重軌熱鋸機變速技術應用
2016-09-12 02:49:42霍建尹燕鵬蘇德帥趙麗娥鞍鋼股份有限公司大型廠遼寧鞍山114021
鞍鋼技術 2016年4期
霍建,尹燕鵬,蘇德帥,趙麗娥(鞍鋼股份有限公司大型廠,遼寧 鞍山114021)
生產實踐
重軌熱鋸機變速技術應用
霍建,尹燕鵬,蘇德帥,趙麗娥
(鞍鋼股份有限公司大型廠,遼寧 鞍山114021)
介紹了鞍鋼股份有限公司大型廠熱鋸機為滿足產品多樣化需要,實現熱鋸機變速功能的軟硬件配置情況,著重介紹了各種變速方案具體設計思想及優缺點以及最終實施的方案。通過介紹PLC內程序的編寫和SIEMENS數控器的設置,詳細闡述了變速技術的實現原理。
軌梁;熱鋸機;變速技術;Siemens數控器
鞍鋼股份有限公司大型廠是國內少數生產鐵路用重軌的國有企業之一,年產量80萬t。隨著國內重軌需求量的下降,占生產品種95%的重軌產品比重也逐年下降。因此開發軌梁產品新品種,開拓除重軌外的其他軌梁類產品的市場顯得尤為重要。不同的軌梁類產品由于其斷面不同,要求熱鋸切割時的速度也不同。熱鋸切割時,要求斷面較大的產品比斷面較小的產品速度慢些,這就要求熱鋸機具有變速功能,根據生產產品的不同及時調整鋸切速度。本文重點闡述熱鋸機變速技術中電氣控制系統的改進及軟硬件的詳細工作原理。
1 硬件配置
鞍鋼股份有限公司大型廠熱鋸機中控室采用1套德國西門子S7-300系列PLC,具體模板為:可編程序控制器:S7 315-2DP;電源模塊:PS 307 5A;數字量輸入模塊:DI16×DC24V;數字量輸出模塊:DO16繼電器輸出120V~。
由于改造利舊的原因,原機旁控制柜內采用的西門子S7-200組成的獨立控制系統的硬件配置繼續使用,S7-200在下載了新的控制程序后,使其成為一個遠程的IO站點,本質功能上與西門子遠程IO站,ET200M相同。進鋸電機采用直流電動機,驅動器為西門子6RA70系列數控器,S7-200的數字量輸出通過驅動繼電器的線圈,使其輔助接點吸合,數控器24V電源通過輔助接點接入數控器數字量輸入點內,參與邏輯運算控制[1]。
操作室安裝有選擇器、指示燈等電氣元件,直接接入位于操作室電氣柜內的遠程IO站ET200M輸入模塊上。
熱鋸機電氣系統框圖如圖1所示。
