鞍鋼鲅魚圈近年來燒結生產節能措施
2016-09-12 02:49:40孫俊波楊熙鵬王小強鞍鋼股份有限公司鲅魚圈鋼鐵分公司遼寧營口115007
鞍鋼技術 2016年4期
孫俊波,楊熙鵬,王小強(鞍鋼股份有限公司鲅魚圈鋼鐵分公司,遼寧 營口115007)
生產實踐
鞍鋼鲅魚圈近年來燒結生產節能措施
孫俊波,楊熙鵬,王小強
(鞍鋼股份有限公司鲅魚圈鋼鐵分公司,遼寧 營口115007)
為了降低燒結工序能耗,近年來鞍鋼股份有限公司鲅魚圈鋼鐵分公司采取了一系列措施,如利用環冷機熱廢氣進行發電和預熱燒結混合料、燒結配礦使用工業含碳廢棄物、改造燒結機頭尾密封蓋板降低系統有害漏風等,使燒結工序能耗大幅度降低,節能效果明顯。
燒結;熱廢氣;工業廢棄物;密封蓋板;工序能耗
鋼鐵企業是能源消耗大戶,而燒結工序的能耗約占鋼鐵企業總能耗的10%左右。降低能耗是降低成本、增加效益的有效途徑。為了降低工序能耗,鞍鋼股份有限公司鲅魚圈鋼鐵分公司圍繞降低固體燃料消耗、降低電耗和點火煤氣用量,先后利用環冷機廢氣進行余熱發電和預熱混合料、采用新型燒結機頭尾密封蓋板降低燒結機有害漏風,主抽風機改變頻控制,降低點火溫度,減少燒結煤氣使用量,燒結配礦使用工業含碳廢棄物及混合料應用工業廢水替代新水等節能降耗措施,取得了明顯的效果。
1 環冷機廢氣余熱利用
鞍鋼股份有限公司鲅魚圈鋼鐵分公司有2臺405 m2燒結機,每臺配備490 m2環冷機,其中每臺環冷機配置5臺冷卻風機,每小時冷卻風量為26.4萬m3,其中一、二段廢氣溫度較高,一般在400℃左右,用于余熱發電;三段廢氣溫度相對低一些,通常為180~200℃,主要用于燒結預熱混合料、點火和點火后的保溫。
1.1余熱發電
鞍鋼鲅魚圈燒結開工初期,環冷機高溫廢氣(150~450℃)用于余熱鍋爐,將高溫廢氣中的余熱能轉換成蒸汽,供鞍鋼鲅魚圈廠區內生產使用,該處理方式余熱能利用率低,造成能源浪費。
根據工業和信息化部《鋼鐵企業燒結余熱發電技術推廣實施方案》和《國家重點行業清潔生產技術導向目錄》等國家關于二次能源綜合利用及環境保護相關產業政策的規定,為徹底解決鞍鋼鲅魚圈環冷機余熱廢氣再利用問題、降低電力成本、減少溫室氣體排放,決定配套新建燒結環冷機余熱回收發電系統,將環冷高溫廢氣通過雙壓式余熱鍋爐轉換成蒸汽用于汽輪發電機發電。
該項目由杭州西子集團總承包,2009年7月破土動工,2010年10月30日項目竣工,同年11月并網發電,新建的26 MW發電機組,設計年發電量為208 GWh,噸礦發電量大于13 kWh,鞍鋼鲅魚圈燒結環冷機余熱發電量情況見表1。
每臺環冷機配置1套雙壓余熱鍋爐 (產生2種參數的中、低壓過熱蒸汽),2套余熱鍋爐配置1套低壓補汽凝汽式汽輪發電機組(25 MW)構成的余熱回收發電系統,將環冷廢氣通過余熱鍋爐產生的蒸汽用于汽輪發電機發電。鞍鋼鲅魚圈燒結余熱發電工藝流程見圖1。
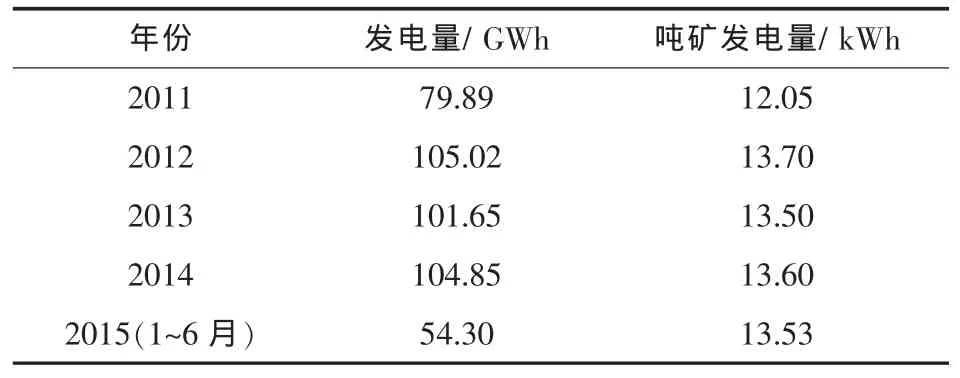
表1 鞍鋼鲅魚圈燒結環冷機余熱發電量情況
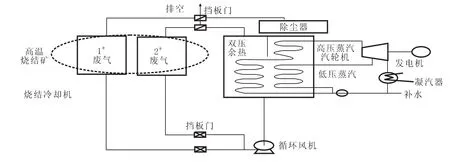
