ARTIS刀具監控系統在航空結構件銑削加工中的應用
2016-09-13 06:58:34朱紹維李衛東湯立民
中國機械工程 2016年15期
朱紹維 李衛東 湯立民 杜 麗
1.中航工業成都飛機工業(集團)有限責任公司,成都,6100922.電子科技大學,成都,611731
?
ARTIS刀具監控系統在航空結構件銑削加工中的應用
朱紹維1,2李衛東1湯立民1杜麗2
1.中航工業成都飛機工業(集團)有限責任公司,成都,6100922.電子科技大學,成都,611731
針對ARTIS刀具監控系統在航空結構件數控銑削加工應用中存在的問題,分析了航空結構件典型特征銑削加工過程中ARTIS監控信號的變化規律,提出了一套減少監控誤報警的應用方案。實際應用結果表明,按照該方案進行監控,誤報率明顯降低,從而提高了監控準確性。
刀具監控;ARTIS;航空結構件;數控銑削加工
0 引言
航空結構件多采用航空鋁合金、鈦合金等高價格、難加工材料,材料去除率高達90%以上,加工周期長,生產成本高。因此,數控加工過程中因刀具磨損、破損以及錯誤的操作和走刀路徑等造成的零件損傷,將導致巨大的經濟損失。為適應航空制造業的發展需求,近年來,國內一些大型航空制造企業均引進了ARTIS刀具監控系統。
ARTIS刀具監控系統通過實時監測加工過程中的主軸扭矩、振動等物理信號來間接監測刀具狀態,當監測信號達到設定的刀具磨損、破損極限時,會立即報警并停止機床運行,從而保護零件和機床。目前,該系統已在一些零件批量大、加工過程簡單的自動化生產中得到了成熟應用。但是,在航空結構件數控銑削加工中,由于加工時間長、加工過程復雜,監控系統易受加工狀態變動的影響而產生誤報警。因此,要實現其有效應用,必須結合典型航空結構件的工藝特點對其開展應用研究。
