小口徑槍彈包裝托輪傳輸線同步技術
2016-10-20 10:26:13嚴中清秦回升
兵器裝備工程學報 2016年9期
關鍵詞:示意圖
虞 波,張 博,肖 勇,嚴中清,冉 松,秦回升
(西南自動化研究所彈藥中心,四川 綿陽 621000)
?
【裝備理論與裝備技術】
小口徑槍彈包裝托輪傳輸線同步技術
虞波,張博,肖勇,嚴中清,冉松,秦回升
(西南自動化研究所彈藥中心,四川 綿陽621000)
為實現一種組合式槍彈自動包裝生產線滿足多種系列槍彈包裝需求,通過采用電子凸輪技術,應用TwinCAT軟件對托輪線送彈程序進行編程,實現了彈體在下彈、傳送過程中的實時同步;并可柔性調節彈體裝盒數量,適應不同彈種不同裝盒要求。
撥彈滾輪;托輪線;電子凸輪控制;槍彈包裝本文引用格式:虞波,張博,肖勇,等.小口徑槍彈包裝托輪傳輸線同步技術[J].兵器裝備工程學報,2016(9):11-15.
當前,世界范圍內的新軍事變革促進了未來戰爭形態的變化,槍彈包裝是軍隊面臨戰爭快速反應的重要物資載體,同時也是槍彈連續化、自動化生產不可缺少的一部分[1]。槍彈包裝的“三化”,即通用化、系列化、標準化對槍彈的存儲、管理以及使用有著重要的意義[2]。由于缺乏先進自動化包裝技術的支撐,國內槍彈包裝絕大部分仍采用手工加單機的組合生產模式。設備多、人員密集、工人勞動強度大,包裝品質往往取決于操作人員的技能熟練度,而且包裝環節槍彈成品在線量大,人機混雜,也使得安全生產控制面臨嚴峻挑戰[3,4]。
本文基于多品種小口徑槍彈包裝工藝及成套裝備的全流程包裝自動化的要求,提出了針對多品種小口徑槍彈的組合式槍彈自動包裝生產線,其主要功能是根據用戶需求滿足A國軍標和B國軍標X.Xmm、X.XXmm、Xmm系列槍彈包裝相關標準要求。自動包裝生產線采用電子凸輪控制的托輪傳輸同步控制技術,克服了撥彈滾輪與托輪線不同步而造成的彈體卡滯、裝盒數量錯誤的缺陷,實現了彈體在下彈、傳送過程中實時同步,柔性調節彈體裝盒數量,從而適應多品種小口徑槍彈的包裝要求,實現在一臺專機上滿足不同彈種多種裝盒方式的要求,為槍彈包裝自動化、柔性化生產提供了新的思路[5-8]。
1 設計思想
滿足不同生產企業現有多口徑、多型號產品包裝生產需求,并具備可持續擴展能力以適應新產品開發要求,是生產線總體構型設計首要面對的難題。
自動化生產線研發目標是需要適應至少7種不同系列的槍彈彈種,其中最大彈種的長度尺寸是最小彈種長度的5倍以上。不同彈種的自身特性和包裝工藝的差異性,對設計的影響主要體現在“上料”到“紙盒裝入鐵匣”這段工序設備上。若采用一種傳輸線同時適應以上彈種,會使得研發難度、研發周期、設備成本大大增加。
本文所設計的小口徑槍彈包裝生產線采用“一種構型、多種型號、模塊組合”的設計思想:
1) “一種構型”:由于“水平包裝類槍彈”包裝工藝流程最為復雜,以此類型槍彈包裝工藝流程為主要研究對象形成槍彈包裝線基本構型;通過微調機構配合程序設置實現該類產品柔性共線。
2) “多種型號”:為滿足第二系列槍彈的包裝要求,在基本型號基礎上發展新型號。基本構型不變,局部放大尺寸,通過微調機構配合程序設置以適應大尺寸槍彈共線的需求。
3) “模塊組合”:將部分無法實現兼容的零部件設計成標準接口模塊,通過模塊更換、組合滿足“垂直插入包裝類”和“直接裝入鐵匣類”槍彈的包裝要求。
2 方案設計
2.1工藝流程
成品槍彈由人工裝入定向排序裝置上供料漏斗,調整供料漏斗與旋轉盤間的高度差實現供料速度的初步控制,通過上料花盤利用離心力實現成品槍彈沿圓周有序排布,并在出口處利用重力定向,順序排布進入蛇形料道;成品槍彈通過蛇形料道順序排布在托輪輸送線上,托輪輸送線步進運動(步進位數按不同要求設定),在第一工作位由交錯換向裝置實現成品槍彈選擇性調頭,在第二工作位由裝盒機械手利用真空吸取產品,并將產品并緊裝入紙盒;在成品槍彈定位輸送的同時,紙盒成品上料同步進行,在傳送中完成盒蓋、盒舌折平,裝彈完成紙盒由輸送線送入裝鐵匣模塊。多品種小口徑槍彈包裝工藝流程如圖1所示。