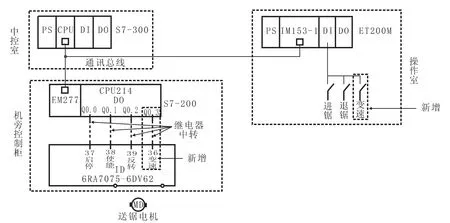
圖1 熱鋸機電氣系統框圖
2 變速技術方案
針對不同的生產工藝實際,設計出了不同的變速方案,而每種方案都各有其優缺點。技術方案的選擇取決于產品類型對鋸切速度的工藝要求,以及資金、技術的投入,即取決于投入產出比或性價比。理想的選擇是在滿足工藝要求的前提下投入最小。各種方案比較如下。
2.1方案1
方案1框圖見圖2。
方案說明:操作室增加模擬量旋鈕控制器,遠程IO站ET200M增模擬量輸入模塊,操作人員通過模擬量旋鈕控制器,將速度模擬信號送入ET200M的模擬量輸入模塊中,中控室通過編程將模擬量給定信號輸出給機旁控制柜內的S7-200的輸出模塊,數控器接收來自S7-200的模擬量信號,作為數控器速度選擇的給定信號,驅動電機改變進鋸速度。模擬量信號選擇4~20 mA信號,線性代表0~+100%的速度給定。
方案優點:速度選擇范圍大,可實時調整所需進鋸速度。
方案缺點:增加硬件投入,包括安裝旋鈕控制器、配置ET200M的模擬量輸入模塊、配置S7-200的模擬量輸出模塊、配線等;增加軟件編程,改變數控器內部配置。
2.2方案2
方案2框圖見圖3。

圖3 方案2框圖
方案說明:數控器增加CBP控制板,此控制板可以使6RA70數控器連接到通訊總線上,可以直接與S7-300進行通訊,機旁控制柜內增加1路通訊總線連接EM277和數控器的CBP板。S7-300內編程將速度給定信號通過通訊總線直接送入數控器內,改變進鋸電機速度。
方案優點:速度選擇范圍大,可實時調整所需進鋸速度。
方案缺點:增加硬件投入,包括安裝旋鈕控制器、配置模擬量輸入模塊、配線等,不需要增加S7-200的模擬量輸出模塊;但S7-300內編程量將大幅增加,改變數控器內部配置。
2.3方案3
如圖1所示,操作室內增加一個開關,機旁控制柜內增加一路變速連接線路,中控室S7-300內簡單編程。
方案優點:軟硬件投入最少。
方案缺點:每增加1個變速開關,可實現1級變速。
考慮到熱鋸機數控器無用于ProfibusDP通訊的CBP板,與S7-200之間為硬線連接;且目前生產品種只需要增加1個速度等級的實際情況,綜合以上方案,確定采用方案3。方案3的擴展性強,5級以下的速度變速非常適用。本方案適合數控器不帶有CBP通訊板、且變速等級少的應用場合。
