自升式鉆井平臺(tái)樁腿窗戶板超窄間隙熱絲TIG焊接工藝研究
2016-09-16 02:03:54王兆榮趙德龍汪興隆張華軍
造船技術(shù) 2016年4期
王兆榮, 趙德龍,2, 汪興隆,2, 張華軍,2, 包 孔,2
(1.上海振華重工(集團(tuán))股份有限公司, 上海 200125;2.上海海工裝備高效智能焊接技術(shù)研究中心, 上海 200125)
?
自升式鉆井平臺(tái)樁腿窗戶板超窄間隙熱絲TIG焊接工藝研究
王兆榮1, 趙德龍1,2, 汪興隆1,2, 張華軍1,2, 包孔1,2
(1.上海振華重工(集團(tuán))股份有限公司, 上海 200125;2.上海海工裝備高效智能焊接技術(shù)研究中心, 上海 200125)
樁腿是自升式海洋石油鉆井平臺(tái)的關(guān)鍵構(gòu)件,其焊接質(zhì)量將會(huì)直接影響大型海洋鋼結(jié)構(gòu)的安全穩(wěn)定性能。樁腿窗戶板的焊接屬于高強(qiáng)鋼大厚板焊接,焊接難度大、效率低,為此本文提出一種采用超窄間隙熱絲TIG焊接方法實(shí)現(xiàn)樁腿窗戶板的高效、高質(zhì)量焊接制作。與傳統(tǒng)焊接工藝SMAW相比,采用新工藝可提高窗戶板焊接質(zhì)量及生產(chǎn)效率,縮短生產(chǎn)周期,降低勞動(dòng)強(qiáng)度,改善生產(chǎn)環(huán)境,具有廣泛的應(yīng)用前景。
自升式鉆井平臺(tái)樁腿窗戶板超窄間隙高強(qiáng)鋼熱絲TIG焊接工藝
0 前言
隨著全球能源危機(jī)的日趨加劇,世界各國(guó)都不斷加大對(duì)海洋能源的勘探與開發(fā),帶動(dòng)了海洋能源工程裝備制造業(yè)的蓬勃發(fā)展。自升式鉆井平臺(tái)是海洋能源開采的重要裝備之一,其中焊接制造是平臺(tái)建造的關(guān)鍵。2008年,我公司提出“二次創(chuàng)業(yè)”,開始向海工裝備市場(chǎng)進(jìn)軍。目前已完成91.44 m自升式鉆井平臺(tái)的制造,并有多臺(tái)121.92 m自升式鉆井平臺(tái)正在建造中。由于鉆井平臺(tái)的建造要求高,尤其是焊接制造難度很大,許多關(guān)鍵焊接技術(shù)急需攻關(guān)和研究。
