一種小型雕刻機低成本實現閉環控制方案的研究
2016-09-26 09:21:12盧桂萍賴坤鈺宋圳基
裝備制造技術 2016年7期
關鍵詞:單片機
盧桂萍,賴坤鈺,宋圳基,孫 妍
(北京理工大學珠海學院工業自動化學院,廣東 珠海519088)
一種小型雕刻機低成本實現閉環控制方案的研究
盧桂萍,賴坤鈺,宋圳基,孫妍
(北京理工大學珠海學院工業自動化學院,廣東 珠海519088)
介紹了一種小型雕刻機低成本實現閉環控制的方案,通過在運動部件上固定同步帶一端,編碼器輸入軸上安裝同步輪,同步帶與同步輪嚙合實現傳動,從而實現編碼器對運動部件的位置信息檢測的方法實現反饋。通過主控單片機的程序算法根據編碼器信息對步進電機進行實時調節從而實現閉環控制,最終可以以低成本實現閉環控制。相比于行業上常用的光柵尺和磁柵尺作為位置檢測傳感器,與伺服電機組成閉環控制的方式,所介紹的閉環控制方案在成本上有極大的優勢。
雕刻機;閉環控制;低成本;同步帶
雕刻機作為一種加工設備,其精度和精度穩定性需在各種加工工況下得到保證,才能實現高精度的加工。而市面上在售的小型雕刻機常用的驅動單元為步進電機和伺服電機,傳動方式為滾珠絲杠螺母副或齒輪齒條副,其所能實現的控制方式只是開環或者半閉環控制,在進給過大或者意外撞擊時發生有可能會發生丟步或者機構形變導致產生加工誤差,而這些誤差的產生并不能由雕刻機的控制器檢測到,所以這些誤差是不可控的而且不能作任何的補償[1-2]。行業里常用的有光柵尺和磁柵尺作為位置檢測傳感器,與伺服電機組成閉環控制,這兩種方案可以實現高精度的檢測,但是造價成本高,不適宜應用于低成本的小型雕刻機上[3],本文介紹一種低成本的閉環控制方案,采用步進電機和編碼器組成的閉環控制方式。圖1所示為全自動雕刻機。

圖1 本文設計的雕刻機
1 原理
實現閉環控制則需要直接檢測運動部件的位置信息,本文所采用的方法為編碼器和同步帶組合,具體實現方案是將同步帶固定在運動部件上,編碼器輸入軸上安裝有同步輪,同步帶與同步輪嚙合實現傳動,從而實現編碼器對運動部件的位置信息檢測[4-5],如圖2所示。