3 軟件配置
3.1 PLC配置
目前重軌產品在產品結構中還占有很大的比重,熱鋸大多數時候需要工作在全速 (100%)狀態,在操作臺增加“熱鋸機變速”開關后,數字量輸入點進入PLC內。PLC內部程序配置圖如圖4所示。當沒有“熱鋸機變速”信號時,“熱鋸機數控器啟停”信號Q0.0和“熱鋸機變速”信號Q0.3同時為“1”狀態;一旦“熱鋸機變速”信號工作在“1”狀態時,“熱鋸機變速”信號Q0.3則為“0”狀態。
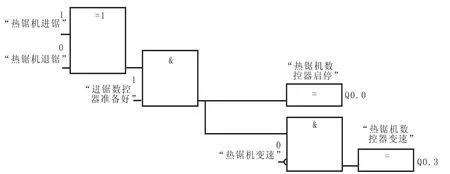
圖4 PLC內部程序配置圖
3.2數控器配置
數控器數字量輸入功能圖見圖5。從圖1和圖5看出,“熱鋸機變速”信號Q0.3從數控器36號端子輸入到B0010也就是B10連接器;“熱鋸機啟停”信號Q0.0從數控器37號端子輸入到B0012也就是B12連接器。
數控器固定值給定功能圖見圖6。從圖中可以看出,當P430.7和P430.8同時為“1”時,連接器K209中的數據為 P431.7和 P431.8的和;當P430.7為 “0”時,連接器K209的數據只來源于P431.8。K401和K402是兩個固定值連接器,分別由P401和P402參數輸入固定值。設置P401= 50%;P402=50%;由圖6所示,組成速度設定選擇,P431.7=K402,P431.8=K401;P430.7=B10,P430.8= B12;完成此設定后,相當于P430.7=50%,P430.8= 50%,P431.7=Q0.3(變速),P431.8=Q0.0(啟停)。當Q0.3(變速)和Q0.0(啟停)同時為“1”時,連接器K209為 100%;當Q0.3(變速)為“0”和Q0.0(啟停)為“1”時,連接器K209為50%。
數控器主給定處理功能圖見圖7。從圖中可以看出,將主速度設定 (Main setpoint)參數P644= K209,至此數控器內部速度給定數據配置完畢。
3.3應用效果
方案3實施以來,取得了良好的工作效果,
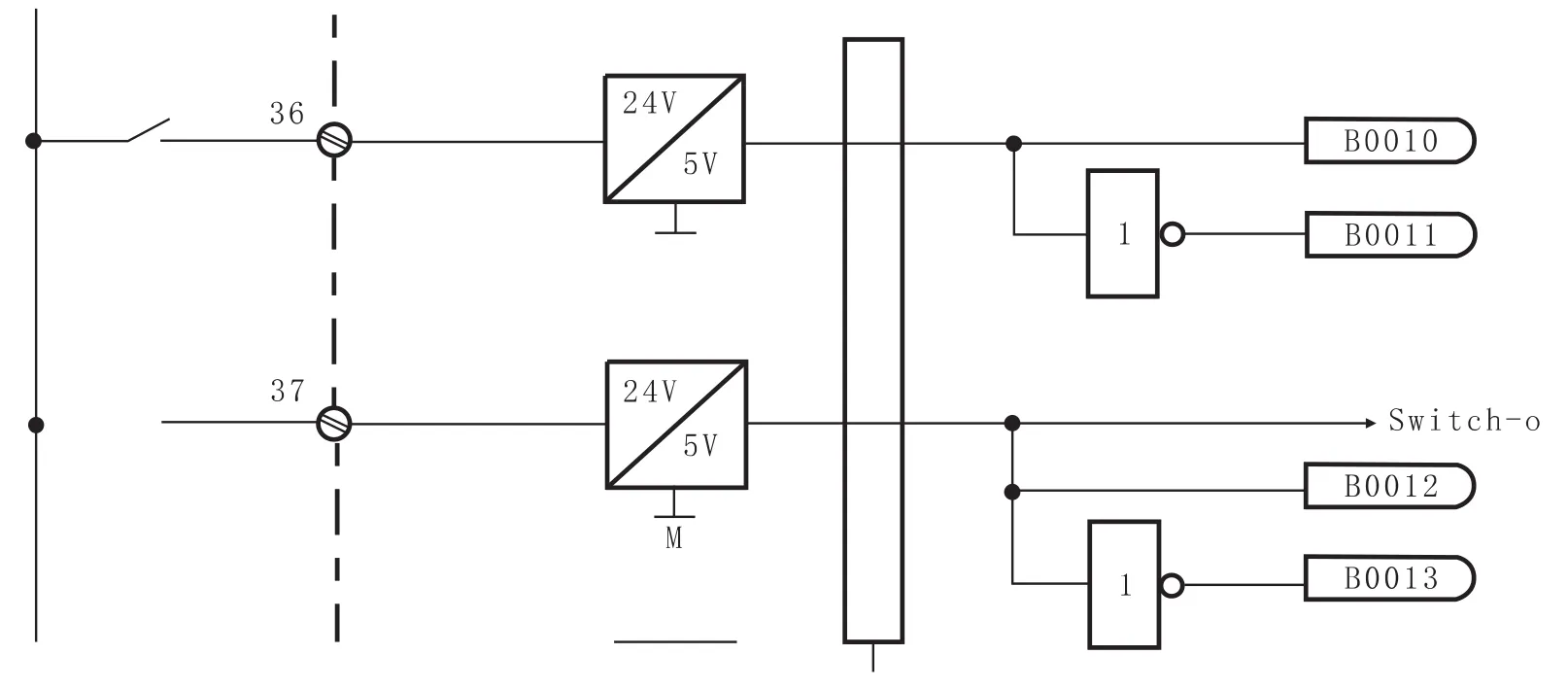
