nèi)部溝部尺寸精度為0.08 mm。在選擇配對(duì)部品內(nèi)圈的尺寸時(shí),還要進(jìn)行磨削加工甚至精加工。人們現(xiàn)在正對(duì)減少原材料的含碳量的鋼材進(jìn)行研究開(kāi)發(fā),這樣可以降低成形時(shí)的變形力,而通過(guò)熱處理可使其強(qiáng)度維持與原來(lái)采用的材料同等。
5.變速器的斜齒輪
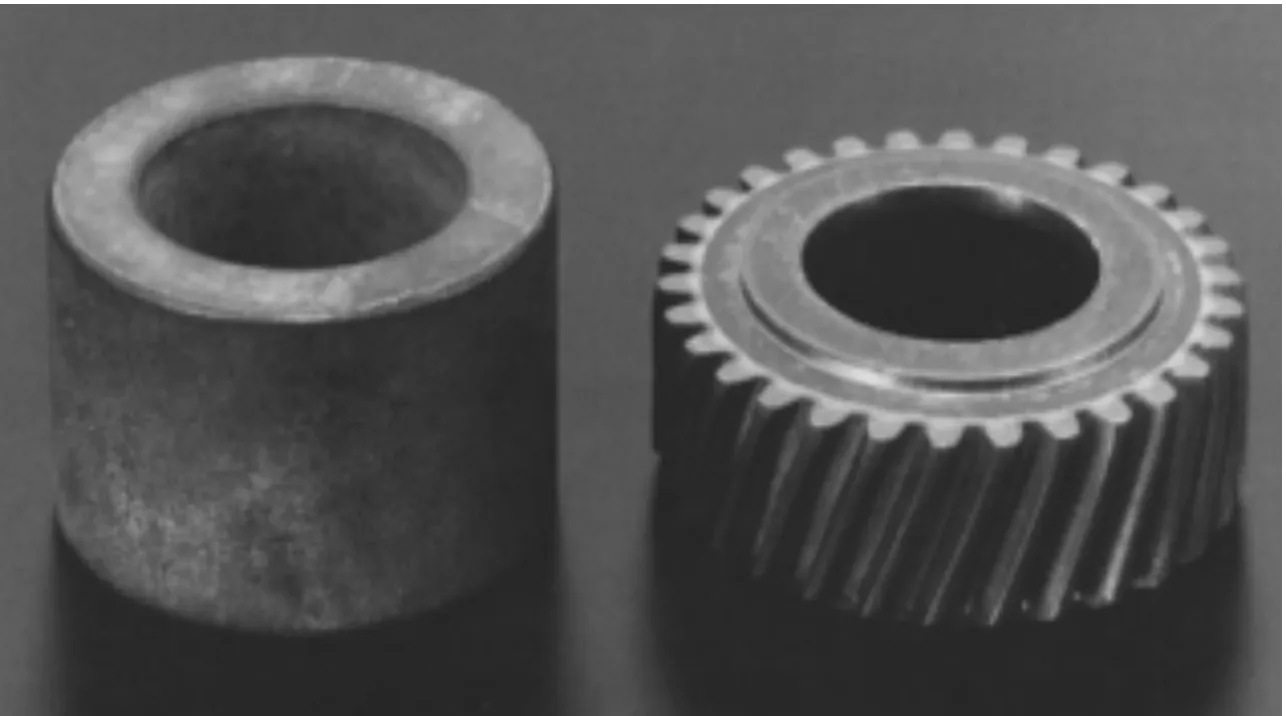
圖5 斜齒輪(30CrMo鋼)
汽車(chē)自動(dòng)變速器的減速機(jī)構(gòu)中,用作行星齒輪的斜齒輪(圖5),原采用滾刀切削加工,現(xiàn)采用復(fù)動(dòng)(閉塞)冷鍛成形生產(chǎn)。
復(fù)動(dòng)鍛造是在機(jī)器的負(fù)載的作用下合具有模腔的上下模閉合,然后沖頭再對(duì)閉合模具內(nèi)的坯料作相對(duì)運(yùn)動(dòng),對(duì)坯料施壓,使材料向模腔內(nèi)部流動(dòng)成形。復(fù)動(dòng)鍛造的特征是可以進(jìn)行復(fù)雜形狀的成形加工、縮短成形工序。
斜齒輪齒輪的成形,如采用單純的復(fù)動(dòng)鍛造工藝生產(chǎn)也不易成形,即使對(duì)原始坯料加以3 000 MPa的應(yīng)力。必須在工藝上設(shè)法,如采用分流方式可使成形應(yīng)力降低到1 300 MPa,并使齒形部位的塌角、毛刺變小,齒形精度可達(dá)到舊日本標(biāo)準(zhǔn)JIS的3~4級(jí)。
為了確保齒形精度達(dá)到1~9 μm,操作時(shí)必須對(duì)模具溫度進(jìn)行控制。另外,最好采用熱變形和彈性變形較少的超硬合金制作模具,同時(shí)進(jìn)行防止坯料粘黏的表面處理。
6.變速器同步帶輪
變速器同步帶輪(圖6左)的齒形成形。首先將板料拉深成形為杯狀,接著用完成齒形的成形。圖6右所示的輪轂離合器,不是如同步帶輪那樣的內(nèi)外有齒形,而是內(nèi)圓外齒。精鍛成形件的強(qiáng)度提升,成本也大大降低。
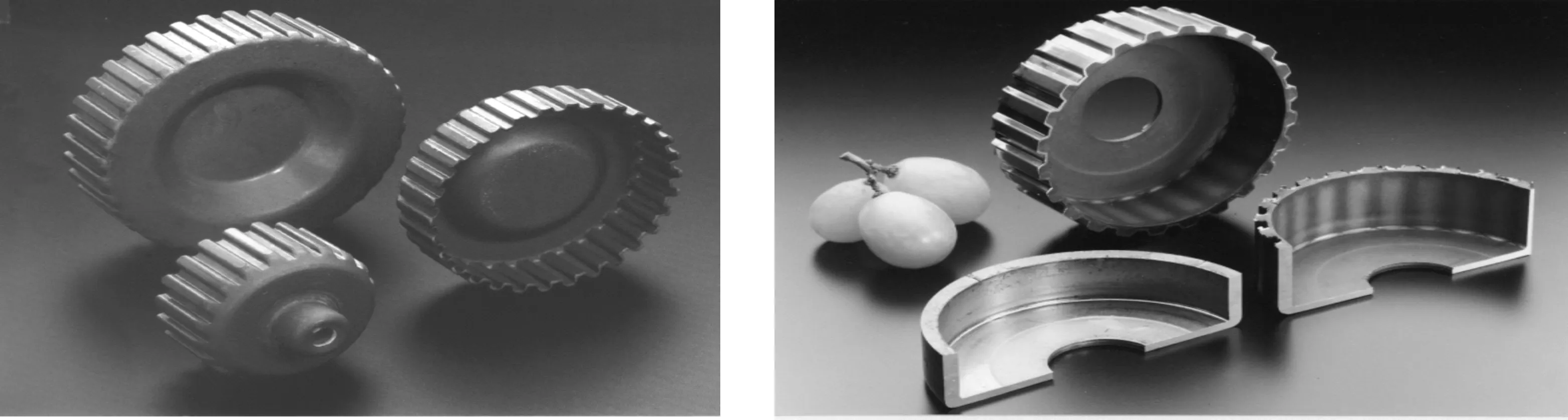
圖6 同步帶輪(Q195A或215A鋼)
江蘇中興西田數(shù)控科技有限公司董事、總經(jīng)理張清林