樁腿是自升式海洋石油鉆井平臺(tái)的關(guān)鍵構(gòu)件,其焊接質(zhì)量將會(huì)直接影響安全穩(wěn)定性能。樁腿的焊接制造屬于高強(qiáng)鋼(Q690級(jí))大厚板焊接范疇(其中121.92 m自升式鉆井平臺(tái)樁腿窗戶板厚度為82.55 mm),焊接制造難度大,生產(chǎn)效率低。傳統(tǒng)工藝采用手工焊條電弧焊方法進(jìn)行焊接制造,焊前需進(jìn)行預(yù)熱,采用多層多道焊接,產(chǎn)品穩(wěn)定性差,返修率高,焊接周期長(zhǎng),勞動(dòng)強(qiáng)度大,生產(chǎn)環(huán)境惡劣,生產(chǎn)現(xiàn)場(chǎng)如圖1所示。為此,本文提出一種采用超窄間隙熱絲TIG焊接的方法實(shí)現(xiàn)樁腿窗戶板的高效焊接制作[1-5]。

圖1 窗戶板焊接生產(chǎn)現(xiàn)場(chǎng)
1 坡口設(shè)計(jì)及裝配尺寸要求
為實(shí)現(xiàn)窗戶板全位置熱絲TIG高效焊接制作,窗戶板焊接采用超窄間隙形式坡口和專用超窄間隙熱絲TIG焊槍進(jìn)行。考慮到焊接過程中會(huì)產(chǎn)生焊接變形及坡口收縮,為防止焊接過程中坡口變成葫蘆形,即坡口根部間隙大于坡口表面間隙,造成焊接無法進(jìn)行,設(shè)計(jì)坡口表面間隙比坡口根部間隙大2~4 mm左右,同時(shí)避免了坡口表面間隙與根部間隙尺寸相差過大,焊接效率低的問題。在進(jìn)行襯墊板裝配時(shí),應(yīng)當(dāng)嚴(yán)格控制裝配間隙尺寸,裝配間隙越大,打底焊接時(shí)越容易產(chǎn)生側(cè)壁根部熔合不良,打底焊接時(shí)的難度也越大。因此,在進(jìn)行襯墊板與窗戶板母材裝配時(shí),要求間隙尺寸小于2.0 mm。在裝配完成之后,坡口根部間隙為10~12 mm,坡口表面間隙為12~14 mm,墊板與窗戶板母0材裝配間隙不大于2.0 mm。通過測(cè)量現(xiàn)場(chǎng)裝配試件,可以滿足此裝配要求。窗戶板結(jié)構(gòu)形式如圖2所示,傳統(tǒng)坡口截面形式與超窄間隙坡口截面形式如圖3和圖4所示。
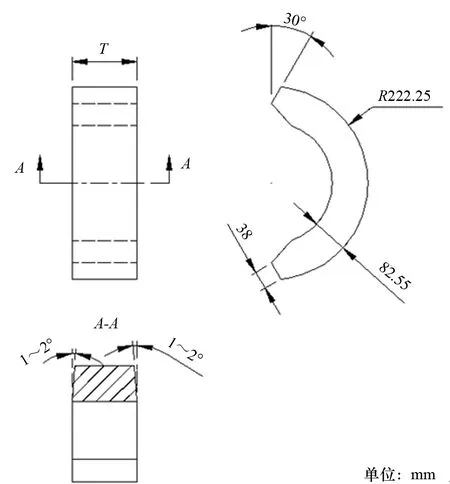