目前,對于ARTIS刀具監控系統在航空結構件數控加工中的應用,國內還沒有展開深入研究。大連機床集團技術中心[1]、沈陽第一機床廠[2]、北京航空制造工程研究所[3]等機床制造企業均掌握了ARTIS刀具監控系統的軟硬件安裝與配置,但沒有開展針對零件的應用研究;賀毅[4]提出了一些ARTIS刀具監控系統在航空結構件數控加工中的應用思路,但并未結合具體的零件開展實際的工程應用研究。即使在國外,也未見相關成熟的應用案例。為實現ARTIS在航空結構件數控銑削加工中的有效應用,本文分析了航空結構件典型特征銑削加工過程中ARTIS監控信號的變化規律,總結出一套減少誤報警的監控方案。實際應用案例表明,按照該方案進行監控,可有效降低誤報率,提高監控的準確性。
1 ARTIS監控原理
1.1軟硬件結構
ARTIS刀具監控系統的典型結構如圖1所示,主要包含CTM卡、傳感器系統和監控軟件CTMViSu三個部分:
(1)CTM卡。CTM卡是ARTIS的核心部分,負責監控處理,它通過PCI或ISA卡槽與PCU相連,通過PROFIBUS與NC相連,通過ARTIS傳感器總線與各測量轉換器相連,并帶有存儲卡保存監控號、參數設置、采集數據及截圖等信息;每個CTM卡具有四個通道。
(2)傳感器系統。ARTIS支持力、扭矩、功率、振動、聲發射等多種外接傳感器;此外,可通過控制系統現場總線上的數字耦合器(也稱為數字扭矩適配器——DTA),直接使用數控驅動裝置中已有的數據,實現無傳感器監控。
(3)監控軟件CTMViSu。CTMViSu運行在PCU上,通過二次開發嵌入HMI中,提供監控參數設置、監控信息顯示等人機交互功能。
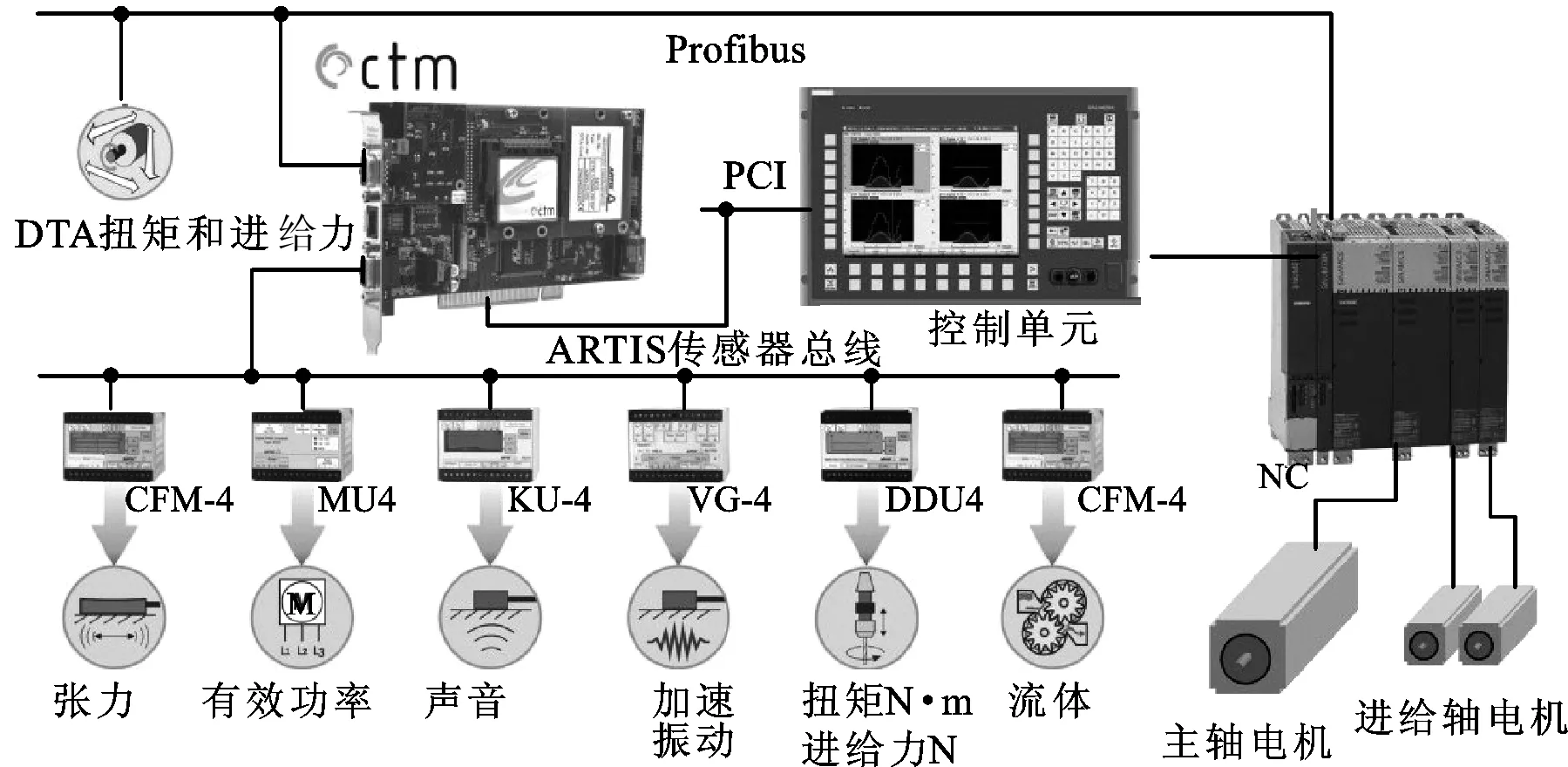
圖1 ARTIS刀具監控系統的軟硬件結構[5]
1.2運行過程
ARTIS與數控系統集成,通過在NC程序中加入相應的M和H指令啟停監控、設定監控號,使得監控過程自動運行。如圖2所示,ARTIS監控運行過程中,傳感器系統實時采集功率、扭矩、振動等物理信號,并通過測量轉換器轉換為數字信號后傳至CTM卡;CTM卡將實時采集的數據與極限值進行比較,判斷是否出現刀具磨損、破損以及缺刀等情況,若出現則向數控系統發送控制指令和報警信息;同時,CTMViSu軟件實時讀取相關數據,顯示監控曲線、監控號、監控模式、監控狀態、報警等信息,用戶可通過在CTMViSu中修改監控參數來更改監控過程。