圖1 鞍鋼鲅魚圈燒結余熱發電工藝流程
由表1可知,燒結環冷機年發電量未達到設計產能,分析原因為:
(1)燒結機產量不飽滿,未達到設計的額定工況要求。
(2)受環境溫度影響,燒結環冷煙氣溫度低,達不到設計的額定工況要求,鍋爐產氣量少。
根據生產實際情況,鞍鋼鲅魚圈制定了該項目的生產考核指標為年發電量大于99.80 GWh,燒結余熱發電的實際發電量能夠達到要求。
1.2預熱混合料,點火和點火后的保溫
鞍鋼股份有限公司鲅魚圈鋼鐵分公司燒結機設計時在點火器前預留15 m2預熱段,將混合料在點火前進行預熱,同時點火后保溫段也通入熱廢氣。其目的是提高混合料溫度、降低燒結過程中產生的過濕現象。其熱源均為環冷機三段熱廢氣,通過回熱風機將廢氣引入到燒結機平臺,熱廢氣的平均溫度在200℃左右,經預熱后的混合料溫度可達40℃以上。
2 燒結配礦使用工業廢棄物
鞍鋼股份有限公司鲅魚圈鋼鐵分公司每年生產工序間產生的固體廢棄物量大約在25萬t以上。這些固體廢棄物主要包括各種除塵灰、轉爐泥、瓦斯泥等10多個品種。它們在原料場經過機械混勻后直接參與混勻礦造堆,然后供燒結使用。經過混勻的工業廢棄物不僅含有一定量的TFe,而且還含有一定量的固定碳,燒結使用工業廢棄物后,可以降低固體燃料消耗。工業廢棄物化學分析見表2。

表2 工業廢棄物化學分析(質量分數) %
由于工業廢棄物水分含量較大,冬季不宜使用,通常情況下鞍鋼鲅魚圈燒結在每年5~10月份使用工業廢棄物,配比為3%左右。按等當量碳折算,3%的廢棄物相當于1%的燃料配比,燒結使用工業廢棄物后技術經濟指標見表3。
從表3可以看出,燒結使用工業廢棄物后,燒結礦的化學成分變化不大,物理指標略有下滑,但固體燃料消耗下降幅度較大,每噸燒結礦固體燃料消耗降低8.7 kg(相當于使用1%的工業廢棄物,燒結固體燃料消耗降低2.9 kg/t)。

表3 燒結使用工業廢棄物前后指標對比
工業廢棄物配比為3%,相當于每噸燒結礦配加35 kg,每年用量為20萬t,可生產燒結礦571.43萬t,可降低燃料消耗4.97萬t,燒結用燃料450元/t,扣除工業廢棄物加工成本60元/t,燒結使用工業廢棄物后,每年可創效益為:
4.97×450-20×60=1 036.5萬元
3 推廣使用新型燒結機頭、尾密封蓋板
鞍鋼鲅魚圈燒結機投產已有6年,密封蓋板原先采用四連桿重錘方式,機尾為兩道密封板,機頭一道密封。隨著運行周期的延長,加之設備長期在高溫、多灰塵工況條件下,四連桿的絞鏈已失去靈活性,不能自由轉動,使密封板卡死,導致臺車本體變形,中間部位下撓,臺車底梁和密封板的間隙最高達30 mm。密封效果大幅度下降,燒結機系統漏風率由開工初期的43.79%下降到59.68%,下降幅度高達15.89%,不僅影響燒結礦產量、質量,而且對燒結生產經濟指標也產生較大的影響。
鞍鋼鲅魚圈燒結先后于2014年7月和11月利用燒結機檢修機會將2臺燒結機頭、尾密封蓋板由原來的四連桿重錘式改成箱體式柔性密封蓋板,解決了原密封蓋板易積灰堵死、不易調整、間隙大和壽命短等諸多缺點。四連桿重錘式密封蓋板見圖2,箱體式柔性密封蓋板見圖3所示。