圖2 窗戶板結(jié)構(gòu)形式
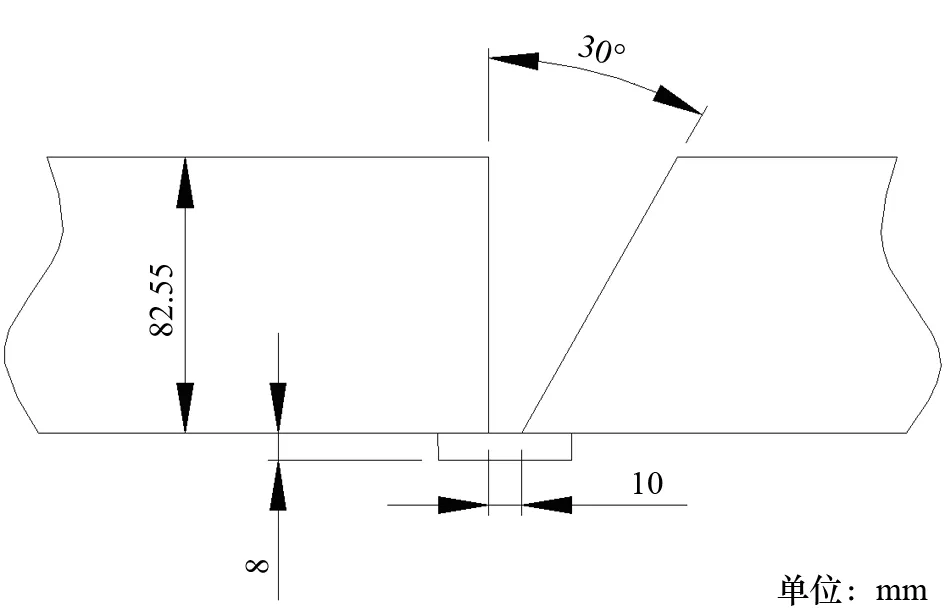
圖3 傳統(tǒng)坡口截面形式
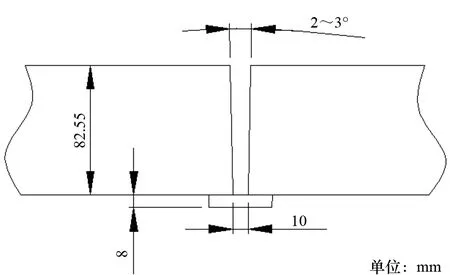
圖4 超窄間隙坡口截面形式
采用超窄間隙形式坡口可以降低金屬填充量。以121.92 m鉆井平臺(tái)樁腿窗戶板焊接為例,傳統(tǒng)窗戶板對(duì)接采用單邊30°的坡口形式進(jìn)行焊接,焊接一條焊縫的金屬填充量為10.679 kg,焊接時(shí)間大約需要18 h;而采用超窄間隙坡口形式進(jìn)行焊接的金屬填充量為3.882 kg。
1.2焊接工藝研究
窗戶板超窄間隙焊接采用的是Q690級(jí)高強(qiáng)鋼,焊接過程中冷裂和淬硬傾向嚴(yán)重。為了避免焊接過程中產(chǎn)生冷裂和淬硬組織,焊前需進(jìn)行125℃~175℃預(yù)熱。焊接過程中,由于試板厚度大、TIG熱輸入低,當(dāng)層間溫度低于125℃時(shí),應(yīng)當(dāng)及時(shí)補(bǔ)充預(yù)熱,使層溫處于125℃~175℃范圍內(nèi)。焊絲采用直徑φ為1.2 mm的TIG專用焊絲,送絲速度為850~1 000 mm/min。采用99.99%的Ar作為保護(hù)氣體,鎢極尖端與母材間距2~3 mm, 每層填充約2 mm,填充蓋面完畢后,加熱至280℃保溫兩小時(shí),然后緩冷。
在進(jìn)行打底焊接時(shí),以下因素會(huì)增大打底焊接的操作難度:(1)由于焊接采用超窄間隙坡口形式,坡口根部寬度為10~12 mm,焊槍寬度為8 mm,可調(diào)整空間非常小,使實(shí)際觀察和調(diào)整難度增大。(2)窗戶板熱絲采用TIG全位置焊接,但是該焊接方法有一定的局限性,如鎢極尖端與母材距離要求高(2~3 mm)、焊接填充量小、熱輸入低,使得打底焊接往往會(huì)出現(xiàn)側(cè)壁熔合不良、焊縫區(qū)組織淬硬、焊道不連續(xù)、焊縫成形差等焊接缺陷,增大了打底焊接的難度。(3) 實(shí)際坡口加工狀況以及現(xiàn)場(chǎng)裝配狀態(tài)也會(huì)增大打底焊接的操作難度。(4) 由于窗戶板焊接屬于高強(qiáng)鋼焊接,焊接過程中如產(chǎn)生預(yù)熱不足或熱輸入過低等情況,極易產(chǎn)生焊接裂紋以及淬硬組織等焊接問題,因此對(duì)焊接工藝提出了很高的要求。
