斜坡板氣電焊工藝研究及實船推廣應用
2016-09-16 02:06:04張剛力劉秋亮
造船技術 2016年4期
張剛力, 劉秋亮
(中船澄西船舶修造有限公司, 江蘇 江陰 214400)
?
斜坡板氣電焊工藝研究及實船推廣應用
張剛力, 劉秋亮
(中船澄西船舶修造有限公司, 江蘇 江陰 214400)
氣電立焊是一種適用于大型船舶建造的高效焊接方法。通常氣電立焊僅限于舷側外板垂直大合攏縫焊接中,然而我們通過對該工藝的多次研究和不斷試驗,成功地將此工藝方法應用到了斜面上,如頂邊艙斜板和底邊艙斜板合攏縫,并取得了CCS船級社的認可。該工藝在實船運用中可得到高效率、高質量的焊縫。
斜坡板氣電焊焊接試驗效率分析
0 引言
在常規船舶建造中,頂邊艙斜板和底邊艙斜板處的中組焊縫通常采用CO2氣體保護焊焊接。焊接效率低,勞動強度大,焊縫質量不穩定等不足是其缺點。通過采用新的焊接工藝——斜坡板氣電焊,則很好地彌補了常規CO2氣體保護焊的不足。
1 焊接工藝性能試驗
1.1焊前準備
依據CCS船級社規范《材料與焊接規范》進行試驗。材質:DH36,試板尺寸:δ18 mm×200 mm×1 000 mm,尺寸及坡口形式如表1所示。
1.2焊接規范
焊接規范如表2所示。
1.3外觀檢查
焊縫外觀成形良好,無裂紋、咬邊、氣孔、焊瘤等缺陷。
1.4無損檢測
PT滲透檢查按《船舶鋼焊縫磁粉檢測、滲透檢測工藝和質量分級》(CB/T3958-2004)進行檢驗;X射線檢測按《船舶鋼焊縫照相工藝及質量分級》(CB/T3558-2011) 進行檢驗;最終焊縫質量PT檢測達到Ⅱ級合格指標,RT檢測達到Ⅱ級合格指標。
1.5力學試驗
力學試驗如表3所示。
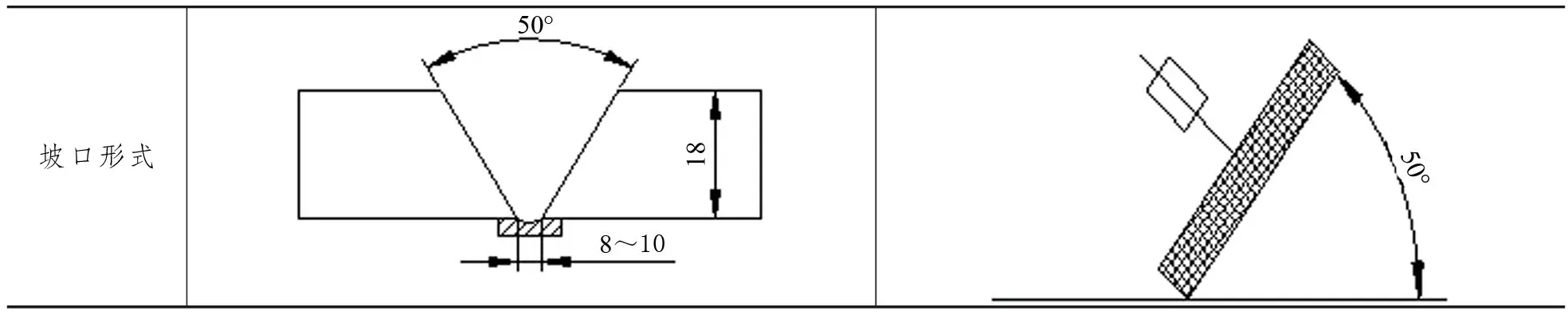
表1 試板尺寸及坡口形式 單位:mm

表2 焊接規范(立對接)

表3 力學試驗結果
2 實船推廣應用
2.1現場施工及焊縫成形
在2#39 500 DWT船上進行試用。通過在實船底邊艙斜板的試焊,正面成形良好,但背面成形不理想,鐵水有溢出現象,焊后表面打磨干凈,探傷合格,說明焊縫內部無缺陷。
2.2背面成形不理想成因及解決方法
2.2.1成因