圖2 ARTIS監控運行流程
1.3監控模式
為適應不同的加工過程,ARTIS提供以下多種監控模式:
(1)Standard模式。通過對前兩次加工進行學習來確定放大系數和參考曲線,之后將每次加工的信號曲線與參考曲線進行對比來判斷刀具狀態,適用于鉆孔、攻絲、車削等簡單、大批量自動化加工過程,其設置流程如圖3所示。
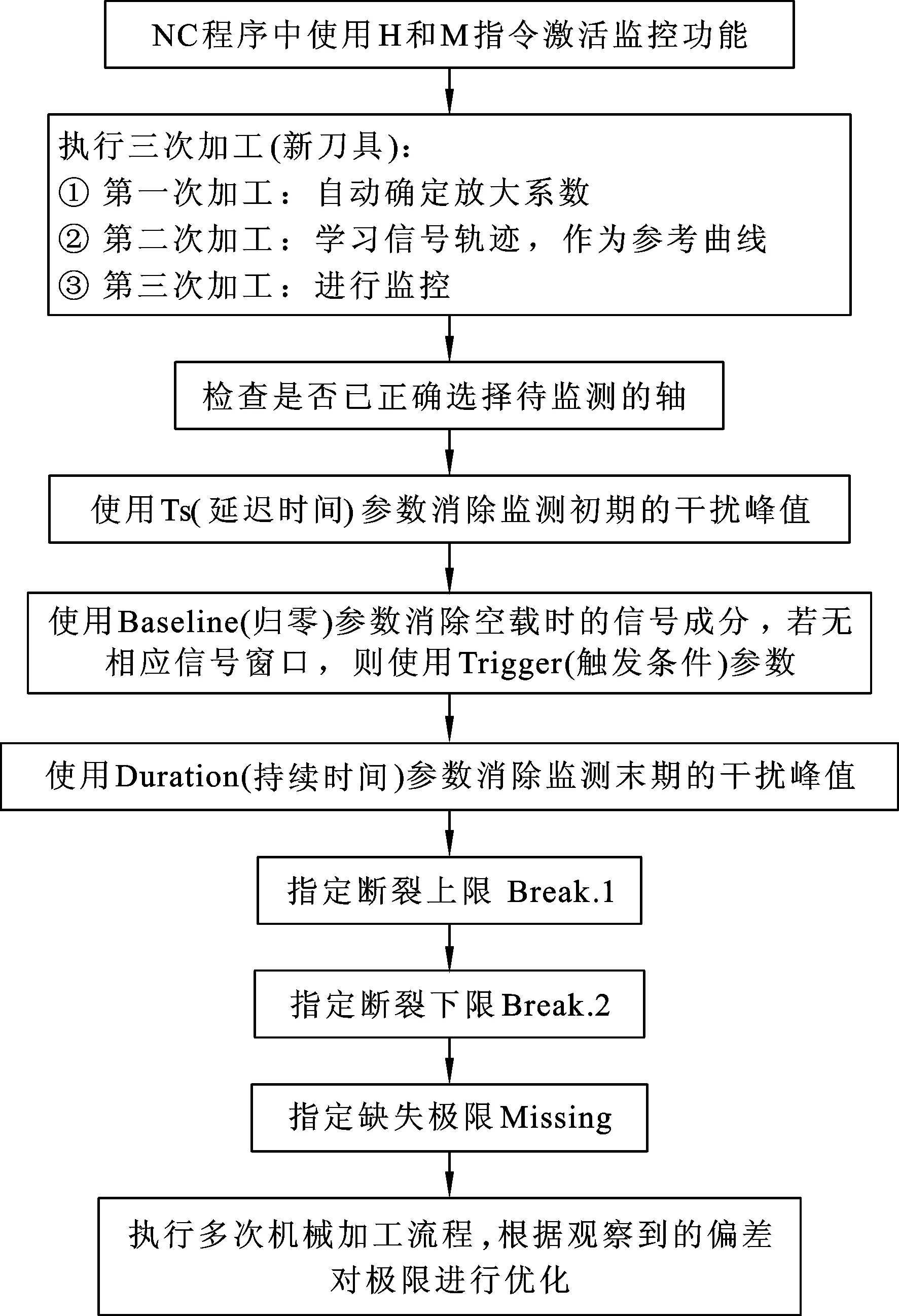
圖3 Standard模式設置流程[6]
(2)SAS模式。SAS模式是在Standard模式的基礎上添加了監控極限的自動調整功能,可在一定程度上減少因加工過程波動引起的誤報警。
(3)dx/dt模式:與Standard模式完全不同,dx/dt模式是采集一段時間內的信號來確定上下動態極限,通過動態極限來識別后續加工中刀具磨損、破損引起的快速信號變化,適用于加工時間長、加工過程穩定的單件、小批量零件加工過程。
2 ARTIS在航空結構件數控銑削中的應用分析
2.1監控模式選擇
航空結構件材料切除率高、加工時間長,多數工步中需要暫停加工、更換刀具(特別是鈦合金等難加工材料);此外,航空結構件加工批量小,實際生產中,每臺機床上加工的零件變化大。
若采用Standard模式,學習量太大,ARTIS提供的存儲空間難以滿足;更重要的是加工工藝或加工進程的微小變化均會導致監控失效,而目前國內航空結構件數控加工還未完全實現自動化,加工進程常常受到人工干預。
若采用dx/dt模式,要求加工過程穩定,學習時間段內的加工信號與整個加工過程一致,而航空結構件加工工藝復雜,多數工步中都存在加工狀態的變動,很可能導致誤報警。
綜上所述,根據航空結構件的實際加工現狀,只能選擇dx/dt模式,通過采取其他措施盡量保證加工過程穩定來控制誤報警。為此,需要分析航空結構件典型特征加工過程中的監控誤報警情況及原因。