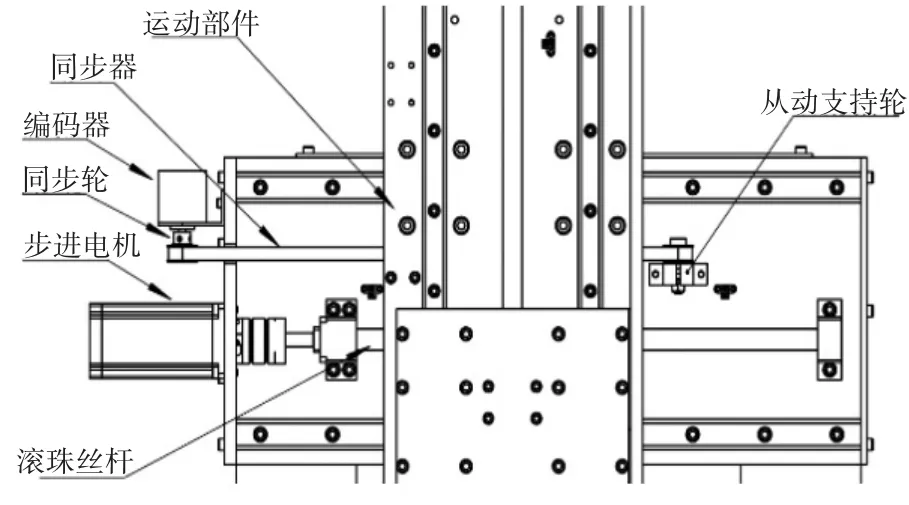
圖2 Y軸閉環結構示意
1.1編碼器控制方法
編碼器以歐姆龍E6B2-CWZ6C為例,該編碼器的分辨率,共有3路信號輸出,分別為A相、B相、Z相,其中A相和B相每旋轉一周都會輸出2000個脈沖,而且兩路信號間隔,T為1圈360°,可以根據A相和B相的信號先后確定旋轉方向,Z相為每旋轉一圈則輸出1個脈沖,如圖3所示。
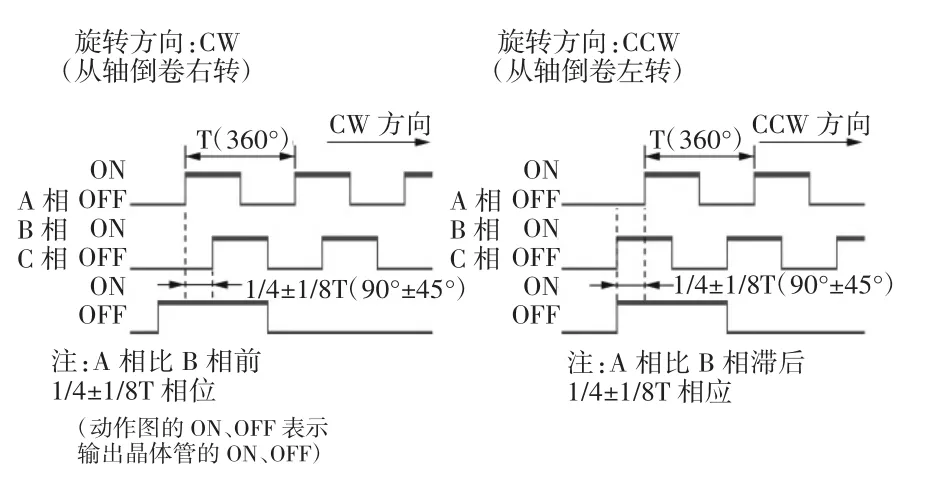
圖3 編碼器信號定義
1.2同步輪設計
同步輪選用型號為為HTD-3M,齒數為22的同步輪,其外徑d0=20.25 mm,選用的同步帶的厚度h0=0.5 mm,則可知該結構可對運動部件實現的分辨率為:

≈0.032 6 mm/p
控制核心選用意法半導體生產的STM32F217單片機,利用單片機的定時器功能中的正交編碼模式對編碼器輸出的脈沖進行計數,配置其計數模式為TIM編碼模式3,即對所有邊緣都進行計數,所以編碼器每旋轉1/2 000圈單片機則可以捕獲4個有效信號,所以2 000P/R的編碼器可以實現4倍頻的檢測,即8 000 P/R的分辨率,那么最終該結構和單片機的組合可以實現的分辨率為:
P1=P×1/4=0.008 15 mm≈0.032 6 mm/p
2 獲取位置信息
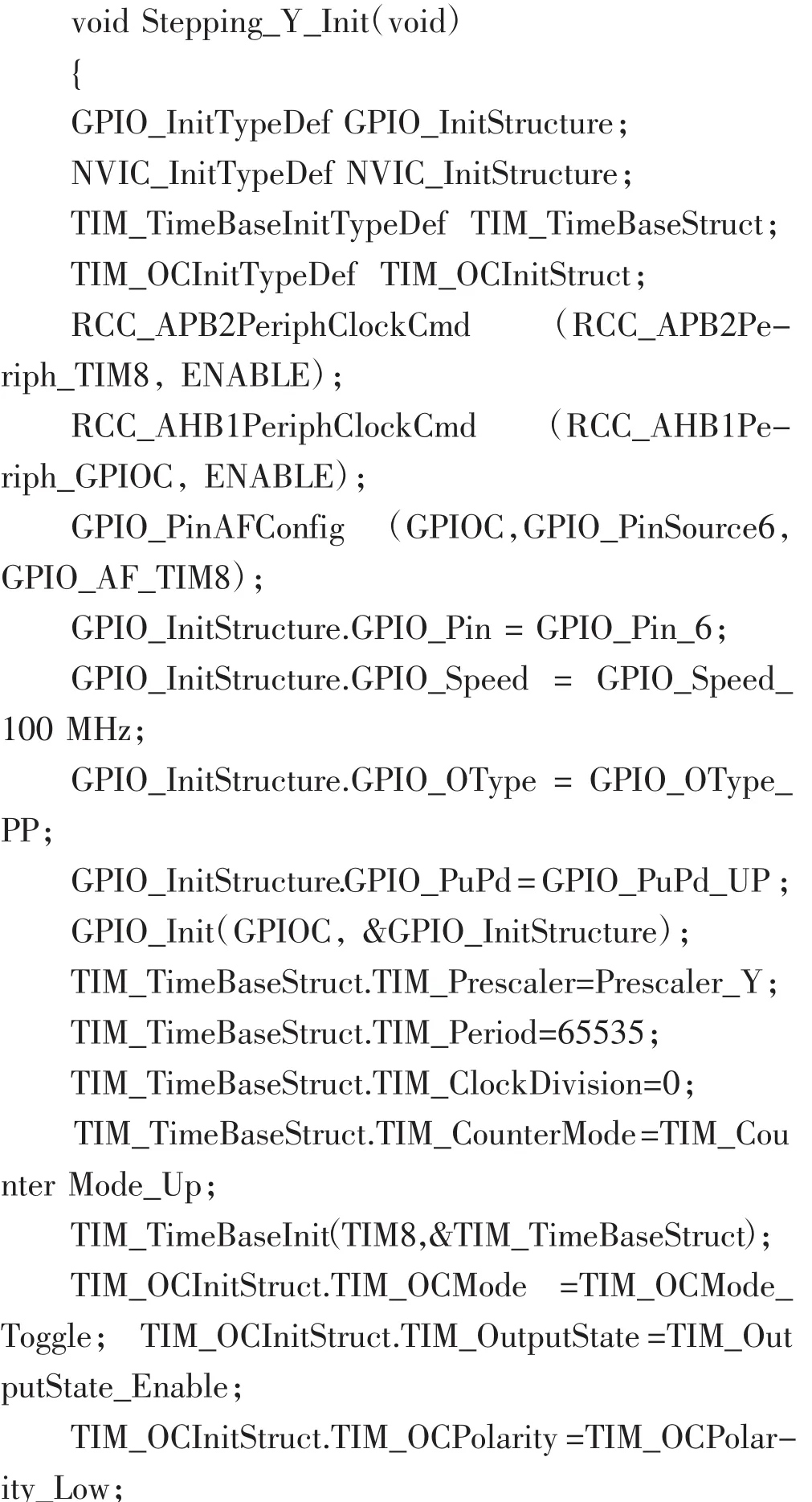
以STM32F217單片機為例,共有14個定時器,其中有8個定時器可用于正交編碼計數,分別為:TIM1、TIM2、TIM3、TIM4、TIM5、TIM8、TIM9、TIM12;有10個定時器可用于脈沖輸出用于步進電機的驅動,分別為:TIM1、TIM2、TIM3、TIM4、TIM5、TIM8、TIM9、TIM10、TIM11、TIM12、TIM13、TIM14.以小型四軸雕刻機為例,單片機需要完成4個軸的步進電機驅動和4個編碼器脈沖的獲取,所以需要分配單片機的內部定時器資源,定時器TIM1、TIM8、TIM10、TIM11用于輸出頻率可變的脈沖,用于驅動步進電機,定時器TIM2、TIM3、TIM4、TIM5用于獲取編碼器信息。