圖1 多品種小口徑槍彈包裝工藝流程
2.2槍彈包裝同步技術總體方案設計
成品槍彈由上料花盤通過旋轉利用離心力實現成品槍彈沿圓周有序排布,并在出口處利用重力定向順序排布進入上料滑道。通過控制撥彈滾輪與托輪線同步運動,將成品彈整齊排布在托輪線上。槍彈包裝托輪線方案如圖2所示。

1.上料花盤;2.紙盒;3.上料滑道;4.撥彈滾輪;5.托輪線
由于撥彈滾輪與托輪線配合精度要求較高,如果不能實現實時同步,就有可能將撥彈滾輪上撥下的彈堆放在前一發彈上面,當撥彈滾輪再次運動時就會造成卡彈現象。而且如果不能實現同步運動,也會對下道工序造成不能準確定位的問題。同時考慮到不同彈種有著不同裝盒要求,每層彈的裝彈數都有所不同。
不同槍彈的裝盒方式如表1所示。
表1 不同槍彈的裝盒排列方式
為了兼容各個彈種的不同裝盒要求,本系統采用托輪線每運行15發彈為一次步進工位,控制撥彈滾輪的運動,實現每步工位上放5發彈、10發彈、13發彈及14發彈的裝盒要求。這就需要撥彈滾輪在托輪線運行的不同位置啟停。如果按照常規伺服控制,在較小的位移上不斷啟停,勢必造成機械沖擊,而且很難實現同步。
2.3托輪傳輸線的設計與控制原理
由于采用常規伺服控制系統會存在啟停、同步性差的現象。對于多品種小口徑槍彈包裝傳輸線,一般可以采用電子齒輪或電子凸輪進行彈體實時同步控制。對比電子齒輪與電子凸輪,電子齒輪控制的主從軸位置是線性關系,而電子凸輪控制的主從軸位置可以實現任意線性或者非線性關系。托輪傳輸線同步控制示意圖如圖3。
圖3 托輪傳輸線同步控制示意圖
采用電子凸輪的多品種小口徑槍彈包裝傳輸線的優勢:
1) 電子凸輪在停歇期,殘余振動較小,而且由于步進電機沒有累積誤差,所以采用電子凸輪的槍彈包裝傳輸線定位精度比傳統機械定位精度要高。
2) 電子凸輪減少了凸輪和從動件等機械部件無相關的制造裝配誤差、動態磨損,因此能獲得比機械凸輪系統較高精度。
3) 電子凸輪的軌跡可根據槍彈數量來制定加速度光滑、連續的電子凸輪參數,實現主軸和從軸之間非線性的位置對應關系,從而實現復雜的運動軌跡。且凸輪曲線修改方便,易實現多品種、無沖擊、柔性化的裝彈需求。
4) 電子凸輪具有無火花、系統本安等優點,可適用于在防爆敏感的環境條件下[9]。
通過電子凸輪控制撥彈滾輪與托輪線,可實現不同彈種不同裝盒要求,定位精度高,設備運行速度快,平穩,無沖擊。同時設備的柔性化大大增加,只需簡單地更改下不同的凸輪表就可以滿足不同彈種的裝盒要求。
由于設備安裝時撥彈滾輪下彈點距離下一工位距離為19發彈位置,因此一般需要設置初放彈和正常步進兩個凸輪表。
1)A國標紙盒
以X.XXmm槍彈為例,每盒裝彈為14X8+13,即每盒中有8層為14發彈,第9層為13發彈。其中每層彈需要交錯排列。
初放彈凸輪控制示意圖如圖4。
圖4 托輪線A國標初放彈凸輪控制示意圖
正常步進14發彈凸輪控制示意圖如圖5。
圖5 托輪線A國標正常步進14發彈凸輪控制示意圖
正常步進13發彈凸輪控制示意圖如圖6。
圖6 托輪線A國標正常步進13發彈凸輪控制示意圖
2)B國標紙盒
以X.XXmm槍彈為例,每盒裝彈為5X3,即每盒中有3層為5發彈。每層彈不需要交錯排列。
初放彈凸輪控制示意圖如圖7。

圖7 托輪線B國標初放彈凸輪控制示意圖
正常步進5發彈凸輪控制示意圖如圖8。
圖8 托輪線B國標正常步進5發彈凸輪控制示意圖
3 軟件設計
3.1TwinCAT System Manager軟件系統
TwinCATSystemManager軟件系統由實時環境和在開發環境中執行控制程序實時系統組成,用于編程、診斷和系統配置[10]。可通過Microsoft的接口訪問TwinCAT的數據或執行命令,使托輪傳輸線同步控制具有良好的人機界面,能夠直觀進行參數設定,便于操作人員在隔爆間遠程操控。
3.2傳輸線同步控制策略