2.2監控過程分析
本文跟蹤了某典型航空結構件銑削加工中主軸扭矩(DTA)和主軸振動(VG4)的監控過程(dx/dt模式),典型特征加工過程中出現監控誤報警的情況如下:
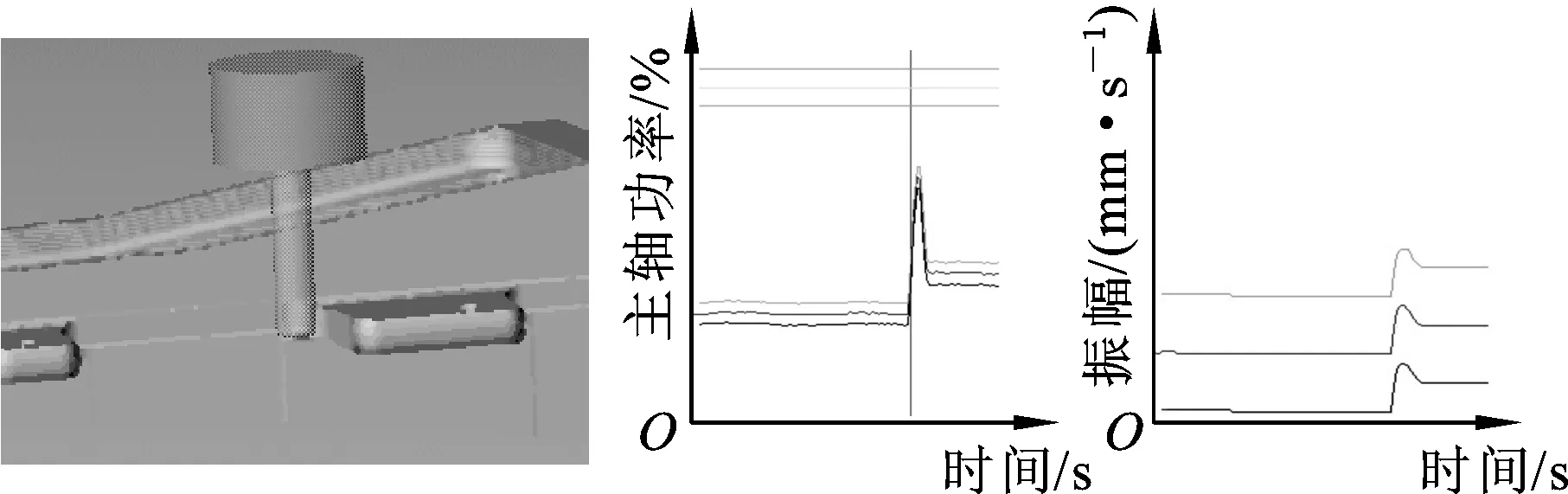
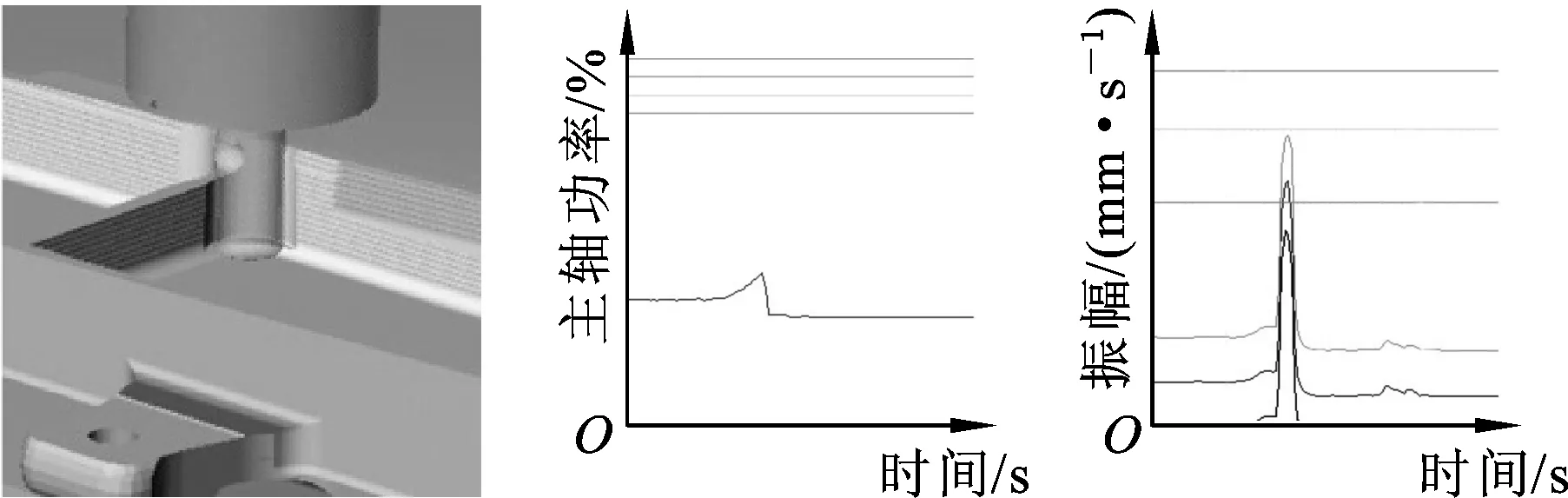
(1)筋頂銑削。進刀處,特別是刀具側刃也參與切削時,刀具與工件的接觸面積突然從無到有,主軸扭矩及振幅均會急劇增大并導致報警,切入零件后加工過程變得平穩,主軸扭矩和振幅均急劇減小,如圖4所示。

(a)加工位置 (b)功率曲線 (c)振幅曲線 圖4 筋頂銑削進刀時的監控曲線
(2)內外形銑削。平穩的加工過程中,隨著切深的逐漸增大,主軸功率逐漸增大,主軸振幅小且穩定;進刀處,特別是凸臺旁進刀時,刀具與工件的接觸面積突然從無到有,主軸扭矩急劇增大導致報警,切入零件后加工過程變得平穩,主軸扭矩急劇減小,但整個進刀過程中主軸振幅僅有微小波動,如圖5所示。
(a)加工位置 (b)功率曲線 (c)振幅曲線 圖5 外形銑削凸臺旁進刀時的監控曲線
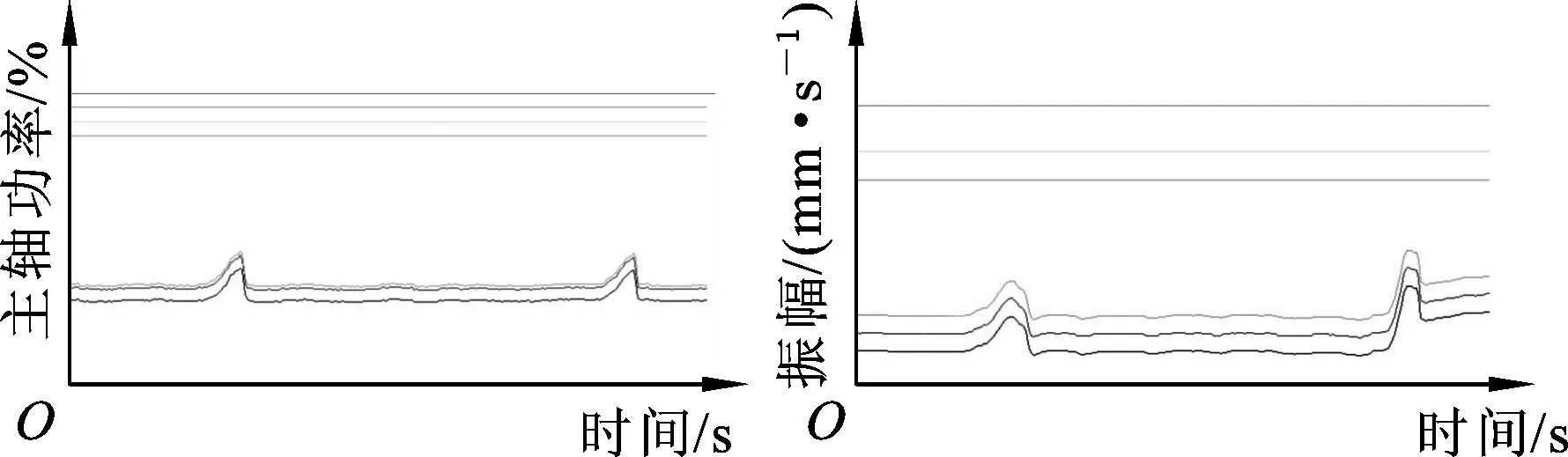
(3)轉角插銑。進刀處,主軸扭矩和振幅小幅增大,進入穩定切削后,主軸扭矩穩定、振幅減小且穩定;但若插銑過程中刀具接觸了腹板,接觸瞬間主軸振幅將急劇增大導致報警,如圖6所示。
(a)加工位置 (b)功率曲線 (c)振幅曲線 圖6 插銑中刀具接觸腹板時的監控曲線
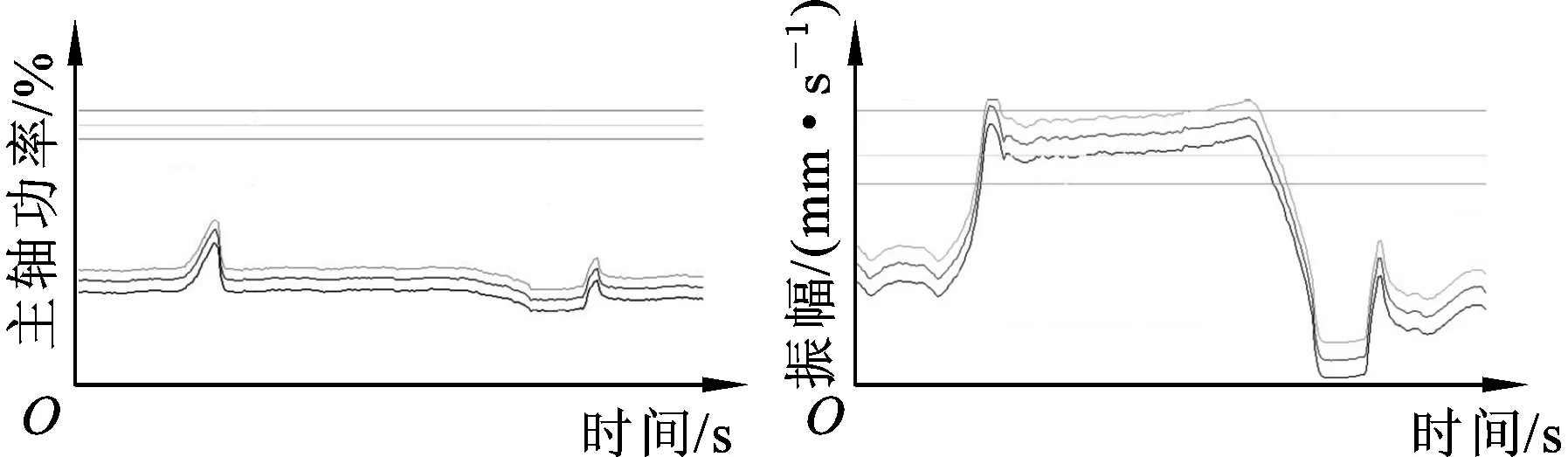
(4)帶凸臺腹板銑削。整個切削過程中,刀具與材料的接觸面積不斷變化,主軸扭矩隨之小幅變化,僅在轉角處有較明顯增大;而主軸振幅變化大且復雜,與刀具與工件的接觸面積變化、切削部位的工件剛性及銑削方式(如順銑和逆銑)有關,如圖7、圖8所示。
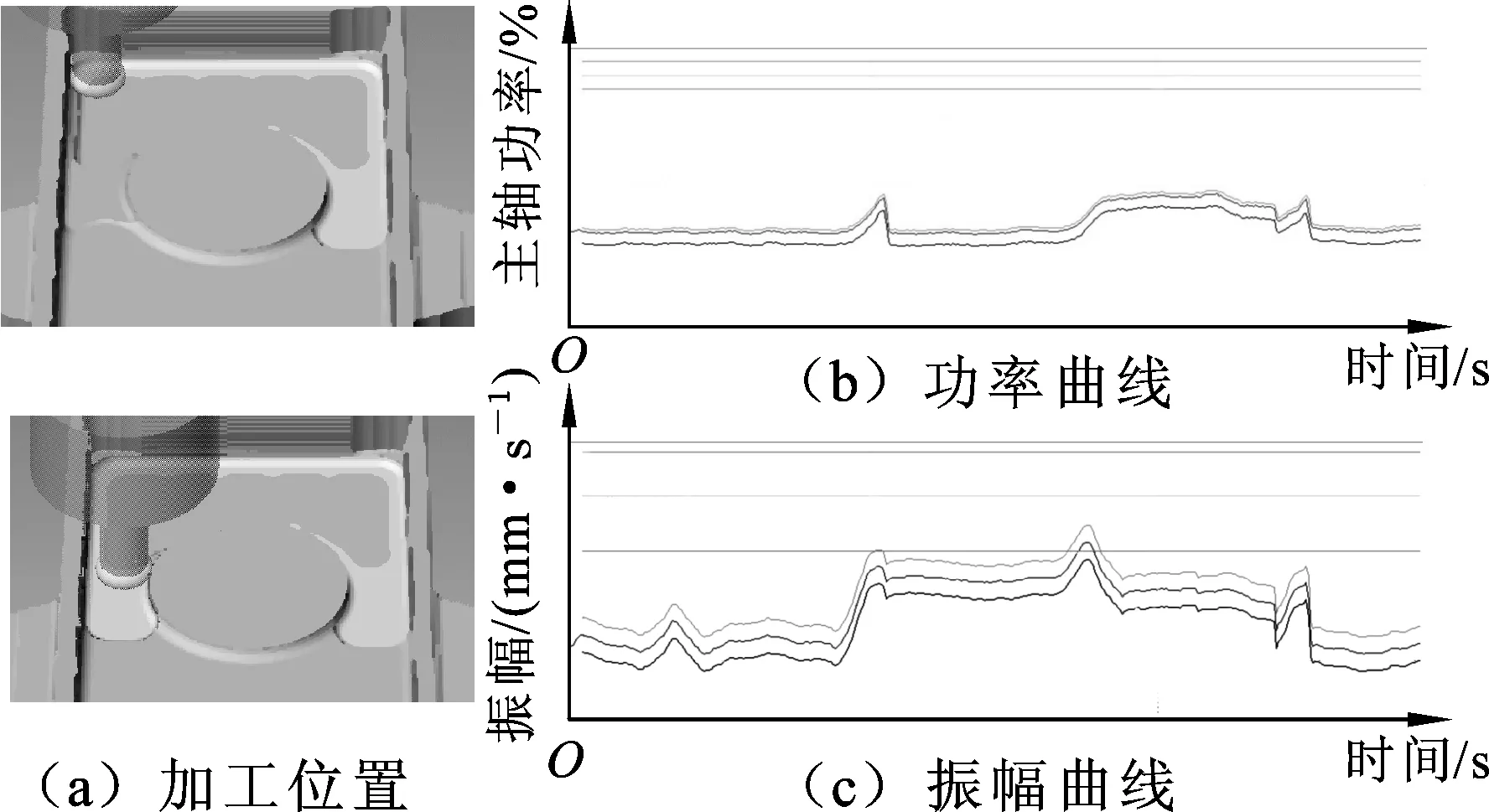