在進(jìn)行窗戶板全位置熱絲TIG打底焊接時(shí),由于鎢極尖端與母材距離近且范圍小(2~3 mm),并且TIG焊接方法熱輸入低,使得單道焊接時(shí)熔敷金屬量少,而且在進(jìn)行試板裝配時(shí),襯墊板與窗戶板母材之間存在1~2 mm的間隙,采用傳統(tǒng)焊接方法進(jìn)行打底焊接時(shí),往往會(huì)產(chǎn)生側(cè)壁熔合不良的現(xiàn)象,焊縫成形截面示意圖及現(xiàn)場(chǎng)焊接形貌如圖5和圖6所示。
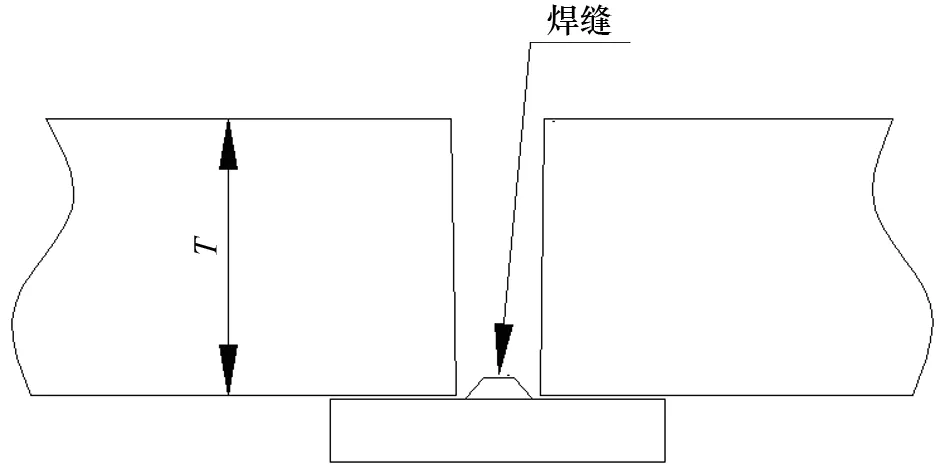
圖5 傳統(tǒng)打底焊焊縫成形截面

圖6 傳統(tǒng)打底焊縫形貌(側(cè)壁根部融合不良)
為提高打底焊接質(zhì)量與焊接效率,對(duì)打底焊接工藝進(jìn)行了優(yōu)化設(shè)計(jì)。改進(jìn)后的打底焊接工藝共分三步進(jìn)行。第一步首先進(jìn)行焊道一側(cè)(左側(cè)或右側(cè))根部焊接,焊接完成后,焊道截面形狀如圖7所示。第二步進(jìn)行焊道另一側(cè)(右側(cè)或左側(cè))根部焊接,焊接完成后,焊道截面形狀如圖8所示。從試驗(yàn)效果可以發(fā)現(xiàn),焊接完成后焊縫成形效果不佳,會(huì)影響后續(xù)焊接質(zhì)量,產(chǎn)生焊接缺陷。第三步,為使打底焊道表面成形變成微凹形,對(duì)已焊接兩側(cè)焊道進(jìn)行TIG不填絲焊道修形,修形之后的焊縫形貌變成微凹形,有利于實(shí)現(xiàn)后續(xù)高質(zhì)量填充。
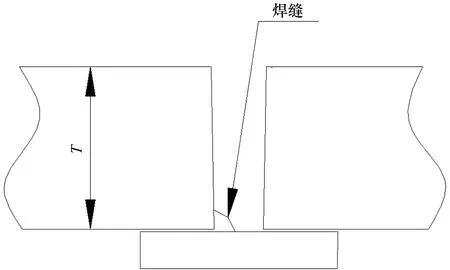
圖7 為左側(cè)根部焊接完成后焊道截面示意圖
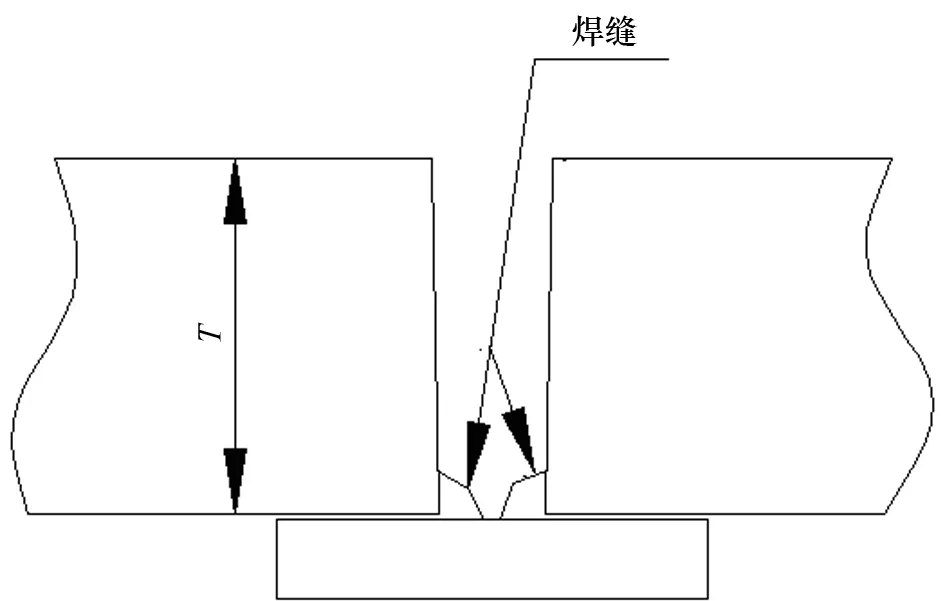
圖8 為右側(cè)根部焊接完成后焊道截面示意圖
