基于鉆削力的PCB鋁基板鉆孔工藝研究
2016-10-18 03:16:32吳恒玉王志剛
電子工業專用設備 2016年9期
何 玲,吳恒玉,王志剛
(1.海南軟件職業技術學院,海南瓊海517400;2.廣東水利電力職業技術學院,廣東廣州510000;3.深圳市大族激光科技股份有限公司,廣東深圳518052)
?
基于鉆削力的PCB鋁基板鉆孔工藝研究
何 玲1,2,吳恒玉1,王志剛3
(1.海南軟件職業技術學院,海南瓊海517400;2.廣東水利電力職業技術學院,廣東廣州510000;3.深圳市大族激光科技股份有限公司,廣東深圳518052)
采用正交實驗的方法,測量不同刃長的鉆頭鉆通孔PCB板材的軸向力,研究不同刀具結構,無涂層鉆頭與有涂層鉆頭對鉆孔切削力的影響,測試出不同鉆頭,不同鉆孔工藝參數對鉆孔切削力的影響,測量出最佳工藝參數,可以有效地解決鉆孔毛刺和纏屑的問題,提高鉆孔質量。關鍵詞:鉆削力;鋁基板;工藝參數
隨著LED性能的不斷提高和價格持續降低,節能環保的LED正在逐步進入通用照明領域,加油站、地下停車場、寫字樓等商用場所已率先采用白光LED作為普通照明,未來增長非常迅速的汽車照明前景廣闊[1],如圖1、2所示。盡管LED具有許多優點,但仍面臨若干挑戰,其中最主要的兩個問題是發光效率和散熱的改善。在不同的金屬基板中,以銅材做為基板散熱性最好,它的熱傳導率高于其他金屬基板,由于銅材的密度大、價格高、易氧化且不符和基板材料向輕量化發展的趨勢,因此未被廣泛使用。鋁板盡管散熱性較銅板差,但比鋼板好很多,且密度小、質量輕,可防氧化,價格較便宜,因此它是金屬基覆銅板中用途最廣、用量最大的一種復合板材,純度可以達到99.00%以上,不含有其他合金元素,價格相對比較便宜的1000系列是最常用的一個系列[2],對于標準的FR-4印刷電路板散熱效果差,不能有效地消散LED的熱量。用它制成的PCB鋁基板,可防止在PCB上裝載的元器件及基板的工作溫度上升,也可將電源功放元件,大電路電源開關等元器件產生的熱量迅速地散發。但是,由于鉆孔過程中產生較大的熱量,使得鋁屑粘在鉆頭上無法排出,困擾鋁基板最大的問題是散熱和排屑問題。

圖1 LED車燈

圖2 LED車燈夜間照明效果
1 PCB鋁基板鉆孔中的難點
在PCB鋁基板鉆孔過程中產生的碎屑形狀不同于普通的FR-4印刷電路板,FR-4的印刷電路板的鉆孔一般是粉塵,而在鋁基板上的鉆孔是碎屑。與粉塵相比,鋁基板上的鉆孔碎屑難以被疏散,所以在PCB鋁基板鉆孔經常遇到鉆頭螺旋槽切屑堵塞,在某些情況下,鉆孔過程中必須終止,以消除堵塞的碎屑,從而大大影響了鉆孔效率和鉆孔質量[3]。
PCB鋁基板鉆孔中的另一個難點是鉆孔出口處披峰的產生,使用標準的鉆頭鉆φ1.5 mm直徑的孔,由于鋁基板塑性變形,纏屑將會導致鋁基印刷電路板產生嚴重的披峰,影響鉆孔質量,纏屑和鉆孔披峰如圖3和圖4所示。

圖3 纏屑
2 正交試驗設計