多品種小口徑槍彈包裝傳輸線同步系統采用模塊化的設計思路,控制系統采用PAC系統+現場I/O模塊方式,現場控制系統采用德國倍福PAC,現場I/O模塊作為各個組成部分的信號采集與輸出控制裝置,通過EtherCAT總線耦合器與PAC相連。多品種小口徑槍彈包裝傳輸線同步系統結構如圖9所示。
圖9 多品種小口徑槍彈包裝傳輸線同步系統結構
同步控制系統分為3層體系結構。
第一層為應用層。包括LCD觸摸屏,操作按鈕,指示燈等。主要負責人機交互,包括工作方式選擇、工作狀態顯示、生產過程調度、生產參數設置、生產狀態查詢、故障報警及故障部位提示等功能。
第二層為現場控制系統。考慮到本系統高速可靠的特點,滿足以后擴展需要,采用PAC控制器作為主控制器,并根據生產線需要進行功能模塊擴展。現場控制系統的配置包括:控制器、擴展模塊(I/O擴展)、信號采集(工件狀態、密封壓力檢測)等。主控制器+擴展模塊的方式實現整個生產線生產過程控制,并且將狀態反饋回人機交互界面。
第三層為現場設備。包括各種執行器(電機、電磁閥等),現場信號采集傳感器(光纖傳感器、位移傳感器)等。
下面以TwinCATSystemManager軟件系統以及倍福伺服電機為例簡述托輪傳輸線同步控制的實現。TwinCATSystemManager系統軟件通過NC軸控制系統實現對托輪線的同步控制。
14X8+13-A國凸輪表設計如圖10所示,5X3-B國凸輪表設計如圖11所示。
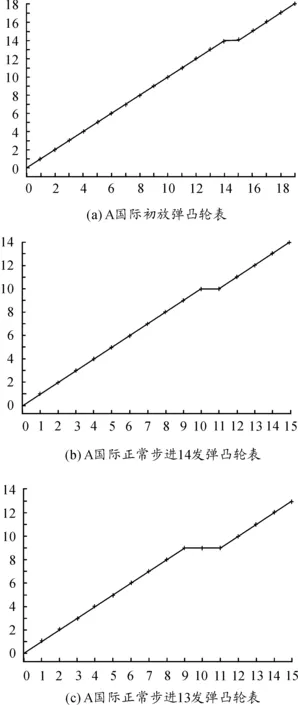
圖10 A國標放彈凸輪表設計

圖11 B國標放彈凸輪表設計
3.3傳輸線同步程序設計
托輪線和滾輪采用倍福伺服電機驅動,分別定義為3軸和1軸,其中3軸為主軸,1軸為從軸,托輪線按需求送彈排列時,滾輪同步移動。
在倍福TwinCATPLCControl軟件中,使用語句表編程,托輪線送彈程序部分代碼如下。
……
CASEnStepOF
……
4:ACamTableID:= 2; (*凸輪表號*)
bCoupleAct:=TRUE; (*耦合*)
IFCouple.bEndFlagIn=TRUETHEN
nStep:=5;
END_IF
5:AServe31Dis:= 7.5;(*移動距離*)
bMasterMoveAct:=TRUE;(*移動*)
IFMasterMove.bEndFlag=TRUETHEN
nStep:=6;
END_IF;
6:bMasterMoveAct:=FALSE;
bCoupleAct:=FALSE;(*解耦*)
IFCouple.bEndFlagOut=TRUETHEN
nStep:=7;
END_IF;
……END_CASE;
……
(*1軸3軸按凸輪表耦合*)
Couple(EN:=TRUE,bCoupleMode:=bCoupleAct,MasterScale:=0.5,SlaveScale:=1,AxisMaster:=AXIS_REF[3],AxisSlave:=AXIS_REF[1],nCamTableID:=ACamTableID);
(*1軸3軸按設定距離同步移動*)
MasterMove(EN:=TRUE,bStartFlag:=bMasterMoveAct,Distance:=AServe31Dis,Velocity:=5,bDir:=TRUE,IsAbsolute:=FALSE,DI_LimitSwitch:=FALSE,Axis:=AXIS_REF[3]);
4 結論
本文所涉及的小口徑槍彈包裝生產線采用電子凸輪控制技術,通過電子凸輪控制撥彈滾輪與托輪線,可實現撥彈滾輪與托輪線任意線性或者非線性關系同步運動,能夠更好地將成品彈整齊排布在托輪線上,實現不同彈種不同的裝盒要求,有定位精度高,設備運行速度快,平穩,無沖擊,從而使國內首條全線防爆防靜電多品種小口徑槍彈實現完全自動化、柔性化的包裝作業。
[1]馬云富.我國彈藥裝藥裝配技術現狀及發展對策[J].兵工自動化,2009(9):1-3,14.
