內螺紋銅管線性缺陷成因及預防
2016-09-25 00:46:23趙國鋒
河南科技 2016年9期
趙國鋒
(金龍精密銅管集團股份有限公司,河南 新鄉 453000)
內螺紋銅管線性缺陷成因及預防
趙國鋒
(金龍精密銅管集團股份有限公司,河南新鄉453000)
在銅管的加工過程中,內螺紋銅管表面時常會產生一些特有的線性缺陷,該類缺陷造成擴口脹管時開裂,不僅嚴重影響著銅管產品的質量,更是企業發展道路上的一大負擔,解決該問題顯得極為迫切而又任重道遠。基于此,探討線性缺陷的產生原因,并提出有效的消除方法。
內螺紋銅管;線性缺陷;鋸齒傷;劃傷
空調器用的內螺紋銅管是利用旋壓成型在光管內表面加工出具有一定齒數、螺旋角和齒高的螺紋溝槽,與光管比較,內螺紋銅管可以增大散熱面積兩三倍,再加上湍流作用,可以提高換熱效率20%。然而,在實際生產檢驗中發現,內螺紋銅管時常會出現一些線性缺陷,導致空調制造廠家在使用銅管擴口時脹管開裂,嚴重影響空調生產廠家的生產效率[1]。筆者以自己在生產實踐中發現的這種缺陷進行探討,旨在探討線性缺陷的產生原因,并試圖找到消除此類線性缺陷的有效方法。
1 內螺紋銅管線性缺陷分類及特點
內螺紋銅管線性缺陷主要分為表面劃傷缺陷(見圖1)和表面線性鋸齒傷缺陷(見圖2)[2]。
1.1表面劃傷缺陷
該缺陷無明顯的拉拔痕跡,該缺陷在放大100倍下如圖3所示,經鑲樣、研磨、拋光,再放大250倍,該缺陷在銅管表面呈下凹狀,如圖4所示。
1.2表面線性鋸齒傷缺陷
該缺陷在放大100倍下如圖5所示,經鑲樣、研磨、拋光,再放大250倍,該缺陷如圖6所示,可以看出該缺陷有明顯的拉拔痕跡,且在顯微鏡下是傾斜進入銅管內部的。
筆者對一批7×0.25×0.18的內螺紋銅管進行放大觀察,檢測到1 562個線性缺陷,對這些缺陷進行分析,發現線性缺陷有如下特點:①非對稱、不連續、方向無規律;②缺陷長短不一,外形均具有鋸齒狀;③斷口深度不一,有些僅深0.024,有些則洞穿管壁;④脹管時全部沿線性缺陷方向開裂,而不是沿螺紋低壁方向脹裂;⑤生產過程中發現斷管均出現在定徑空拉后,不會在旋壓成型斷斷管。
2 原因分析與預防
2.1劃傷缺陷
2.1.1探傷導嘴。探傷導嘴清理起來相對難度稍大,所以容易在導嘴積累一些銅粉或其他雜物,積累多了,就容易造成銅管表面劃傷。由于人員技能問題,也容易出現導嘴安反或者不同心的問題,甚至出現用錯不同規格的導嘴,均容易造成表面劃傷。對于如何解決此類問題,一方面要嚴格規范操作,按時清理導嘴,定時檢查管子表面,發現問題及時處理;另一方面要強化員工培訓,增強員工的操作技能,避免出現一些低級失誤。