以Y軸的定時器TIM2為例,將其配置為正交編碼模式,觸發模式為上下邊沿觸發,那么編碼器的A相和B相在編碼器旋轉1/2 000圈時就可以完成對單片機4次觸發,可以實現編碼器的4倍頻檢測,從而提高反饋系統的分辨率進而提高閉環精度,定時器TIM2的初始化設定程序如下。


編碼器正轉時TIM->CNT的值就會在初始值3000的基礎上累加,反轉是則會減去相應的數值,通過定期讀取TIM->CNT的值就可以知道Y軸在這段時間內實際移動的距離,其余3個軸也是同樣的操作。
3 步進電機驅動
以Y軸動單元為例,選用57步進電機作為動力單元,步距角為1.8°,DM542步進電機驅動器,細分選擇為2 000 p/r,即每輸入2 000個脈沖,步進電機就旋轉1圈,輸入1個脈沖就步進電機就完成相應角度的旋轉,移動部件的位置由脈沖量確定,而速度則是有前后兩個脈沖的間隔時間即脈沖頻率來確定,那么單片機通過輸出脈沖數和脈沖頻率可調的脈沖來實現對各個軸的控制,以Y軸的定時器TIM8為例,通過程序將其配置為PWM輸出模式,并且將輸出管腳映射到PC6,將PC6管腳通過電氣連接到Y軸步進電機驅動器的脈沖輸入端即可通過程序來控制Y軸的步進電機,其配置程序如下[6]。
通過函數void Stepping_Motor_Y(uint8_t dir_y,uint32_t pul_y,uint32_t amount_y)來對Y軸的電機進行控制,參數dir_y設定電機的不使能或者正反轉,參數pul_y設定脈沖的頻率即電機旋轉的速度,參數amount_y設定本次輸出脈沖的總數即運動部件的位移,以小型四軸雕刻機為例,單片機驅動四個軸的步進電機的思路為:根據每1條G代碼或者其它的數控的移動指令解析成每個軸所需的移動量以及移動速度,通過類似的設定函數配置好每個軸的參數,然后根據4個軸中最先需要移動的軸為基準,對該軸的的輸出脈沖進行計數,等該軸輸出到相應脈沖量后啟動其他的軸,可以準確的分配不同的軸的啟動時間,完成不同軸的插補順序,驅動程序如下。

4 閉環處理