在科研和生產過程中,經常需要做多因素多水平的實驗,如果對每個因素、不同水平的相互搭配進行全面實驗,常常是困難的,甚至是不可能的[4],例如有4個因素,每個因素有3個水平,全面實驗要進行3的4次方,也就是81次,這會消耗大量人力、物力和時間,正交實驗設計就是合理的避免多余的工作,進行最具科學性的實驗。
本次試驗采用最高20萬轉速的大族數控PCB鉆孔機,如圖5、6所示,選用惠州南亞0.8 mm的無鹵素多層板,選用散熱效果很好,厚度較厚的白墊板,同時還可以將鉆頭上的鋁屑清除。

圖5 PCB鉆孔機
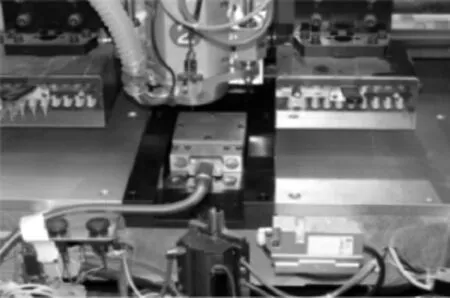
圖6 鉆削力測試
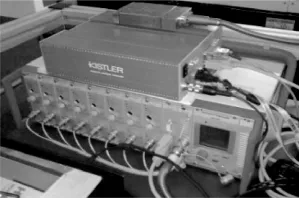
圖7 Kistler高精密微型測力系統
鉆孔切削力是非常微小且變化頻率相當高的鉆孔切削力,普通測力計無法完成測試任務,需要靈敏度高,采樣率高的測試儀器才能進行相關測試,故本測試采用Kistler高精密微型測力系統進行測試,主要有力傳感器、電荷放大器、數據采集器和力測量軟件組成,如圖7所示,Kistler高精密微型測力系統的基本參數如表1所示。
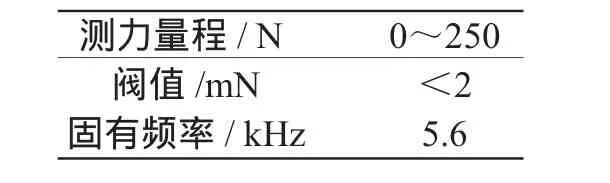
表1 Kistler高精密微型測力系統基本參數
2.1鉆頭比較試驗
試驗先固定相同的切削參數:主軸轉速S= 60 kr/min,進刀速=0.6 m/min,退刀速=10 m/min,分別選用佑能公司φ1.5 mm的長刃長、短刃長、有涂層、無涂層的刀具研究不同刃長、不同涂層對鋁基板切削性能的影響(見表2)。
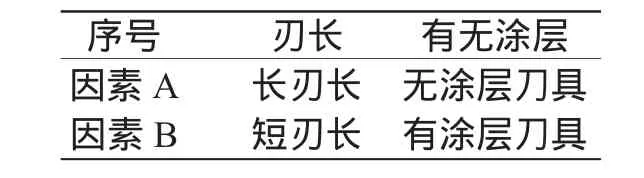
表2 正交試驗1因素
將裝配有測試鋁基板的力傳感器固定在PCB數控鉆孔機的合適位置,在PCB數控鉆孔機控制系統輸入固定的切削參數,設置好Kistler高精密微型測力系統,開啟鉆孔機鉆孔,采集z向鉆削力,對比分析,如圖8所示。
首先測量長刃長無涂層刀具的z軸切削力,如圖9所示,峰值鉆削力接近14 N左右;
再測試短刃長無涂層刀具的z軸切削力如圖10所示,峰值力接近12 N左右;
然后測試長刃長無涂層刀具的z軸切削力如圖11所示,峰值力接近10 N左右;最后測試長刃長無涂層刀具的z軸切削力如圖12所示,峰值力接近8 N左右;
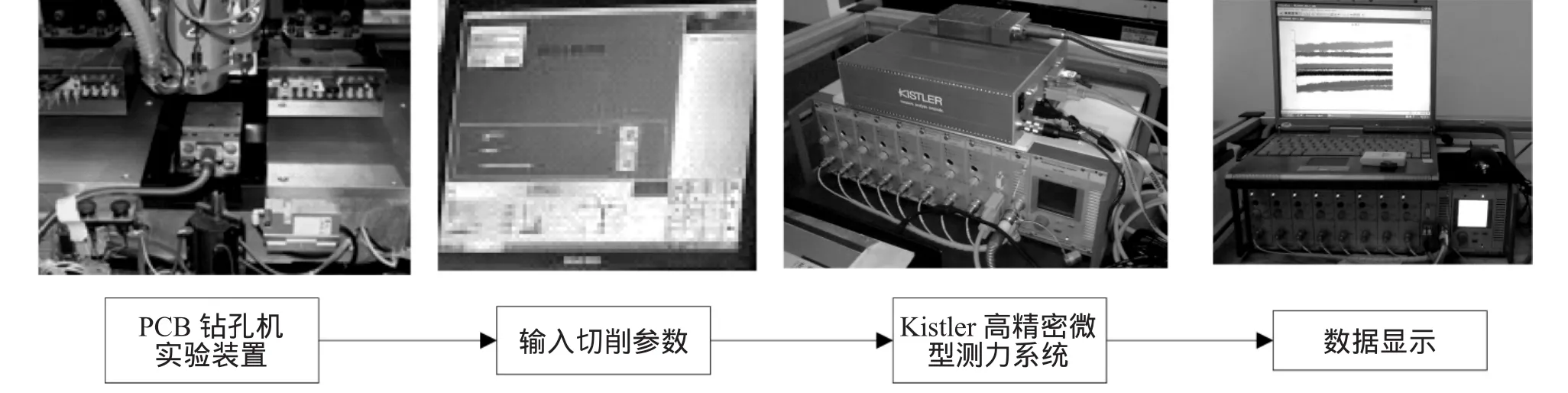
圖8 Kistler高精密微型測力流程

圖9 長刃長無涂層刀具
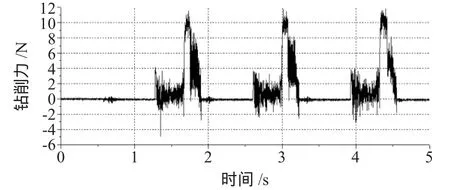
圖10 短刃長無涂層刀具
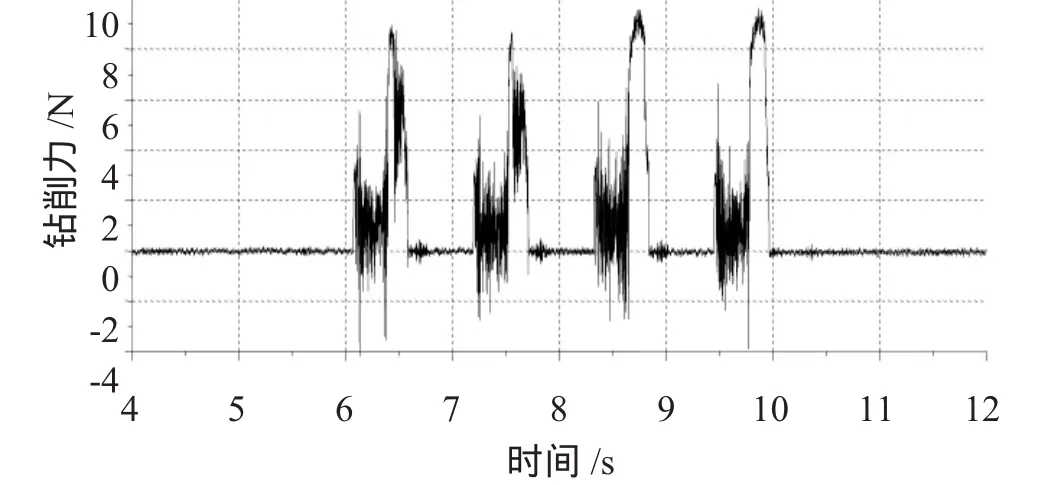
圖11 長刃長有涂層刀具
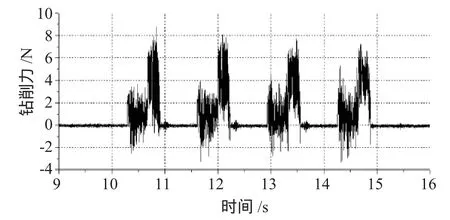
圖12 短刃長有涂層刀具
試驗結果分析:
通過不同刃長、不同涂層對鋁基板z軸切削力的測試,可以清晰地發現,短刃長有涂層鉆頭的應用,鉆削力會有明顯下降趨勢,進一步推斷通過使用短刃長涂層鉆頭可以實現鉆孔披峰最小化,提高鉆孔品質。
2.2鉆孔工藝參數比較試驗
通過鉆頭試驗,確認使用短刃長的有涂層刀具鉆孔品質較好,進行工藝參數對鋁基板切削性能的影響,鉆孔最主要的工藝參數是轉速和進刀速,切削速度是指鉆頭外徑的線速度,其計算公式:Ve=πDN/1000,式中:D為鉆頭直徑,N為主軸轉速,當鉆頭直徑確定后,切削速度由主軸轉速決定,根據鉆頭的磨損情況可以判斷切削速度是否恰當,如果橫刃磨損太快,表明切削速度太低。如果主切削刃靠近外徑之處磨損太快,表示切削速度太高,理想的切削速度是鉆頭橫刃與主切削刃磨損相同的速度。鉆頭磨損量隨主軸轉速的增加總體呈下降趨勢,這是因為主軸轉速的增加使得單位時間內刀具參與切削的頻率增加,但同時隨著主軸轉速的增大,其切削力在逐漸減小,對刀具表面的磨損相對降低,因此在刀具磨損量上表現為總體呈下降趨勢;但另一方面主軸轉速太大則摩擦熱產生的時間就短,摩擦熱來不及向切屑和刀具內部傳導,從而使切削溫度升高,使刀具磨損加快;同時,切削速度的增加,使刀刃與纖維的接觸壓力增大,使刀具磨損速度加快[5],因此,需要實驗合理的轉速和進刀速。
表3 正交試驗2因素
同樣采用圖8所示的微型測力系統測試結果如表4所示。
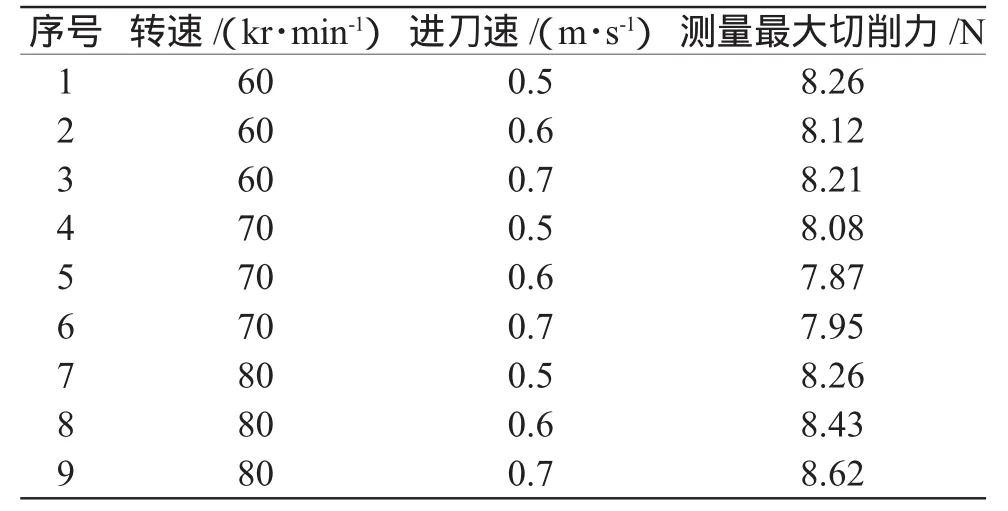
表4 不同工藝參數切削力測試結果
以最小鉆削力判斷,選擇轉速為70 kr/min,進刀速為0.6 m/s的工藝參數為最理想的鉆孔工藝參數。利用短刃長有涂層鉆頭在一臺數控鉆床上進行了鉆孔試驗,鉆孔后的鉆頭和鋁基板如圖13、14所示。鉆頭無纏屑,鉆孔無披峰,披峰一般用切片的方法測量孔壁粗糙度,用切片的方法測量孔壁粗糙度最大為24 μm,可以達到行業需求的35 μm以內,如圖15所示。

圖13 鉆頭無纏屑
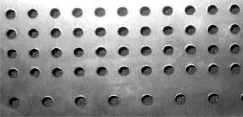
圖14 鉆孔無披峰
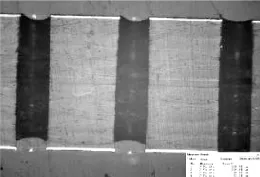
圖15 孔壁粗糙度測試
3 結束語
在分析鋁基板鉆孔難點的基礎上,試驗出短刃長有涂層的刀具,鉆削力具有明顯下降趨勢,用正交試驗的方式,以鉆削力最小為判定標準,測量出最理想的鉆孔工藝參數,可以解決鋁基板鉆孔過程的鉆頭纏屑,降低披峰,達到行業標準要求,提高鉆孔品質。
[1] 趙悟省.LED應用滲透率加大 照明將成終極市場[EB/OL].http://www.qianjia.com/html/2012-09/17_72881. html.
[2]Sharron Starr(2010).Taking the pulse of the electronics industry:highlights of recentIPC studies[Z].IPC Electronics Industry Executive Summit.