[2]張方宇.我國彈藥生產技術和裝備發展現狀及發展對策初探[J].兵工自動化,2008(4):1-4,7.
[3]余海勇,曾云翔,史慧芳,周霞.機槍彈彈頭連續成型技術[J].四川兵工學報,2011(3):7-8,12.
[4]黃權,虞波.數字技術在某槍彈生產線合膛工序中的應用[J].兵工自動化,2010(4):52-53.
[5]劉學鵬,郝曉紅,張東升,黃曉東.電子凸輪控制器設計[J].四川兵工學報,2013(5):87-90.
[6]田相克.PMAC多軸運動控制器研究[D].蘭州:蘭州理工大學,2004.
[7]董偉良.凸輪的變異研究和電子凸輪發展[J].上海應用技術學院學報(自然科學版),2004(3):190-194.
[8]JUNQINGWANG,TSU-CHINTSAO.Repetitivecontroloflineartimevaryingsystemswithapplicationtoelectroniccammotioncontrol[J].TheAmericanControlConference,2004: 3794-3799.
[9]張海濱,李建偉.電子凸輪在煤礦提升系統中的應用[J].機械工程與自動化,2015(1):196-197.
[10]孔麗麗.基于EtherCAT波高數據采集系統的研究[D].大連:大連理工大學,2009.
(責任編輯周江川)
RollerandTLSynchronizationTechnologyinSmall-CaliberBulletPackaging
YUBo,ZHANGBo,XIAOYong,YANZhong-qing,RANSong,QINHui-sheng
(CenterofAmmunition,SouthwestAutomationResearchInstitute,Mianyang621000,China)
Inordertomeetthedemandofvariousseriesofbulletpackingbasedonassembledbulletautomaticpackaginglines,thetechnologyofelectroniccamwasadopted,andprogrammingoftherollertransmissionwasrealizedusingthesoftwarecalledTwinCAT,whichachievesreal-timesynchronizationofbulletproductsinfeedingandtransport.Besides,thenumberofbulletproductscanbeflexibletoadjust,andthediversityofthedifferenttypesofbulletproductspackagingrequirementsweregotten.
bulletpokeroller;rollertransmissionline;electroniccamcontrol;bulletpacking
2016-04-11;
2016-04-28
虞波(1966—),男,高級工程師,主要從事彈藥工藝裝備研究。
10.11809/scbgxb2016.09.003
format:YUBo,ZHANGBo,XIAOYong,YANZhong-qing,RANSong,etal.RollerandTLSynchronizationTechnologyinSmall-CaliberBulletPackaging[J].JournalofOrdnanceEquipmentEngineering,2016(9):11-15.
TJ205
A
2096-2304(2016)09-0011-05
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20