圖7 腹板銑削中刀具與工件接觸面積變化時的監控曲線

(a)功率曲線 (b)振幅曲線圖8 腹板銑削中順銑變逆銑時的監控曲線
對比了采用新刀具和嚴重磨損刀具加工腹板相同部位時的監控曲線,如圖9所示,可以看出:刀具嚴重磨損后,主軸功率僅有小幅增大,其變化程度與瞬時切除體積的相關性更大;振動方面,在某些位置主軸最大振幅大幅提高,但是受工藝波動影響整體上仍呈現頻繁的高低變化。
(a)磨損前功率曲線 (b)磨損前振幅曲線
(c)嚴重磨損后功率曲線 (d)嚴重磨損后振幅曲線圖9 腹板銑削中刀具嚴重磨損前后的監控曲線對比
3 ARTIS在航空結構件數控銑削中的應用方案
使用ARTIS的最終目標是:刀具磨損到一定程度或破損時能及時報警并停止加工,防止零件損傷,同時又要避免誤報警的產生,保證正常加工過程的順利進行。根據上述分析,在航空結構件數控銑削加工中,工藝波動對監控信號的影響比刀具磨損的影響要大得多,因此,要達到ARTIS的應用目標,必須消除加工過程波動引起的監控曲線變化。為此,本文提出以下應用措施:
(1)穩定加工過程。工藝人員在編程過程中,應盡量使加工過程平穩,如在符合工藝要求的情況下,在同一條NC程序中使用相同的切削參數,避免插銑中刀具接觸腹板等。
(2)分段監控。多數航空結構件銑削加工過程中,發生波動的只是少量的程序段,因此,可采取分段監控,即只監控穩定的程序段,從而消除誤報警,在保證正常加工進程的同時使其在較大程度上起到監控作用。程序段可根據刀具軌跡和切削參數來劃分,結合CAM軟件的二次開發包(如CATIA的CAA)開發分段工具來實現。另外,對于不同的加工狀態,需要通過試驗確定合適的ARTIS監控參數(放大倍率、極限值等)并保存到不同的監控號中,形成監控號庫。在工藝準備中,根據每一個監控段的工藝信息賦予相應的監控號。
(3)手動設置監控參數。監控參數(放大倍率、動態極限等)的設置采用手動方式,具體數值通過試驗獲得,避免自動采樣設置過緊的極限以及縮短監控時間。
