軋機板形控制域的計算及其實踐應用①
2016-09-23 08:42:05智西巍陳孝明李山青
現代冶金 2016年4期
關鍵詞:變形
智西巍,陳孝明,李山青
(寶山鋼鐵股份有限公司,上海 201900)
?
軋機板形控制域的計算及其實踐應用①
智西巍,陳孝明,李山青
(寶山鋼鐵股份有限公司,上海201900)
基于分段離散法研究了軋機板形控制域的具體計算步驟及方法,并使用該計算方法對某新建軋機的板形控制域進行了計算,通過與目標板形控制域相比較,最終確定了該軋機彎輥力范圍與軋輥橫移量范圍的設計參數。
板材軋機; 輥縫; 輥凸度; 板形控制
引 言
板帶材產品有四大質量指標:板形精度、厚度精度、表面質量、力學性能,其中板形精度一般是指板帶材的平直度,是板帶材的主要外觀體現。隨著科學技術的進步及市場競爭的激烈化,不但用戶對板形精度提出了更高的要求,作為鋼鐵生產企業,也將板形控制能力視為軋制關鍵技術[1]。持續提高并掌握板形控制能力成為了鋼鐵生產企業一致追求的目標。為使得帶鋼保持平直性,必須控制輥縫形狀,使得帶鋼在軋制前后保持等比例凸度[2]。
一般可以根據板帶橫截面的幾何形狀,將其凸度分解為常數部分、一次部分、二次部分和高次部分[3]。對于常數部分和一次凸度部分,一般都較容易控制,因此軋機的板形控制能力主要體現在軋機對輥縫形狀曲線二次凸度和高次凸度的控制能力。在二維圖形上,以輥縫形狀曲線的二次凸度作為縱坐標,高次凸度作為橫坐標,將軋機在不同板形調控手段下所能達到的二次凸度及高次凸度值在圖中標出,將這些點圍成的區域稱為板形控制域,又稱輥縫形狀調控域、輥縫凸度調節域。該區域越大,說明該種軋機對二次和高次凸度的控制能力越強,即對板形的控制能力也越強。
通過分析軋機的板形控制域,可以量化地分析、評價軋機的板形控制能力,為軋機的軋制工藝優化,特別是為軋機參數設計及技術改造時提供依據。因此,研究如何通過理論計算來分析、評價軋機的板形調控能力,具有非常重要的實際應用意義。
1 計算方法
對軋輥輥縫形狀的計算,實際上是對軋輥彈性變形的計算,其計算方法主要有解析法[4]、分段離散法[5]、有限元法[6]等。其中分段離散法(或稱影響函數法、分割法、條元法)是一種離散化方法,其基本思想是:將軋輥及輥間的接觸壓力離散為有限個單元,基于數學物理方程中的影響函數的概念,確定各單元對輥身其他位置的影響,然后將各自的影響相互疊加,得到各單元的變形量,從而確定板帶的厚度分布[7]。下面以六輥軋機為例,介紹其計算方法及步驟。
1.1輥形彈性變形計算
將軋件作用給工作輥的載荷沿軋制中心線向兩側各分成M段并用集中力Q′來表示,支承輥與中間輥輥間壓力分成N段并用集中力Qmb來表示,中間輥與工作輥輥間壓力分成N1段并用集中力Qmw來表示,其他各參數如圖1所示。