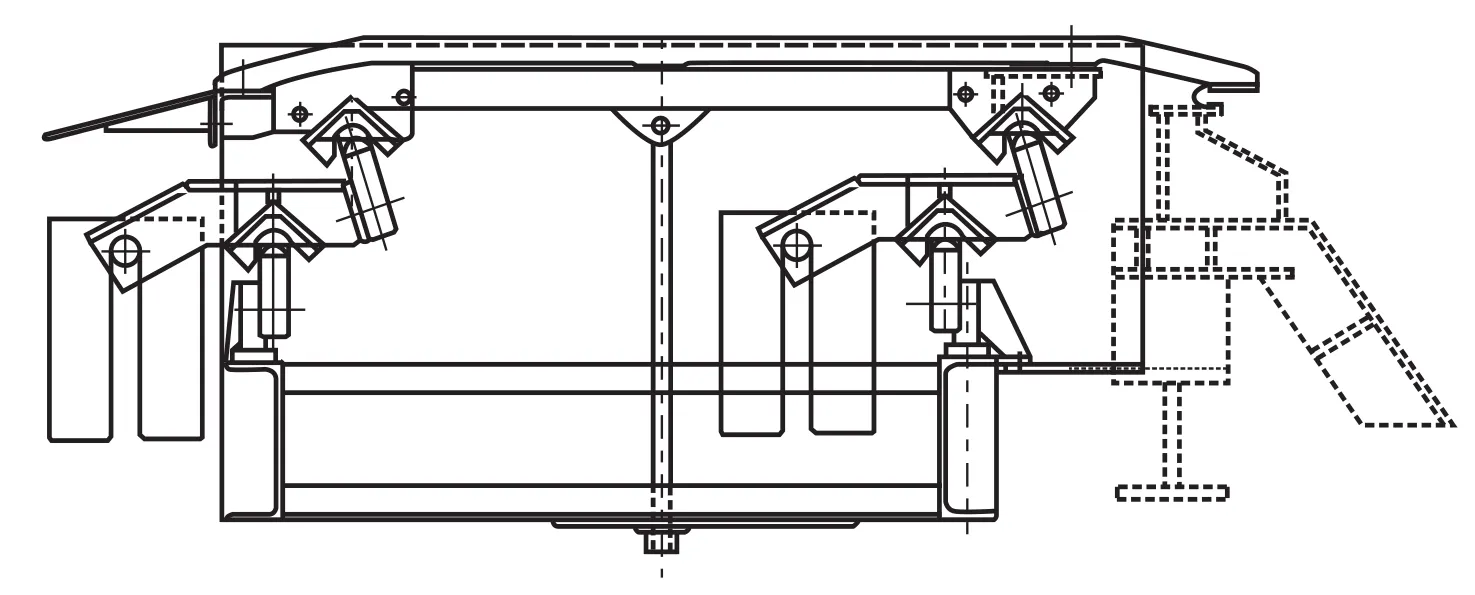
圖2 四連桿重錘式密封蓋板
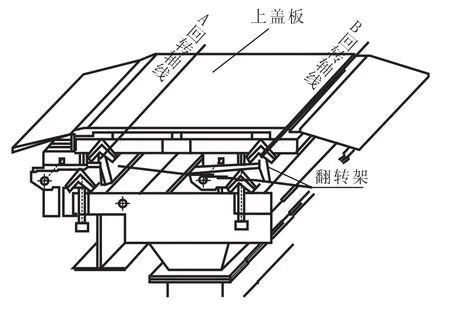
圖3 箱體式柔性密封蓋板
燒結機安裝新型頭尾密封蓋板后燒結技術指標大幅度改善,具體技術指標對比見表4。
由表4可知,燒結機采用新型密封設備后,燒結技術指標得到了改善,其中臺時產量提高幅度較大,每小時增加30 t,風機電流降低50 A,燒結機系統漏風率降低8.76%,燒結廢氣溫度升高20℃,成品燒結礦物理指標也得到了相應的改善。
燒結機有害漏風率降低,風機無用功減少,電流降低,較改造前降低50 A,如風機作業率按95%,單位電價按0.57元計,風機電壓為10 000 V,安裝新型頭、尾密封蓋板后每臺風機每年節省的功率即可創造經濟效益為:

表4 燒結機安裝新型頭尾密封蓋板后技術指標對比
1.732×50×10 000×24÷1 000×365× 95%×0.57=410.79萬元
4 燒結主抽風機改變頻控制
鞍鋼鲅魚圈2臺405 m2燒結機各配備2臺21 000 m3/min主抽風機及8 700 kW電機,正常運行時電耗占整個工序能耗的65%。受市場形勢影響及總產能影響,主抽風機風門最高開70%,經常在50%~60%風門開度運行,導致噸礦主抽風機電耗高,為28 kWh/t。建議增加變頻運行,降低噸礦電耗。
2014年8月,鞍鋼鲅魚圈將主抽風機改為變頻控制,每臺主抽風機各上1臺變頻器,變頻器采用“一拖一手動旁路”配置,在變頻器故障或退出運行時,手動切換到工頻運行,工頻運行采用現有的變頻軟起動裝置起動電動機。每臺變頻器裝置配套1臺同步電動機變頻勵磁柜及勵磁切換裝置,根據電動機是否采用變頻(或工頻)進行切換。當變頻器采用旁路工頻運行時,勵磁切換裝置將勵磁系統切換到現有的勵磁柜,而當變頻運行時,勵磁切換裝置將勵磁系統切換到變頻器配套的變頻勵磁柜。
燒結主抽變頻投入運行后,節能效果十分顯著,噸礦電耗由原來的45.31 kWh下降到37.26 kWh,扣除系統內電耗,相當于每噸燒結礦降低電耗為1.89 kWh,按照年產燒結礦量為770萬t,電價為0.57元/kWh計算,燒結主抽風機改變頻控制后,每年可創節電效益為:
1.89×770×0.57=829.52萬元
5 混合料使用工業廢水代替新水
燒結工藝過程需要大量的水資源,生石灰消化需要水,一次混合機需要加水潤濕混合料,二次混合機需要補充水強化制粒,返礦需要打水提前潤濕,每噸燒結礦需水量在0.15 t左右。2013年下半年,鞍鋼鲅魚圈燒結將原混合料使用的新水改為工業廢水,不僅實現廢物利用,而且還降低了燒結成本。2014年噸礦工業廢水消耗量為0.147 t,燒結礦年產量按770萬t,新水價格按2.70元/t計算,節約新水每年可創效益為:
0.147×770×2.70=305.61萬元
6 結論
(1)燒結利用環冷機熱廢氣進行余熱發電和預熱混合料,噸礦發電量在13 kWh以上,混合料溫度超過40℃,不僅降低了工序能耗,而且還改善了燒結礦產量和質量。
