一種注塑模冷卻水道設計
2016-09-26 09:21:26何雪冰
裝備制造技術 2016年7期
何雪冰
(湘電風能有限公司,湖南 湘潭411102)
一種注塑模冷卻水道設計
何雪冰
(湘電風能有限公司,湖南 湘潭411102)
在采用注塑模制造注塑件的過程中,冷卻水道的設計直接影響到注塑件的注塑質量和生產效率。設計了一種注塑模冷卻水道,利用計算機輔助工程設計CAD/CAE技術,輔以Moldflow軟件進行模流分析,得到分析數據,最終確定設計方案。
注塑模;冷卻水道;模流分析
模具溫度是指成型中模具型腔內測得的溫度。在塑料的成型過程中,模具溫度是影響塑件質量的最主要因素。模具溫度過高,塑件的收縮率增大,且脫模后塑件變形率大,還容易出現粘模和溢料等現象;若溫度過低,則熔體流動性差,易出現短射、機械強度不足等現象[1]。因此,適宜的模具溫度是保證塑件質量和生產要求的關鍵指標。而模具溫度由模具溫度調節系統調節,包括冷卻和加熱。本文只針對大多數流動性好、要求較低模溫的冷卻調節系統進行討論,設計、制造出一種能實現均一、高效的注塑模冷卻水道。
1 冷卻水道的設計原則
冷卻水道的設計原則[2]如下:
(1)動、定模具要分別冷卻,保持冷卻平衡,同時盡量保證塑件的收縮均勻。
(2)孔徑與位置,一般塑件越厚孔徑越大。
(3)冷卻水孔的數量越多,孔徑越大,塑件的冷卻效果越均勻。
(4)冷卻水道可以穿過模板與鑲塊的交界面,但不能穿過鑲件與鑲件的交界面,以免漏水。
(5)冷卻水管距離型腔表面的距離盡可能相等。當塑件壁厚均勻時,冷卻水管與型腔表面最好距離相當;但當塑件壁厚不均勻時,厚處冷卻水道與型腔表面的距離應近一些,間距也應適當小些。
(6)澆口處應加強冷卻。澆口附近溫度最高,距離澆口越遠,溫度越低。因此,附近應加強冷卻,最好把冷卻水道的入口設置在澆口附近。
(7)冷卻水道的出入口溫差應盡量小。如果進水與出水的溫差過大,將會使模具的溫度分布不均勻,一般情況下進水與出水的溫差不超過5℃.
(8)冷卻水道應沿著塑料收縮方向設置。對于聚乙烯、聚苯烯等收縮率大的塑料,冷卻水道應盡量沿著塑料收縮的方向設置。
(9)塑件上的冷卻水道不能布置在易產生熔接痕的地方。
(10)冷卻水道應避免與模具上的其他機構發生干涉現象。
2 基于模流分析的冷卻水道設計
2.1冷卻水道的初步設計