根據各軋輥的受力情況,可以計算出各軋輥的撓度,以工作輥為例,其撓度可用以下公式來描述
(1)
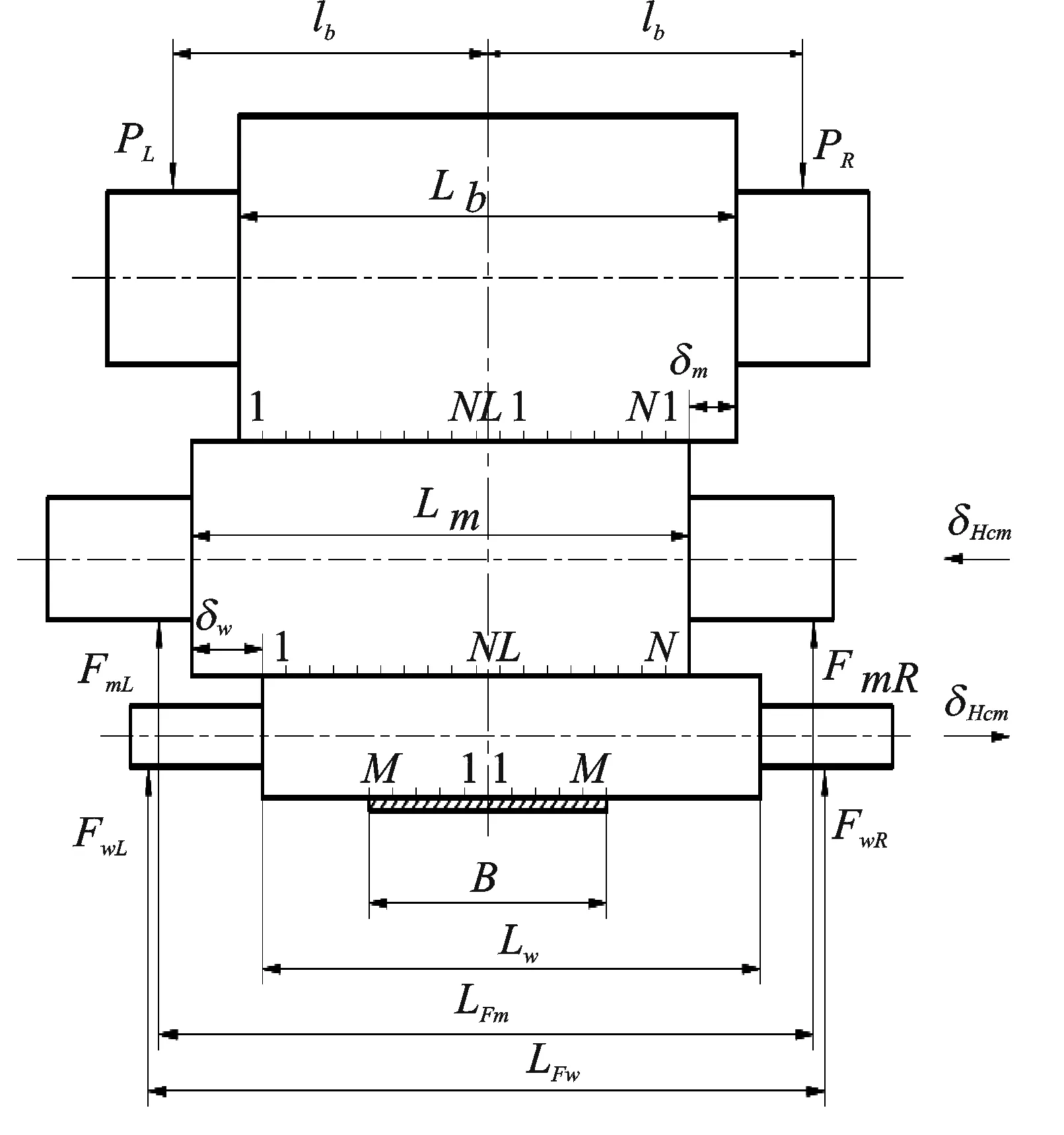
圖1 六輥軋機輥系彈性變形分析模型
式中yw為工作輥撓度;Qmw,Q′為工作輥與中間輥、軋件與工作輥間單位長度接觸壓力;GwL,GwR為工作輥相對軋制中心線左右兩側的彎曲影響系數;FwL,FwR為工作輥左右側彎曲力;GFwL,GFwR為工作輥左右側彎曲力影響系數;θw為工作輥相對支承輥的轉角;X為距離軋制中心線的距離。
根據所得到的各軋輥撓度公式,假定軋輥之間完全為彈性變形,則可以列出軋輥接觸區的變形協調方程,以工作輥與中間輥之間的接觸區為例,其變形協調方程為
(2)
其中
(3)
式中ymw為輥間壓扁變形;Crw(i),Crm(i)為工作輥、中間輥初始凸度;vw,vm為工作輥、中間輥泊松比;Dw,Db為工作輥、中間輥直徑;Ew,Eb為工作輥、中間輥彈性模量;Qmw為工作輥、中間輥輥間單位長度接觸壓力;b為接觸寬度。
輥系平衡方程主要是指力平衡方程和力矩平衡方程,包括各軋輥的力平衡方程和力矩平衡方程,以工作輥為例,可以列出以下公式:
(4)
(5)
同理,可以列出中間輥、支撐輥的力平衡和力矩平衡方程,得到輥系的力平衡和力矩平衡方程。
聯立以上方程并求解,最終可以計算出工作輥在彈性變形后的輥縫曲線。
1.2輥縫二次凸度和高次凸度計算
通常假定帶鋼是相對于軋制中心線左右對稱的,因此,承載的輥縫凸度可以用一個最高階次為四次的偶函數多項式來近似地描述[8],其中常數部分可以略去
(6)
式中f(X)為承載輥縫凸度;f2(X),f4(X)為承載輥縫二次凸度及四次凸度;a1,a2為—擬合曲線2階、4階系數;X為正則化處理后的沿帶鋼寬度上的坐標(-1 ≤X≤1)。
以軋制中心線f(0)和帶鋼兩側邊緣f(1),f(-1)為三個特征點提取二次多項式,將其視為二次凸度函數,將其他部分視為四次凸度函數,即
(7)
用其極值減去邊部值,即可得到承載輥縫的二次、四次凸度值,分別為
(8)
2 計算應用與結果
某新建六輥軋機的軋輥主要參數如表1所示,設計要求該軋機二次凸度的控制能力在其軋制寬度范圍內(700~1300 mm)均能超過±50 μm。

表1 軋輥主要參數
為此,根據上述的計算方法,基于Fortran語言編制了板形控制域計算程序,初步確定的工作輥彎輥力范圍為-180~360 kN,中間輥彎輥力范圍為0~500 kN,中間輥竄輥量定義為20~320 mm。分別在不同軋制力(5,10,15 kN/mm)和不同帶鋼寬度(700,1000,1300 mm)下,計算了工作輥與中間輥彎輥力處于上下限情況下的輥縫凸度,繪制成板形控制域,結果如圖2 ~ 4所示。

圖2 軋制力為5 kN/mm時不同帶鋼寬度的板形控制域