[3] 祝大同.印制電路用覆銅箔層壓板新技術[M].北京:中國水利水電出版社,2006.
[4] 孫艷紅,楊兆軍,張立新,等.基于鉆削力的微鉆頭破損特征量的提取[J].機械制造,2006,44(8):50-52.
[5] 付連宇,余振超,屈建國,等.PCB微鉆有限元分析的幾個關鍵問題[C].2006中日電子電路秋季大會-國際PCB技術/信息論壇,paper A-001.
Drilling Technology Research of PCB Aluminum Substrate Based on Drilling Forces
HE Ling1,2,WU Hengyu1,WANG Zhigang3
(1.Hainan college of software technology,qionghai 517400,China;2.Guangdong Technical College of Water Resources and Electric,Guangzhou 510000,China;3.Han's laser Technology Co.,Ltd,Shenzhen 518052,China)
In this paper,we orthogonal experimental measurements of different blade length of drilling through-hole PCB plate axial forces to study the structure of different tools,uncoated drill coated drills and have influence on the drilling forces,testing different drills,different drilling effect of technological parameter on the drilling forces,measure the optimum technological parameter,By employing the presented solution,the problems of drilling burr and chip clogging can be avoided in aluminum substrate drilling and improve the quality of drilling.
Drilling forces;Aluminum substrate;Technological parameter
TN605
A
1004-4507(2016)09-0038-05
何玲(1980-),女,河南省駐馬店人,碩士研究生,副教授,現從事機械電子的教學和研究工作。
2016-06-01
名稱及編號:2014年海南省自然科學基金項目(614239);