步進電機是開環控制單元,單片機輸出脈沖給驅動器后不能得知步進電機是否發生丟步,所以就引入了編碼器和同步帶搭配的位置檢測方案,單片機根據編碼器獲取的位置信息對步進電機的脈沖數進行動態調節,對丟步進行補償,以及對機構進行保護[7-8]。
閉環控制一般有兩種:一是固定閉環周期的閉環控制,二是動態閉環周期的閉環控制。固定閉環周期的閉環控制是在固定的周期內根據反饋環的反饋信息對控制換進行調節,以實現閉環控制[9],但是本文所介紹的小型雕刻機各軸的速度區間范圍較大,如果閉環周期較長則會降低運動部件在低速運動時的閉環精度,如果閉環周期較短,可以滿足低速時的閉環精度,但是會一直消耗單片機的寶貴的處理能力,而且并不是所有的運動都需要這么短的閉環周期。所以選擇動態閉環周期的閉環控制方式,動態的周期的根據輸出相應的脈沖量后進行閉環控制調節,在低速和高速時都可以保證閉環精度,并且不會導致單片機處理量的浪費,而且也可以根據不同分辨率的編碼器以及傳動機構快速改變閉環精度[10]。以Y軸移動部件為例,采用的傳動方式為步進電機通過雙膜片式聯軸器以絲桿連接,傳動比為1:1,絲桿型號為1605,導程Ph0=5 mm/r,可以得知每個脈沖所對應Y軸運動部件的位移量為:

4×0.002 5=0.01 mm
5 結束語
經過上面論證和實際加工運行驗證,本文介紹的閉環控制方案的閉環的精度可以滿足小型雕刻機的加工精度,相比于單純用步進電機的開環控制有著不可比擬的精度穩定性,相比于市面上采用光柵尺或者磁柵尺的雕刻機在成本上更加競爭優勢。
當然,本方案也存在一些不足之處有待完善,如不能用在大型機床上,避免長距離的同步帶由于自身重量在垂直方向上有誤差,同時本方案在小型雕刻機上有著更為廣闊的應用空間,例如機械間隙提前補償等,也可以用于任意直線運動的閉環控制,或者拓展為減速后的多圈旋轉運動的閉環控制。雕刻機實物如圖4所示。

圖4 雕刻機實物
[1]Spencer BF and Nagarajaiah S.State of the art of structural control[J].Journal of Structural Engineering 2003,129(7): 845-856.