(4)尖峰抑制。對于刀具與工件接觸面積突變引起監控信號突變的情況,通過設置Fading out peaks和Spike gating參數進行尖峰抑制/過濾,避免誤報警,具體參數值通過試驗確定。
(5)基于最差工況的監控。對于波動大且頻繁的加工過程(如帶凸臺的腹板加工),難以將加工狀態變化導致的監控曲線變化分離出來,可僅設置靜態極限對最差工況進行監控。最差工況的主軸扭矩、振動等信息可通過試驗或從實際加工中獲取。
基于上述應用措施,筆者采用CATIA CAA和VS平臺開發了程序分段和監控號自動添加工具,并開展了實際的應用驗證。以圖4~圖7所示的零件為例,整個加工過程中僅發生一次誤報警,誤報率減少了90%以上,并在腹板加工中成功監控到刀具嚴重磨損的情況,避免了可能發生的零件燒傷。
4 結論
(1)消除工藝變動的影響是提高刀具監控準確率的關鍵。
(2)不同狀態下,主軸功率、振動等物理信號對刀具磨損的敏感程度不一樣,通過多種物理信號的融合可提高監控準確性。
(3) ARTIS等刀具監控系統具有其特定的應用條件,要實現其在復雜加工過程中的有效應用,必須結合具體的零件加工工藝和企業生產模式,在工藝前端進行必要的開發。
[1]高艷玲,賈召彬,杜春雷.刀具實時監控系統的研究[J].制造技術與機床, 2010 (11): 16-18.
Gao Yanling,Jia Zhaobin,Du Chunlei.Research on the Tool Real-time Monitoring System[J]. Manufacturing Technology & Machine Tool, 2010 (11): 16-18.
[2]李曉峰, 何峰.刀具破損監控系統在車銑加工中心上的應用[J].世界制造技術與裝備市場, 2011(4): 97-99.
Li Xiaofeng,He Feng.Application of Tool Breakage Monitoring System in Turning Milling Center [J]. World Manufacturing Engineering & Market, 2011 (4):97-99.