在進(jìn)行單側(cè)打底焊接時(shí),焊槍往待焊?jìng)?cè)進(jìn)行偏移,焊接過程鎢極不擺動(dòng),焊接電流為160~180 A,電壓為10~12 V,從而實(shí)現(xiàn)兩側(cè)壁根部熔合良好,完成兩側(cè)焊道的焊接。焊接完成后,對(duì)已焊接兩側(cè)焊道進(jìn)行TIG不填絲焊道修形,使打底焊道表面成形變成微凹形,繼而進(jìn)行焊道填充。
在進(jìn)行焊道修形和焊道填充時(shí),焊槍位于坡口中間位置,鎢極搖動(dòng),搖動(dòng)角度為60°(左側(cè)-30°,右側(cè)30°),根據(jù)裝配后焊縫間隙也可做相應(yīng)調(diào)整。鎢極行走路徑如圖9所示,電流采用矩形脈沖電流,中間過渡位置采用基值電流160~180 A,兩側(cè)熔融位置采用峰值電流240~260 A,焊接電壓為10~14 V,焊道填充時(shí)送絲速度為850~1 000 mm/min。打底焊縫形貌如圖10所示。
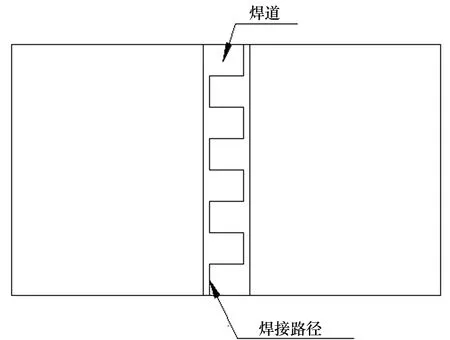
圖9 電弧行走路徑

圖10 焊道修形之后的焊縫形貌
2 試驗(yàn)結(jié)果與分析
2.1無損探傷結(jié)果
試板焊接完畢后,對(duì)焊接接頭進(jìn)行宏觀檢查,焊縫外觀成形良好,無裂紋、咬邊、氣孔等缺陷,如圖11所示。試板經(jīng)100%超聲波探傷合格。

圖11 窗戶板焊接接頭
2.2力學(xué)性能檢測(cè)
焊接接頭機(jī)械性能試樣按AWS D 1.1:2010鋼結(jié)構(gòu)焊接規(guī)范規(guī)定進(jìn)行取樣及力學(xué)性能試驗(yàn),縮減斷面拉伸試驗(yàn)數(shù)據(jù)如表1所示,由表1可知焊接接頭的拉伸強(qiáng)度均符合要求。沖擊試驗(yàn)數(shù)據(jù)如表2所示,焊縫接頭在低溫-40℃的沖擊功均滿足不低于69 J的要求,且低溫韌性非常好。彎曲試驗(yàn)結(jié)果均合格(彎曲角度180°,壓頭直徑63.5 mm),彎曲試驗(yàn)反映出焊接接頭的熔合良好。
上述數(shù)據(jù)表明采用超窄間隙熱絲TIG焊接方法的工藝參數(shù)是合理的,所選用的焊接材料與母材匹配良好,能夠滿足樁腿窗戶板焊接性能的要求。
3 結(jié)論
本文主要對(duì)自升式鉆井平臺(tái)樁腿窗戶板超窄間隙熱絲TIG焊接新工藝進(jìn)行研究,得到研究結(jié)論如下。
