基于宏程序橢圓弧面螺紋編程與加工
2016-09-26 09:21:50魏雅麗
裝備制造技術 2016年7期
楊 旭,魏雅麗
(四川科技職業學院 機電工程系,四川 成都611745)
基于宏程序橢圓弧面螺紋編程與加工
楊 旭,魏雅麗
(四川科技職業學院 機電工程系,四川 成都611745)
為解決橢圓弧面螺紋的手工編程加工技術難題,分析非圓曲線直線逼近法節點計算的方法,運用等間距直線段逼近法,解決橢圓的編程問題。根據走刀路線設計出通用性強的橢圓弧面螺紋宏程序。宏程序為零件的加工提供技術支持,大大減小橢圓弧面螺紋的編程計算工作量,具有廣泛的推廣使用價值和學術價值。
橢圓弧面;宏程序編程;螺紋
目前數控技術比賽、實際生產中經常會出現曲線的加工,為了解決這一問題,需對曲線進行數據點的密化求出曲線各點坐標。然后應用數控系統常用指令直線段或圓弧段逼近非圓曲線。直線段逼近,數學處理較簡單;圓弧段逼近,數學處理過程比直線段逼近要復雜一些。綜合考慮算法實現的難度和加工精度,本文采用直線段逼近法進行手工編程,而不采用圓弧段逼近,很好地解決了曲面加工問題,具有廣泛的實用價值。
嚴亞萍[1]對橢圓面上圓弧螺紋的編程方法進行研究,為數控技術比賽和實際生產中解決此類問題提供了依據。助理實驗師計小輩[2]通過研究參數化編程解決橢圓弧面螺紋的加工。碩士呂孝敏[3]對二次曲線的擬合進行了分析,探索二次曲線加工的精度控制,解析各類二次曲線的宏程序加工。碩士吳志光[4]通過對FANUC 0i系統宏程序在二次曲面離散逼近算法進行深入研究,通過宏程序成功實現常見的二次曲面的離散逼近插補,在研究成果基礎上進行典型試驗,取得了圓滿成功。碩士王宇飛[5]對NURBS曲線的擬合算法,進、退刀路算法,三維復雜曲面算法進行分析,建立了適用于高速銑削的算法模型。通過此次研究,開發出若干項適合高速銑削的宏程序模塊,并編寫出大量實用的宏程序,編成庫文件。
1 非圓曲線直線段常用逼近算法的實現
直線段逼近非圓曲線包括等間距法、等角度法、等程序段法和等誤差法等四種。常用的逼近法有等間距法、等角度法。
1.1等間距直線段逼近法的計算
將某一坐標軸劃分成許多相等的間距,如圖1所示,沿X軸方向取Δx為等間距長,根據已知曲線方程y=f(x),可由xi求得yi,求得一系列節點。操作步驟如下所示。
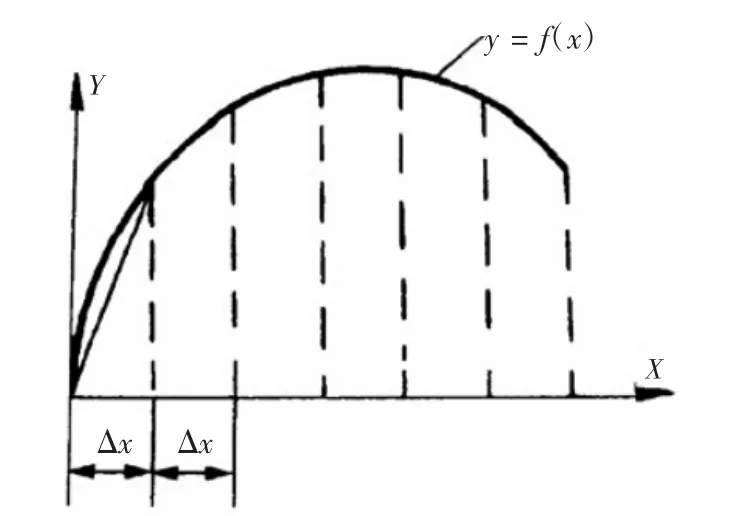
圖1 等間距直線段逼近法
(1)已知方程y=f(x),根據等間距Δx求出xi,將xi代入y=f(x)即可求得一系列yi;
(2)(xi,yi)即為每個線段的終點坐標,以該坐標值或對應的刀心坐標值編制直線程序段;
(3)重復步驟(1)、(2)直至逼近插補結束。
1.2等夾角直線段逼近法的計算
二次曲線方程往往可以寫成參數方程形式,在很多情況下均以夾角作為參數,對此,可以優先考慮等夾角直線段逼近的算法。如圖2所示,根據二次曲線參數方程為,由θi求得xi、yi,從而求得一系列節點。操作步驟如2所示。
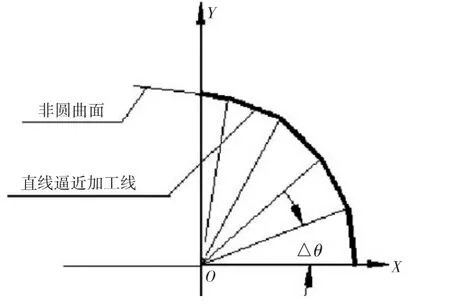
圖2 等夾角直線段逼近法
(1)定允許的步長△θ,使得在逼近過程中確保δ≤δmax.