[3]鄧凌,許翠芳,喬永忠.ARTIS刀具監控系統在數控機床上的開發應用[J].制造技術與機床, 2013(2): 121-124.
DengLing, Xu Cuifang, Qiao Yongzhong.Applicati-on and Development of ARTIS on Machine Tools[J]. Manufacturing Technology & Machine Tool, 2013(2): 121-124.
[4]賀毅. ARTIS在航空制造中的應用[J].制造技術與機床, 2014(4): 148-151.
He Yi.Application of Artis in Aeronautical Manufacturing[J].Manufacturing Technology & Machine Tool, 2014(4): 148-151.
[5]ARTIS 刀具監控功能介紹及處理方案[EB/OL].[2015-06-21]. http://wenku.baidu.com/link?url=qEUfO0xRcSxMDDYfCaL_LVxgyW1yxuJKtFHpuMMU0_pq8wuf56AAGaufNDuGCWUTLScn5IMxRlzHvY8uXo00TfQ8ZKUKDEZNTgO2cpaobS7.
[6]Monitoring Method “Standard”.CTM User Manual [M]. Hamburg: ARTIS GmbH, 2014.
(編輯陳勇)
ARTIS Tool Monitoring System Using in Milling of Aerospace Structural Components
Zhu Shaowei1,2Li Weidong1Tang Limin1Du Li2
1.AVIC Chengdu Aircraft Industrial (Group) Co.,Ltd., Chengdu, 610092 2.University of Electronic Science and Technology, Chengdu, 611731
In order to figure out the problems when ARTIS was used in milling of aerospace structure components, the variation rules of monitoring signals relative to representative part features were analyzed. Consequently, a few of application solutions was proposed to reduce the false alarms. Application cases show that the false alarm is reduced obviously, and the monitoring accuracy is improved.
tool monitoring; ARTIS; aerospace structural component; NC milling
2015-10-16
國家科技重大專項(2013ZX04001-121)
TH164
10.3969/j.issn.1004-132X.2016.15.009
朱紹維,男,1987年生。中航工業成都飛機工業(集團)有限責任公司工程師、電子科技大學聯合培養博士后研究人員。主要研究方向為數控加工、智能制造。發表論文10余篇。李衛東,男,1972年生。中航工業成都飛機工業(集團)有限責任公司數控加工廠高級技師。湯立民,男,1955年生。中航工業成都飛機工業(集團)有限責任公司研究員級高級工程師、特級技術專家。杜麗,女,1970年生。電子科技大學機械電子工程學院教授。