(1) 采用超窄間隙熱絲TIG焊接新工藝可以實(shí)現(xiàn)窗戶板對(duì)接填充量減少64%,效率提高1倍以上;焊接時(shí)間需要大約9 h。焊接填充量相當(dāng)于原來的36%,焊接效率提升1倍以上。
(2) 采用一種新型的超窄間隙熱絲TIG焊接窗戶板全位置高效打底焊接的新技術(shù),可以有效地解決傳統(tǒng)打底方法焊道成型不良的問題。
(3) 采用的此種焊接新工藝評(píng)定試驗(yàn)各項(xiàng)性能達(dá)標(biāo),焊接接頭綜合機(jī)械性能良好,為后續(xù)樁腿自動(dòng)化焊接生產(chǎn)奠定了基礎(chǔ)。
[][]
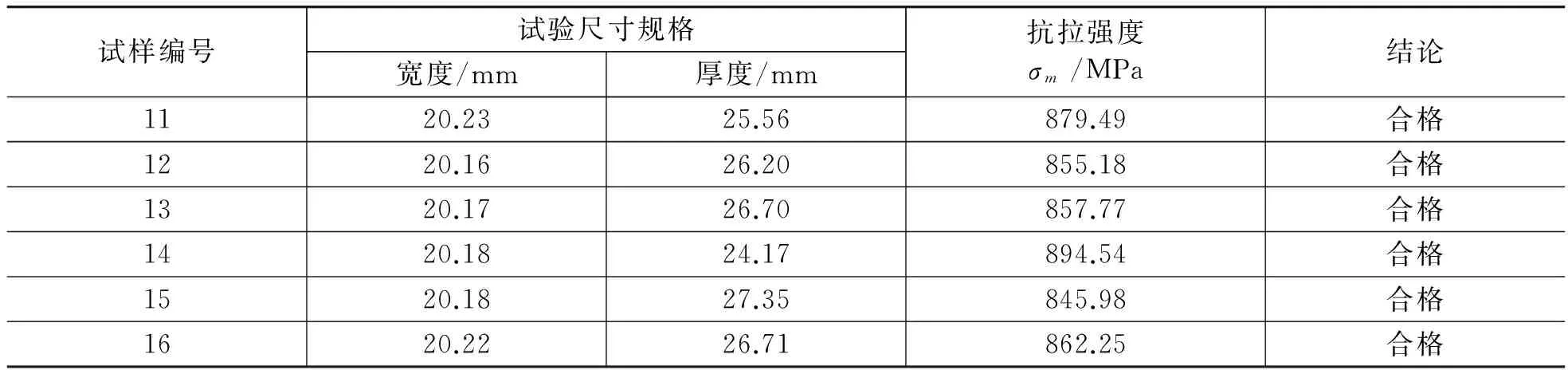
表1 焊接接頭拉伸試驗(yàn)結(jié)果
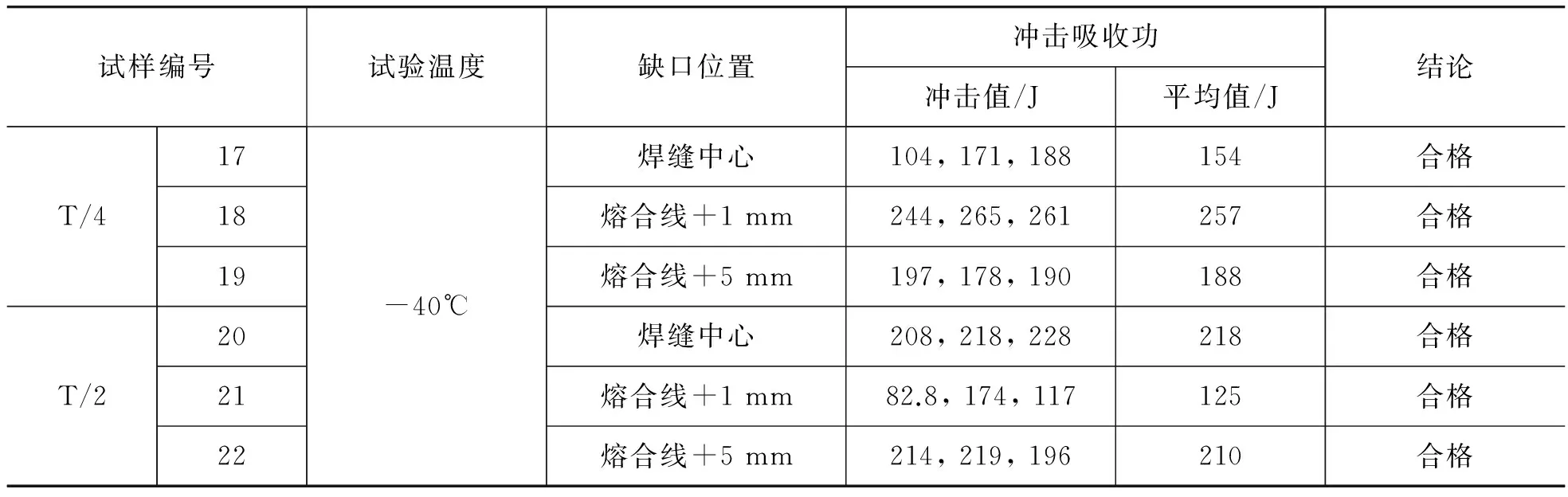
表2 焊接接頭拉伸試驗(yàn)結(jié)果
[1]宋立新, 潘志明. 自升式鉆井船樁腿齒條板焊接工藝研究[C]//全國(guó)鋼結(jié)構(gòu)學(xué)術(shù)年會(huì)論文集.2010.
[2]汪張?zhí)? 趙建亭. 自升式鉆井平臺(tái)在我國(guó)海洋油氣勘探開發(fā)中的應(yīng)用和發(fā)展[J]. 船舶, 2008(1):10-15.
[3]李寧, 竇磊, 李娜. Q690高強(qiáng)板焊接工藝評(píng)定[J]. 科學(xué)時(shí)代月刊, 2010(7):87-88.
[4]張虹, 張煒星, 方晨. 調(diào)質(zhì)型高強(qiáng)鋼Q690中厚板的研制開發(fā)[J]. 熱加工工藝,2010,39(12):57-58.
[5]李亞江, 蔣慶磊, 暴一品,等. 焊接熱輸入對(duì)Q690高強(qiáng)鋼熱影響區(qū)組織和韌性的影響[J]. 中國(guó)科技論文在線,2011, 6(2):98-102.
Study on the Ultra Narrow Gap Welding Processing of Hot Filament TIG for Leg Window Board of Jack-up Drilling Platform
WANG Zhao-rong1, ZHAO De-long1,2, WANG Xing-long1,2,ZHANG Hua-jun1,2, BAO Kong1,2
(1.Shanghai Zhenhua Heavy Industries Co.,Ltd., Shanghai 200125, China;2. Shanghai Engineering Research Center of Marine Equipment Intelligent Welding,Shanghai 200125, China)
Pile leg is the key component of the Jack-up offshore drilling platform,and its welding quality has a strong impact on the safety and stability of offshore steel structure. Considering the difficulty and low efficiency of the existing welding process of pile leg window piece,a new ultra narrow gap hot wire TIG welding process is developed to improve the quality and efficiency of its welded joint. Compared with conventional weld process SMAW,this new promising welding process can effectively enhance productivity, reduce the labor intensity and improve production environment.
Offshore drilling platformWindow pieceUltra narrow gapHigh strength steelHot wire TIGWelding process
王兆榮(1975-),男,高級(jí)工程師,從事船舶及海洋工程裝備制造研究。
P75
A
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24