[2]Jung HJ,Spencer BF,Ni YQ and Lee IW.State-of-the-art of semiactive control systems using mr fluid dampers in civil engineeringapplications[J].StructuralEngineeringand Mechanics,2004,17(3-4):493-526.
[3]Ploplys NJ,Kawka PA and Alleyne AG.Closed-loop control over wireless networks[C].IEEE,2014.
[4]Control Systems Magazine[J].2004,24(3):58-71.
[5]Wang Y,Lynch JP and Law KH.Design of a low-power wireless structural monitoring system.
[6]for collaborative computational algorithms.Proceedings of the SPIE-The International Society for Optical Engineering[M]. San Diego,CA,USA,2005:106-117.
[7]王建強,潘王琴,張棉好.基于Mach3的開放式數控車床系統換刀宏程序開發[J].制造業自動化,2012,(05):63-64.
[8]王建強.基于Mach3的經濟型數控銑床試驗臺的研發[J].新技術新工藝,2012,(01):4-5.
[9]錢紹祥.基于ARM的三維雕刻機控制系統設計[D].鎮江:江蘇大學,2007.
[10]李法新.基于CAD/CAM的數控加工自動編程系統的設計[D].陜西:西北工業大學,2002.
Research on Low-Cost Implementation of Closed-loop Control Program for a Small Engraving Machine
LU Gui-ping,LAI Kun-yu,SONG Zhen-ji,SUN Yan
(School of Mechanical Engineering,Beijing Institute of Technology,Zhuhai Guangdong 519088,China)
The low cost closed-loop control program for a small engraving machine is introduced in this paper. Synchronous belt and synchronous wheel complete gear transmission Based on the moving parts and fixed belt is installed on the shaft encoder input synchronous wheel.So as to realize the feedback method of detecting position information of the moving parts of the encoder.Through the program the microcontroller control algorithm according to the encoder information to the stepper motor control to achieve real-time closed-loop control,the final closedloop control can be achieved at low cost.Compared to the industry commonly used grating and magnetic grating as a position detection sensor,and servo motor closed-loop control method,the closed-loop control scheme introduced here has great advantages in cost.
engraving machine;closed-loop control;low cost;synchronous belt
TP24
A
1672-545X(2016)07-0031-04
2016-04-07
廣東省“千百十”人才培養工程
盧桂萍(1976-)女,吉林東遼人,碩士學位,副教授,研究方向為虛擬現實與網絡化制造,機電一體化。
猜你喜歡
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年11期)2019-07-04 00:34:48
電子制作(2019年9期)2019-05-30 09:42:02
電子制作(2018年12期)2018-08-01 00:48:04
電子制作(2017年9期)2017-04-17 03:00:53
電子制作(2017年19期)2017-02-02 07:08:27
電子制作(2016年21期)2016-05-17 03:52:51
電子設計工程(2015年15期)2015-02-27 12:07:30
電子設計工程(2015年8期)2015-02-27 12:05:36