(3)根據給定夾角△θ求出極角θi,將極角θi代入求得系列點(xi,yi);
(4)點(xi,yi)即為每個逼近線段的終點坐標;
(5)重復步驟(3)、(4)直至逼近插補結束。
2 工藝分析
如圖3所示為橢圓弧面螺紋零件,本次采用Siemens801數控車床進行加工,左端為一個臺階軸表面粗糙度為Ra3.2 um,右邊是一個長半軸為5 mm,短半軸為4 mm的橢圓螺紋。用毛坯切削循環指令LCYC95進行加工,車削左端φ24、φ16臺階軸,可以簡化程序。然后用一個開口套夾持φ16臺階,先控制零件總長度100 mm,再毛坯切削循環指令LCYC95車削右端φ22的臺階軸,切φ18×10的槽,最后用宏程序編程加工橢圓弧面螺紋。
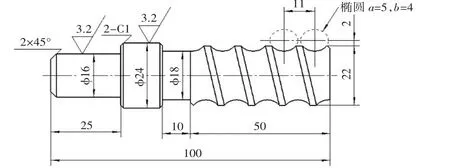
圖3 橢圓弧面螺紋零件圖
3 橢圓編程思路設計及效果
3.1編程思路及宏程序
圖上未標注出任何角度,用橢圓參數方程編程較困難,所以用橢圓標準方程進行編程。橢圓弧面進行車削加工,橢圓標準方程轉變成數控車上的方程即為,把x表達出,方程變形為,開平方后.以等間距直線段進行逼近,Z軸每次遞減0.03,沿Z軸方向取△z為等間距長求出zi,將zi代入即求得一系列xi.橢圓弧螺紋加工程序如下。

3.2加工結果
如圖4所示為橢圓弧面螺紋零件實物圖。采用宏程序進行編程,簡化數控程序,減少編程時坐標尺寸的計算,程序通用性增強。通過檢測零件全部尺寸達到圖樣要求,加工效率高。

圖4 零件加工效果圖
4 結束語
本文通過等間距直線段逼近法解決橢圓弧面螺紋二次曲面的編程加工,精度達到圖樣要求。運用宏程序完成規則復雜二次曲面的數控加工。宏程序的簡潔嚴密,使其通用性極強,具有極好的易讀性和易修改性,避免復雜的數學計算、誤差減少、程序簡化,大大提高了編程效率。其具有廣泛的實用價值。
[1]嚴亞萍.橢圓面上圓弧螺紋的編程方法[J].機械工程師,2011,(11):93-94.
[2]計小輩,王麗敏.橢圓弧面螺紋的參數化編程與加工[J].刑臺職業技術學院學報,2009,26(1):90-92.
[3]呂孝敏.基于宏程序的二次曲線數控加工[D].合肥:合肥工業大學,2010.
[4]吳志光.基于fanuc 0i系統宏程序在二次曲面銑削加工中應用研究[D].合肥:合肥工業大學,2010.
[5]王宇飛.高速銑削的宏程序研究與應用[D].重慶:重慶理工大學,2009.
Elliptic Arc Thread Programming and Processing based on Macro Program
YANG Xu,WEI Ya-li
(University for Science and Technology,Chengdu Sichuan 611745,China)
For manual programming processing to solve the technical problems of elliptic arc thread.In this paper,the method of calculatinglthe nodal calculation of the non circle curve line is analyzed,by using equal interval linear approximation method,the programming problem of ellipse is solved.According to the tool path design of universal elliptic arc thread macro program.Macro program for machining provide technical support,greatly reduce the ellipse arc thread programming calculation workload,has wide popularization and use value and academic value.
elliptic arc;macro program;thread
TG62
A
1672-545X(2016)07-0149-03
2016-04-08
楊旭(1985-),男,四川遂寧人,本科,講師,研究方向:機械制造自動化及數控技術應用。