此塑件的平均壁厚為1.99 mm,壁厚并不是均勻分布的,因此,冷卻水道的分布要依據塑件壁厚靈活分布。此模具中8根直徑為φ8 mm直通式冷卻水道,具體分布情況如圖1所示。
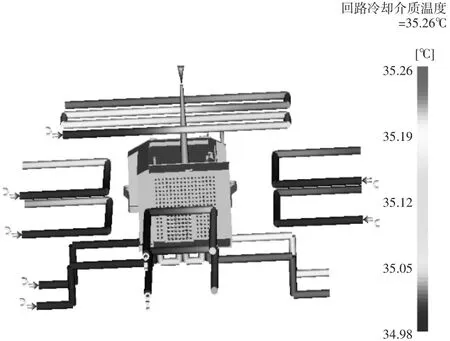
圖1 冷卻水道分布
2.2冷卻水道的模流分析
通過模流分析軟件Moldflow對初步設計的冷卻水道進行進一步的分析,看初步設計是否符合實際。由圖2回路介質溫度變化圖可知,進出口水溫相差沒有超過5℃,因此冷卻系統符合要求。
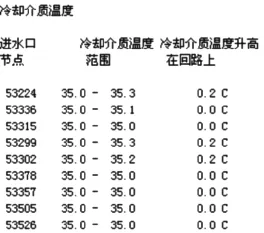
圖2 回路介質溫度變化
2.3冷卻后注塑件與模具溫度
在通入35℃冷卻水冷卻之后塑件頂出時,塑件和模具的溫度如圖3和圖4所示。模具溫度是指成型中模具型腔內測得的溫度,是型腔內溫度分布均勻的一個重要指標。注塑件不同部位的溫度差異,特別是型芯和型腔溫差較大時會引起制品翹曲,從而延長了制品的成型周期。如果注塑件上存在過熱點或過冷點,應重新排布冷卻水道,使注塑件的整體溫差比冷卻液入口處的溫度低10℃~20℃.當注塑件的整體溫差較小時,可以使制件不同部位的收縮率趨于一致,這樣可以有效減少塑件的翹曲變形量。由圖3、4中可以看出塑件的最大溫差大概10℃左右。
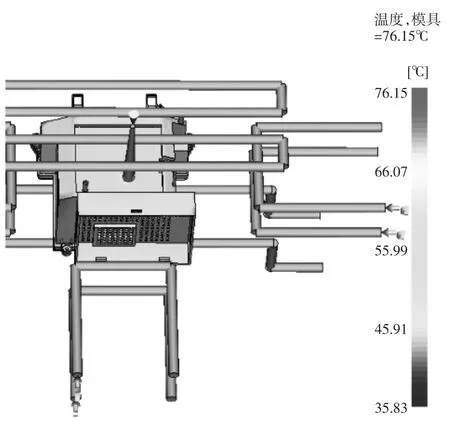
圖3 制品溫度
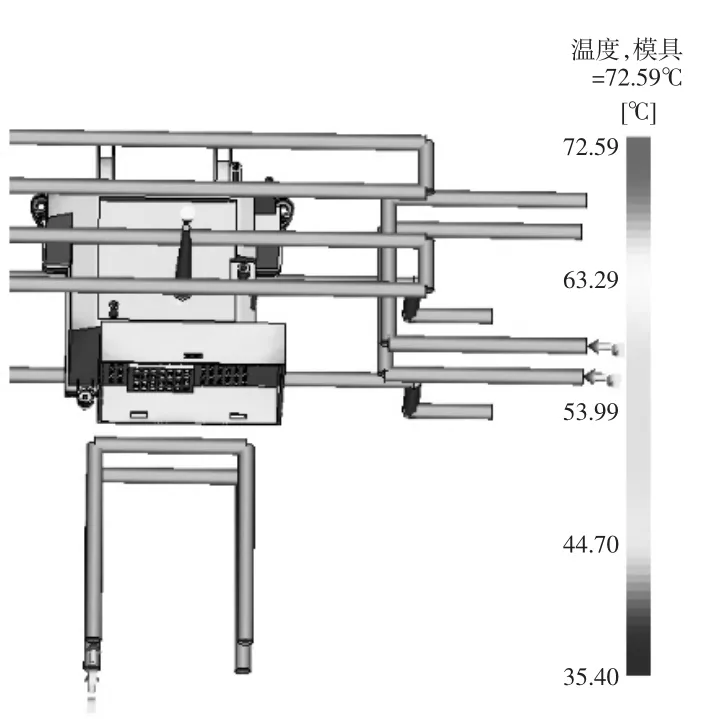
圖4 模具溫度
2.4冷卻頂出時間和水道壁溫度[3]
從冷卻水進入水道到制件達到推薦頂出溫度所需時間圖及管壁溫度如圖5、圖6所示,管壁的溫度范圍比較大,差不多有5℃,溫度升高最明顯的地方出現在隔水板的上方。由于制品的底部靠近熱嘴,且在深腔的底部,所以熱量集中,需加強冷卻。拐角部分冷卻較慢,后部正方箱體散熱較快,其他部分散熱速度都差不多。為了提高生產效率,縮短成型周期,可以不必等到這些部位完全冷卻,只要制品整體強度足夠,即可開模頂出,但頂出后需保證制品尺寸的穩定性。

圖5 回路管壁溫度
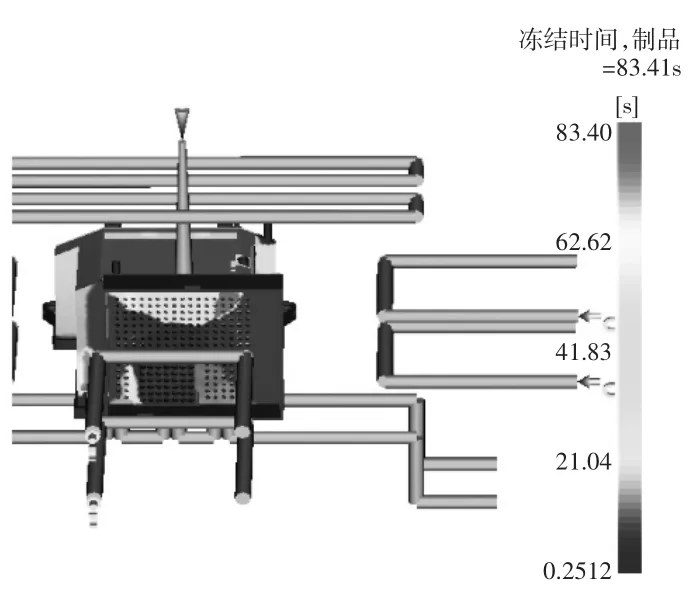
圖6 凍結時間
2.5塑件翹曲變形量仿真分析
針對以上冷卻水道設計方案,通過moldflow翹曲變形分析進一步驗證其可行性。翹曲分析結果如圖7所示。由圖中可知,塑件成型后最大變形量為0.777 5 mm,最小為0.011 0 mm.要獲得更理想的效果,可考慮從以下方面繼續改進:(1)加強轉角處的冷卻,減小制品的溫差,縮小高溫區域的面積;(2)優化冷卻管道的布局,使制品內部應力均勻釋放。