圖3 軋制力為10 kN/mm時不同帶鋼寬度的板形控制域

圖4 軋制力為15 kN/mm時不同帶鋼寬度的板形控制域
由計算結果可知,在所確定的設計參數下,即使在最小的帶鋼寬度(700 mm)時,二次凸度的控制能力均超過±50 μm,同時對高次凸度也具備一定的控制能力,符合設計要求。但考慮到軋輥倒角、后續規格擴展等因素,最終確定的工藝參數為:工作輥彎輥力范圍為-180~360 kN,中間輥彎輥力范圍0~500 kN,竄輥量范圍為0~380 mm。
采用以上參數設計的軋機,在實際生產中可以長期穩定地批量軋制包括厚度0.18 mm特薄板在內的各種產品,全部規格板形精度≤6I達96%以上,充分證明了設計參數選取的合理性。
3 結束語
應用分段離散法,編寫計算程序計算某新建六輥軋機的板形控制域的各項參數,根據計算結果確定了該軋機的彎輥力、竄輥量參數,經現場實際使用驗證,結果表明:理論計算結果與現場實際應用效果相符。相關研究結果可以為其他軋機的設計選型、技術改造提供指導。
[1]李坤. 板形控制的發展及其應用[J]. 硅谷. 2011,(06):140.
[2]左遠鴻. 熱軋帶鋼斷面輪廓的控制與優化[J]. 中國冶金. 2013, 23(7):37-39.
[3]令狐克志, 宋浩源, 王永強,等. 六輥CVC冷軋機凸度控制能力分析及應用[J]. 鋼鐵, 2014,49(11):53-58.
[4]戴杰濤, 張清東. 冷軋薄板中浪板形缺陷的屈曲及后屈曲理論與軋試驗研究[J]. 機械工程學報. 2011, 47(2):44-50.
[5]張立昌, 劉佳冰. 四輥軋機輥系變形的影響函數法[J]. 一重技術. 2008,(06):4-6.
[6]Sun J, Du F, Li X. FEM Simulation of the Roll Deformation of Six-high CVC Mill in Cold Strip Rolling[A], 2008 International Workshop on Modeling, Simulation and Optimization[C]. New York: IEEE Computer Society, 2009:412-415.
[7]麻永林, 宮美娜, 邢淑清,等. 304不銹鋼帶板形控制的有限元分析[J]. 鋼鐵. 2015,(2):48-53.
[8]李勇華. 冷軋薄帶板形控制技術研究[D]. 沈陽:東北大學, 2010.
2016-05-06
智西巍(1960—),男,碩士,高級工程師。E-mail:zhixiwei@baosteel.com
TG333.7
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36