圖1 內螺紋銅管表面劃傷缺陷

圖2 內螺紋銅管表面線性鋸齒傷缺陷

圖3 放大100倍表面劃傷缺陷
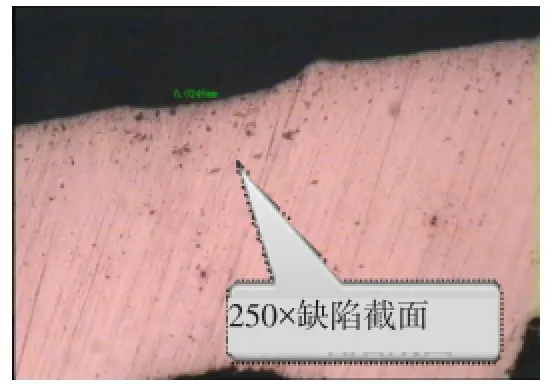
圖4 放大250倍表面劃傷缺陷截面

圖5 放大100倍表面線性鋸齒傷缺陷

圖6 放大250倍表面線性鋸齒傷缺陷
2.1.2擦拭器。擦拭器內同樣也是容易積累銅粉及雜物的,所以要定時更換,一般要求每個班至少更換一次,以保證擦拭器內表面在破損前換掉,避免積累雜物造成劃傷。少數情況下若擦拭器材質不好,會大大降低使用壽命,也容易出現劃傷現象。
2.1.3工裝輥。各個工裝及導輥,一旦出現異常,也是極易造成擦劃傷的地方。由于使用較多,發生擦劃傷后也不易查找。因此,為避免出現擦劃傷的情況,應做到:①首先應保證各個工裝輥轉動靈活,不得出現不同心或卡死現象;②必須使用與生產銅管規格相一致的工裝、導輥;③工裝、導輥表面不得有掉塊、劃傷等缺陷。
2.1.4其他情況。擺臂、滑軋、卷筒邊緣,如果使用或調整不當,都是有可能造成擦劃傷的地方,調整時要由技術水平較高的人員進行調整。
2.2線性鋸齒傷缺陷
線性鋸齒傷缺陷較為復雜,其成因比較多,可以說凡是對銅管表面幾何形狀有改變的工序都會出現,作為管坯生產來說,熔鑄工序、銑面工序、軋制工序、二聯拉工序及盤拉工序都會產生鋸齒傷。因為銅管加工主要的變形量在軋制工序、盤拉工序,作為重要變形量的工序,同樣也是鋸齒傷產生的主要工序。
內螺紋盤管加工過程由3個步驟組成,即游動芯頭拉伸-旋壓成型-定徑空拉。筆者對內螺紋管坯的縱向缺陷進行跟蹤調查,發現當軋管、聯拉管或盤拉管前兩道次,出現表面劃傷缺陷時,經過多次的拉拔,減徑、減壁,最終都會在內螺紋管坯表面形成線性缺陷。因此,對有缺陷的軋制管坯進行專門研究,即按照內螺紋管坯生產工藝對其進行拉伸,然后再進行退火,內螺紋拉伸成型,結果發現管坯上的缺陷演變為內螺紋管的線性缺陷。所以,可以認為內螺紋的線性鋸齒傷源于軋拉管坯的缺陷。
根據軋拉工序生產工藝特點及根據筆者多年的質量控制經驗,軋拉工序線性缺陷產生的主要原因有:水槽膠木套劃傷,飛剪下落劃傷。要預防此類曲線,采取相應的措施調整膠木套位置,調整或更換液壓缸,確保軋拉管表面無劃傷即可。
對聯拉管表面劃傷預防要從夾鉗、板牙、工裝輥、模具、冷卻水槽及長度補償等部位進行檢查,班前做好工裝的檢查及清理工作,生產過程中及時進行產品自檢、互檢。
3 結語
內螺紋銅管生產過程中出現的線性缺陷直接影響到最終產品質量,企業應給予高度重視,并根據其產生的原因,著重從設備、工藝及操作等方面采取相應措施加以預防。最后限于筆者能力有限,文中有些意見尚缺乏充分的試驗研究依據,僅供相關工程技術人員參考。
Causes and Prevention of Linear Defects of Internal Thread Copper Tubes
Zhao Guofeng
(Golden Dragon Precise Copper Tube Group Inc,Xinxiang Henan 453000)
In the copper pipe machining process,thread copper tube surface often have some special linear defects.The defects caused by expanding tube cracking,seriously affects the brass products quality,it is a burden on the enterprise development on the road,solving the problem is extremely urgent and arduous task. Based on this,this paper explored the causes of linear defects,and put forward effective ways to eliminate. Keywords:inner grooved copper tube;linear defect;saw tooth;scratch
TG62
A
1003-5168(2016)05-0071-02
2016-04-21
趙國鋒(1979-),男,本科,助理工程師,研究方向:內螺紋銅管質量控制。
[1]王龍云.內螺紋銅管線性缺陷的成因與解決方法探討[J].有色金屬加工,2008(5):28-30.
[2]胡興洪.國外內螺紋銅管生產[J].銅加工,1996(4):67-73.