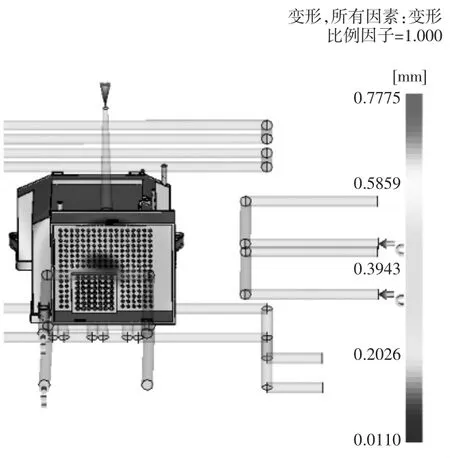
圖7 總變形
3 結束語
影響注塑成型質量的工藝因素很多,要獲得穩定性能好、質量高的塑件,必須綜合考慮模具設計方案及材料流動性能的影響,而冷卻系統的布局在模具設計方案中顯得尤為重要。本文在遵循冷卻水道設計原則的基礎上,設計了一種注塑模冷卻水道,并通過moldflow翹曲變形分析進一步驗證了該設計方案的可行性。
[1]殷燕芳.Moldflow在降低塑件翹曲變形中的應用[J].機電工程技術,2014,43(06):24-28.
[2]蘇 君.塑料杯注射模設計[J].模具設計,2010,8:82-84.
[3]項輝宇.注塑過程CAE及其對模具與工藝設計的作用[J].山東大學學報(工學版),2004,34(2):27-30.
An Injection Mould Cooling Channel Design
HE Xue-bing
(XEMC Windpower Co.Ltd.,Xiangtan Hunan 41102,China)
The design of the cooling channels has a direct effect on quality and productivity of injection molded part.This paper introduces the design of injection mould cooling channel,and it is eventually identified by using the computer aided soft of CAD/CAE and Moldflow analysis data.
injection mould;cooling channels;moldflow analysis
TG76
A
1672-545X(2016)07-0065-02
2016-04-17
何雪冰(1979-),男,湖南郴州人,學士,工程師,主要從事機械工藝設計及模具設計研究。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36