(2)工業廢棄物中含碳量接近20%,用于混勻礦造堆后,可以降低燒結配碳量,每使用1%的工業廢棄物,燒結固體燃料消耗可降低2.9 kg/t。
(3)改造燒結機頭、尾密封蓋板,燒結機有害漏風率大幅度降低,較改造前降低8%以上,燒結礦產量增加,質量改善,風機電流下降50 A。
(4)主抽風機采用變頻控制,使風機運轉模式更加節能化,噸礦電耗大幅度降低,每年節電效益在800萬元以上。
(5)燒結混合料打水以工業廢水替代新水,不僅實現了廢物利用,而且經濟效益也十分的顯著。
(6)鞍鋼鲅魚圈燒結通過采取諸多節能措施,使燒結固體燃料消耗和電耗大幅度下降,每年節電、節水和節省固體燃料效益可達到2 000萬元以上。
(編輯賀英群)
Energy-saving Measures for Sintering Production in Bayuquan Branch of Ansteel in Recent Years
Sun Junbo,Yang Xipeng,Wang Xiaoqiang
(Bayuquan Iron&Steel Subsidiary Company of Angang Steel Co.,Ltd.,Yingkou 115007,Liaoning,China)
In order to decrease the energy consumption,a series of measures were taken by Bayuquan Iron&Steel Subsidiary Company of Angang Steel Co.in recent years,consisting of getting electric power by use of the waste gas of the circular cooler for preheating the sinter mixture,doing the ore blending for sintering by adding the carbon-bearing industrial waste,upgrading the enclosing cover plates at both ends of the sintering machine to reduce the detrimental air leakage of the sintering system so that the energy consumption in sintering process was decreased greatly and thus the effect of energy saving is obvious.
sintering;hot waste gas;industrial waste;sealing cover plate;energy consumption in process
TF124
A
1006-4613(2016)04-0042-04
孫俊波,工程師,1987年畢業于鞍鋼工學院鋼鐵冶金專業。E-mail:sjb636363@163.com
2016-01-05