圖5 數控器數字量輸入功能圖
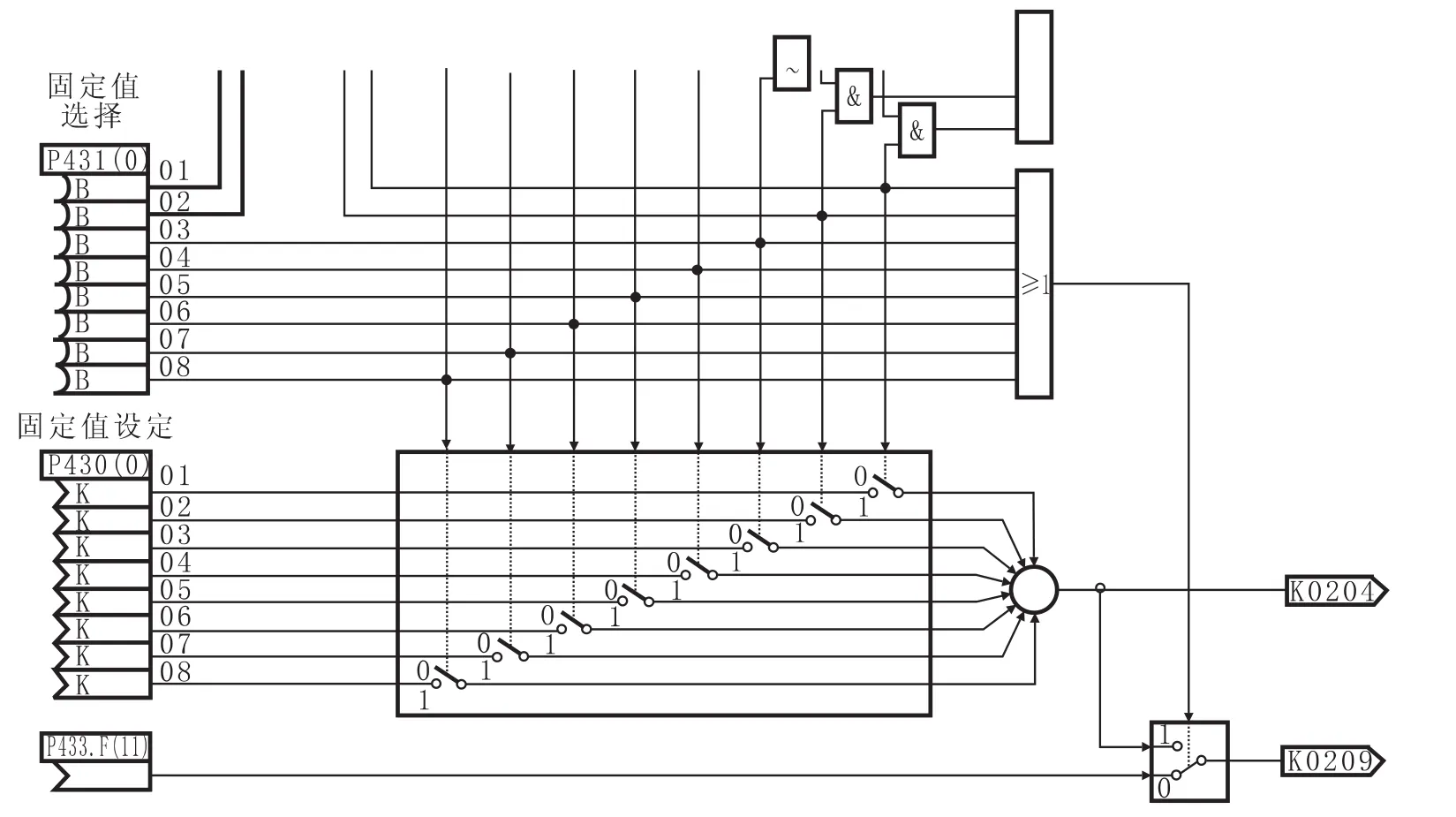
圖6 數控器固定值給定功能圖
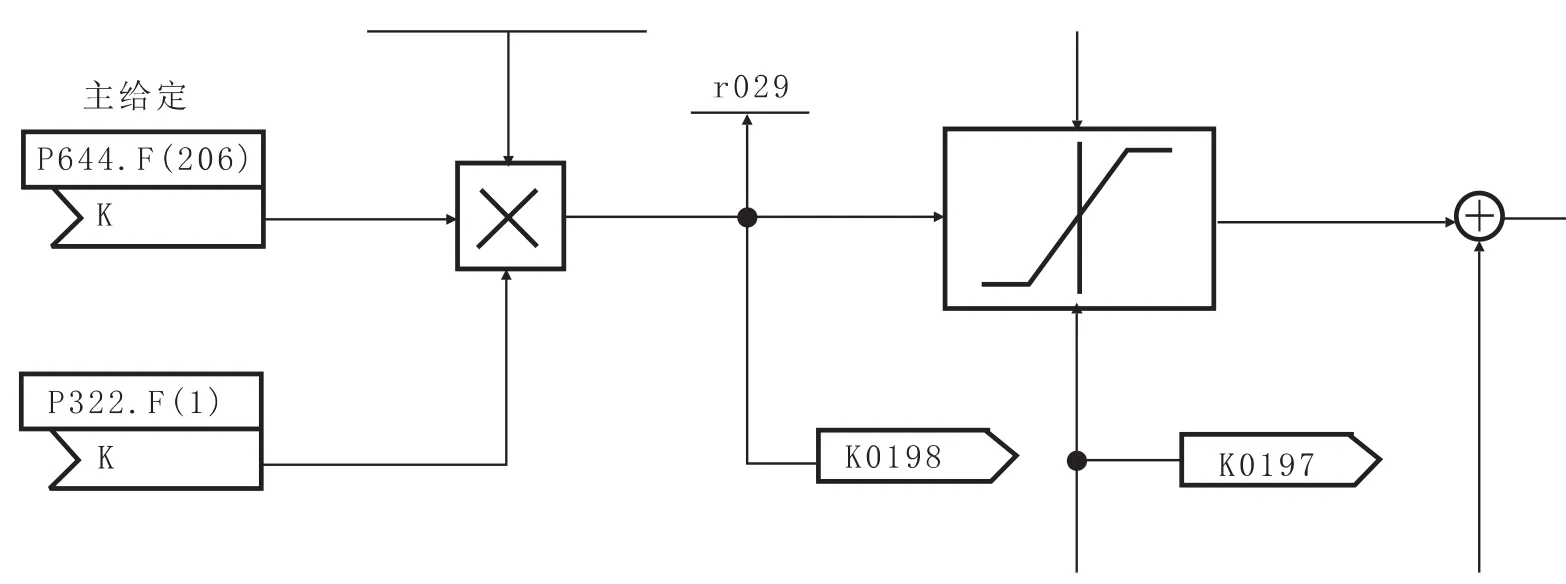
圖7 數控器主給定處理功能圖
實施前、后對比情況如表1所示。
在鋸切效果方面,新方案實施后,由于應用了變速技術,滿足了生產槽型軌和120方鋼的一次性切斷要求,并且鋸片的磨損程度顯著降低,鋸片的使用壽命提高,更換鋸片時間減少,因此生產消耗時間減少。
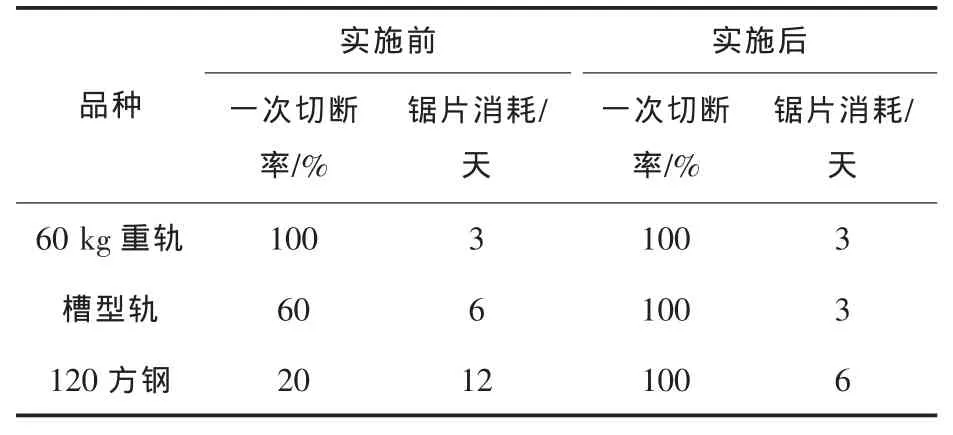
表1 熱鋸變速技術應用效果對照表
在鋸切效果方面,變速技術應用后,滿足了槽型軌和120方鋼的一次性切斷要求,且鋸片磨損程度顯著降低,鋸片使用壽命提高,更換鋸片消耗生產時間消耗減少。
4 結語
熱鋸機變速功能實現應用以來,為開發多樣性產品提供了保障。操作簡便,功能可靠,可長時間穩定運行,滿足了產品鋸切變速的需求。根據目前新產品開發速度的要求,未來還需要再增加一個或兩個調速等級。
[1]江良勝.西門子6RA70數字量傳動系統在中板生產線的應用[J].冶金動力,2009(2):78-81.
(編輯 袁曉青)
Application of Transmission Technology for Hot Sawing Machine during Cutting Heavy Rail
Huo Jian,Yin Yanpeng,Su Deshuai,Zhao Lie
(Heavy Section Mill of Angang Steel Co.,Ltd.,Anshan 114021,Liaoning,China)
The software and hardware configurations for the hot sawing machine with variable speed function in Heavy Section Mill of Angang Steel Co.,Ltd.for meeting requirements for product diversification were introduced.Particularly specific design ideas for all kinds of variable speed outlines and their corresponding advantages and disadvantages as well as the implemented final solution were explained so that transmission function of hot sawing machine was realized. The concrete design ideas of various transmission schemes and their advantages and disadvantages as well as the scheme implemented in the end were introduced.The principle of variable speed technology which can be available was discussed in detail by introducing the programming of PLC internal programs and the installation of SIEMENS digital controllers.
rail beam;hot sawing machine;transmission technology;Siemens numerical ontrol unit
TG333
A
1006-4613(2016)04-0058-05
霍建,碩士,工程師,2007年畢業于遼寧科技大學控制理論與控制工程專業。E-mail:huojian9999@163.com
2015-12-22
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
中國科技論壇(2017年7期)2017-07-25 08:49:53
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55