通過組織召開斜坡板氣電焊推廣應用專題會,進一步認真分析后認為產生此種情況的原因是焊縫間隙與襯墊槽寬不匹配。由于當時采用的陶瓷襯墊槽口太寬,導致鐵水溢到兩邊未熔合的區域,如圖1所示。
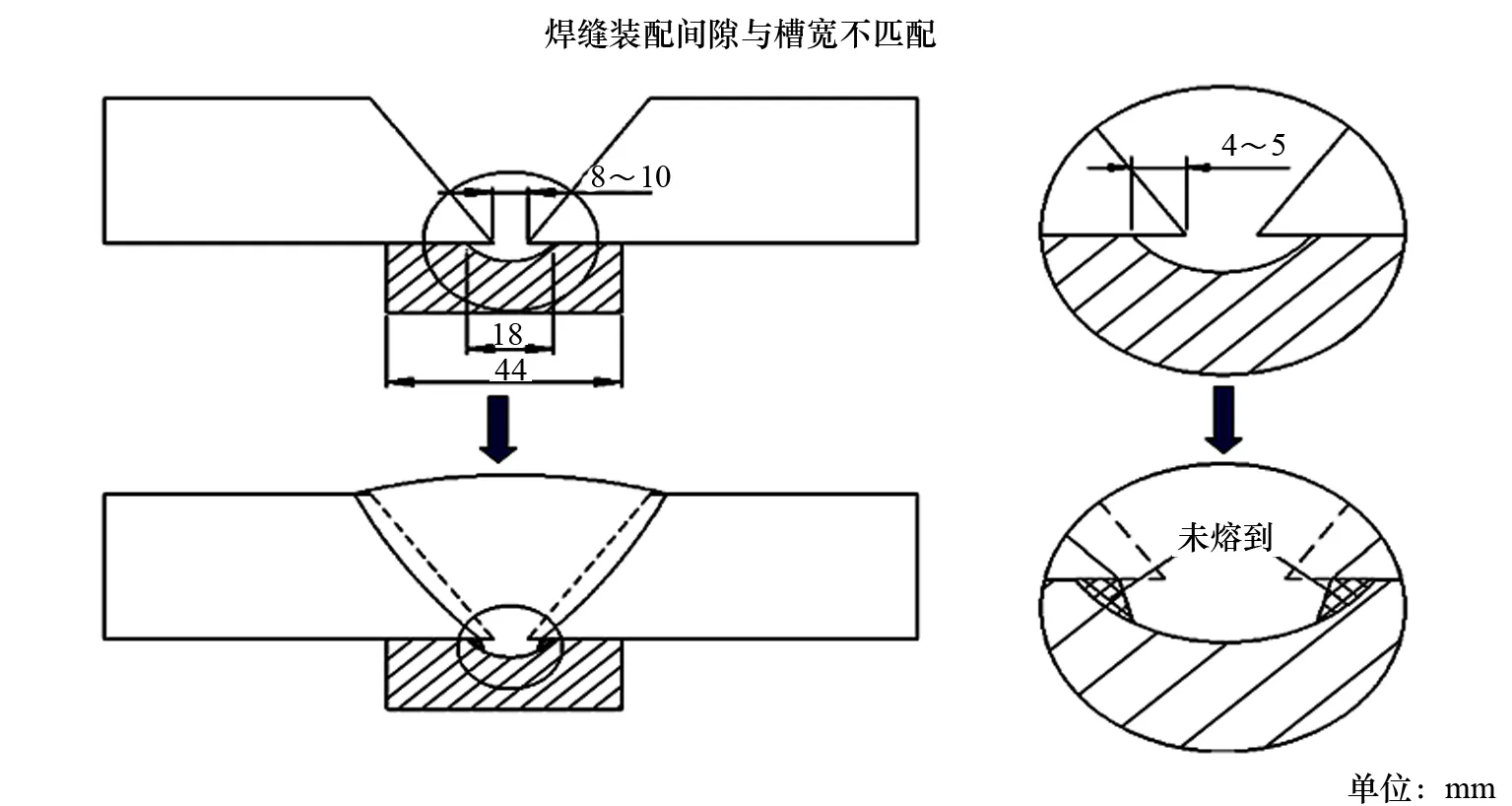
圖1 焊縫間隙與襯墊槽寬不匹配分析
2.2.2解決方法
(1) 考慮采用增大電流的方法來改善反面成形問題,但該方法會降低效率,提高成本,且過大的焊接熱輸入量會大幅降低焊縫的力學性能,因此不建議采用。
(2) 調整裝配間隙和槽寬,選擇槽口寬度為14 mm的新型襯墊(JN-1001-③),如圖2所示。通過實船使用,最后獲得了理想的背面成形,焊縫表面基本不需要打磨,如圖3所示。
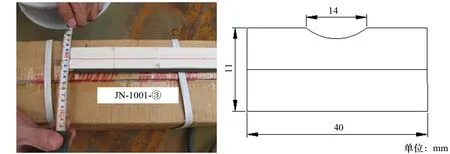
圖2 新型陶瓷襯墊形式及尺寸

圖3 采用新型陶瓷襯墊后的焊縫背面成形
施焊過程中應盡量減少斷弧,因為在斷弧處重新起弧比較困難,而且很容易產生缺陷。目前斜坡板氣電焊工藝已經在48 500 DWT、47 700 DWT、39 500 DWT、64 000 DWT系列船上大范圍推廣使用。
3 生產效率分析
根據現場統計的數據,可知斜板氣電焊的工作效率要比傳統CO2氣體保護焊高1.7倍,如表4所示。若以48 500 DWT散貨船為例,單船約有420 m斜坡板焊縫,如果采用斜坡板氣電焊,工時可節約440 h。而且隨著板厚度和長度的增加,斜坡板氣電焊的優勢會更加明顯。
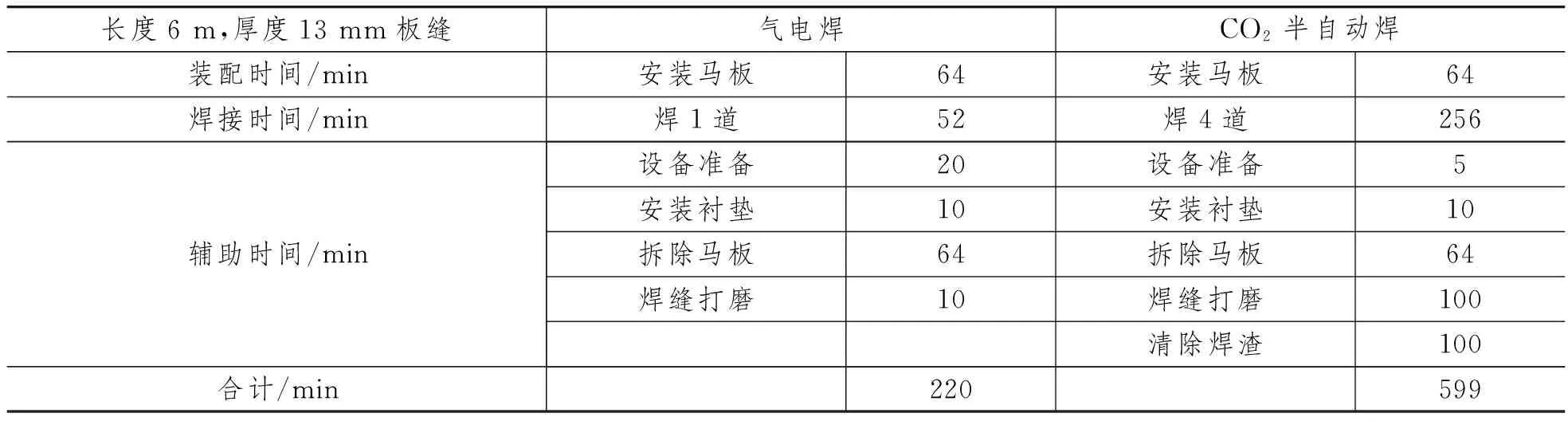
表4 兩種焊接方法效率對比分析
4 結語
通過此項研究,我們在50°斜面上實現斜坡板氣電焊自動焊,打破了公司以往氣電焊只能在90°垂直面使用的慣例,標志著公司自動焊接技術水平上了一個新臺階。它不但提高了生產效率,降低了用工成本,提高了焊縫質量,而且還彌補了當前造船勞動力不足的現狀,為公司降本增效,可持續發展作出了貢獻。
[1]國防科學技術工業委員會.船舶鋼焊縫磁粉檢測、滲透檢測工藝和質量分級:CB/T 3958-2004[S].2004.
[2]中華人民共和國工業和信息化部.船舶鋼焊縫射線檢測工藝和質量分級:CB/T 3558-2011[S].2011.
[3]中國船舶工業總公司.船體焊接表面質量檢驗要求:CB/T 3802-1997[M].北京:中國標準出版社,1997.
[4]中國船級社.材料與焊接規范[M].北京:人民交通出版社,2012.
[5]船舶焊接手冊編寫委員會.船舶焊接手冊[M].北京:國防工業出版社,2004.
Slope Board Electrogas Welding Research and Shipboard Extending
ZHANG Gang-li, LIU Qiu-liang
(Chengxi Shipyard Co., Ltd., Jiangyin Jiangsu 214400, China)
EGW is an efficient welding method which is suitable for large ships. In general, EGW is limited to the side plate vertical folded butt welds. For time after time research and tests, the procedure was applied on the slope board successfully, such as wing tank side plate and hopper tank side plate folded butt welds. At the same time, the procedure is approved by CCS classification. Finally, the high qualified welds were got and high efficiency during the production was also achieved.
Slope board electrogas weldingWelding examinationEfficiency analysis
張剛力(1987-),男,工程師,主要從事船舶和鋼結構焊接工藝研究。
U671
A
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
船舶(2021年4期)2021-09-07 17:32:22
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24